航空發動機智能化裝配技術體系構建探索
2020-06-13 06:18:46黃小東陳立省張鵬飛瞿品祥
航空發動機 2020年1期
黃小東 ,寧 勇,劉 杰 ,陳立省 ,張鵬飛,王 龍 ,瞿品祥
(1.杭州特翌智科技有限公司,杭州31215;2.中國航發南方工業有限公司,湖南株洲412002)
0 引言
航空發動機制造工藝復雜、涉及交叉學科多、范圍廣[1-2]。其綜合性能直接決定著飛機飛行的安全性、穩定性和承載能力。為了提高發動機運行的可靠性和推力,國家在發動機零件加工的先進技術、檢測技術和材料研究方面,投入了大量人力和物力并取得了一定的突破成果[3]。但是,在裝配技術方面,僅取得了少量的單項技術研究成果,如劉超等[1]主要介紹基于MBD的智能化裝配工藝在工藝規劃、仿真中的應用;魏小紅等[4]根據對國內外航空發動機總裝現狀,具體介紹了國產航空發動機脈動總裝線的可行性分析及必要性,并規劃建設技術路線及應解決的技術問題等;孫貴青等[5]針對渦扇發動機裝配技術,為提高生產效率和安裝質量,在整機裝配、關鍵部件螺栓擰緊、裝配檢測方面介紹了國外脈動裝配線、多自由度裝配平臺、智能擰緊設備和轉子堆疊優化等。總之,中國的發動機裝配技術發展明顯落后于零件制造技術,發展極不平衡,在生產組織管理模式上仍然沿用早期的基于固定站位手工裝配模式。據裝配現場統計,其手工作業占比超過90%,裝配質量控制嚴重依賴于人工的操作技能,無法滿足當代飛機制造對發動機的短交付周期、高可靠性和長壽命要求。長期以來,國外發達國家對航空發動機高端裝備制造技術進行嚴密的技術封鎖,僅有少量資料信息[6-7]披露。
本文從中國航空發動機裝配技術現狀出發,分析裝配技術轉型面臨的困難和迫切性,研究適合國產航空發動機設計特點的先進裝配技術,提出航空發動機智能化裝配技術轉型發展思路和實施路徑,探索構建航空發動機智能化裝配系統性的技術發展體系,增強中國綜合國力和國際競爭力、保障國家安全和民族復興的國家戰略[8-9]。
1 智能化裝配技術發展面臨挑戰
(1)裝配工藝規劃重組和節拍優化,不確定性因素多。基于傳統固定站位裝配模式的變革,需要從裝配工藝源頭開始進行工藝梳理,重點對工藝防錯、防呆、防漏優化重組,結合發動機裝配的構成,按站位合理分解裝配工藝路線、節拍控制、裝配任務、裝配BOM、工藝裝備、檢測設備及器具等,涉及業務面廣、協調難度大、硬件投入成本高,諸如此類的問題將帶來很多不確定因素。
(2)裝配線建設技術路線不清晰,風險大。國外航空發動機制造商,根據飛機總裝脈動生產線的成功應用經驗[10],結合新一代發動機的技術特點,借鑒水平脈動式裝配模式,實現精益化制造,極大地提高了裝配效率;而國內長期以來受技術體系習慣約束,航空發動機裝配仍沿用“兩裝兩試”的串行裝配流程和相配套零件制造工藝,單元體模塊化設計的獨立性、通用性均不強,單項關鍵新技術、新裝備運用不成熟,信息化管理存在盲區。發動機屬于多品種、小批量產品,涉及到渦軸、渦槳、渦扇、活塞等不同結構機型,構建裝配線技術路線不能機械采用國外裝配模式,應從經濟性方面考慮柔性裝配特點,遵循自動化、數字化向智能化技術發展方向,進行專業性強、覆蓋面廣的頂層規劃設計和決策。
全市水功能區中,入河排污口單口污染物排放總量列前3名的分別是石榴河、豐潤區污水處理廠、國禎污水處理廠入清水河排污口,這3個排污口是影響全市水功能區的主要污染源。
發動機智能裝配是基于MBD模型的裝配工藝設計,是對傳統裝配工藝路線和節拍的變革。分析梳理制約裝配瓶頸因素,歸納單元體裝配、總裝裝配各工序、工步時間、所需工具、工裝、檢測、試驗等相關資源要素,按照建設智能裝配生產線規劃目標,重點解決工藝防錯、防呆、防漏設計措施,以提升裝配效率和質量,縮短裝配周期為導向,再造裝配工藝規程、生產節拍、工藝路線、智能物流規劃、智能裝備和智能管控技術等方面的深度融合。裝配工藝優化路線如圖5所示。主要技術研究重點:(1)基于均衡節拍的裝配工藝優化設計技術;(2)基于MBD模型的工檢合一可配置深度結構化工藝規程技術;(3)基于混線裝配快速重構工藝設計技術。
航空發動機由上萬個零件構成[12],需要達到單件溯源的要求。從零件制造到部裝、總裝流轉過程復雜,特別是類似葉片精密加工零件,其形狀與外觀難以判別,在裝配關鍵工位進行反復拆裝和測量過程中極易發生混淆。因此,研究智能物流技術,利用物聯網和智能管控技術相結合,建立物料標簽、物料識別、位置跟蹤、快速齊套、精準配送等系統至關重要。因發動機物料信息交互實時性差、物料配送響應慢,而影響整體交付進度和裝配效率低的問題得以解決,降低生產管理成本和裝配質量風險。主要技術研究重點:(1)發動機零件的數字化身份標識管理規范;(2)物料的自動識別及物料數據采集技術;(3)基于串行或并行裝配物料精準配送技術;(4)基于制造數據優選優配齊套性技術;(5)零部件裝配在線自動標印技術。
(5)信息化技術實施深度不夠,缺乏制造數據源。發動機的裝配信息流包括裝配工藝數據管理、設備狀態管理、執行過程管理、質量狀態控制等執行層面數據。其業務流程復雜,質量要求嚴格。基于固定站位傳統裝配模式,配套工裝、工具和檢測器具,采用機械式或半自動化設備,無法完成與信息化管控系統的深度集成,缺少數據采集所必要的傳感器軟硬件接口,造成發動機采集質量數據不完整,物料信息、生產進度、設備狀態無法及時準確獲得,生產計劃自動排產失效,制造質量數據可信度不高。
小茲維列夫今年21歲。在2018網球男單年終總決賽中,他以2-0的分數力壓強手,奪取冠軍。這是他職業生涯中,迄今為止最為重要的一個冠軍,他不僅是繼1995年名將鮑里斯·貝克爾之后又一位拿到總決賽冠軍的德國選手,同時也是繼2008年德約科維奇之后最年輕的總決賽冠軍。
2 智能化裝配技術發展之路
發動機智能化裝配技術是眾多專業技術學科協同發展碰撞和整合的技術應用。結合國產發動機“兩裝兩試”的裝配工藝、多品種小批量混線生產、生產機與修理機共線并存的特點,通過探索適用于國內航空發動機智能化裝配的關鍵技術形成體系化。為后續航空發動機裝配技術發展提供借鑒作用,如圖4所示。

圖2 發動機部裝與總裝混合裝配新模式
3 智能化裝配技術發展路徑
中國航發南方公司根據未來總體規劃頂層設計,分析中小型航空發動機的工藝特點,探索以“混合裝配新模式”為裝配新技術發展方向,按3期分步實施的發展路線開展應用實踐,如圖3所示。2018年10月,第1期以滿足生產實際任務前提下,在傳統的制造模式上,重點實現工藝“三化”(工藝結構化、工藝標準化、工藝優化)設計和配、裝分離的物料形跡化管理,已經完成構建新生產模式的基本框架;2019年5月,第2期建設以典型單元體裝配站位和總裝裝配站位組成驗證線,具體完成單項目關鍵技術和智能化設備的應用驗證,如關重件精準壓裝技術、緊固件智能擰緊技術等,構建了新生產模式主要框架;2020年年底,第3期將按預期的發動機生產綱領要求,完成構建全部單元體和總裝裝配站位,形成數字化生產線,關鍵技術智能裝備全面應用,使信息化數據縱向與企業ERPPDMWMS、橫向與零件制造車間MES深度集成互連互通,智能物流系統深層次植入產線執行層級,打通信息孤島現狀,實現裝配效率、質量、一次性裝配試車合格率顯著提高的總體目標。
國內軍民用航空發動機需求尚未形成量產,多數型號處在研制定型階段,涉及核心零部件制造,需經過多次反復裝、測(測量)、配(修配)、試的過程,技術成熟度不高。發動機智能化裝配技術年底應用是1個全新技術體系的建立過程,需要多個交叉學科專業領域共同發展推動,逐一攻克單項核心技術到應用驗證優化迭代,再到成熟穩定,最終形成由點到面深度融合集成的過程,標志著發動機產品從研制階段邁向穩定量產階段。由此,發動機智能化裝配技術的發展路徑應立足當前的生產任務、生產工藝、制造模式、生產環境及建設投入統籌規劃,重點突破生產任務面臨亟需解決新技術問題的研究,著眼未來在中長期目標指導下,沿著總體規劃設計指導技術發展方向,結合實際狀況,先從技術突破→驗證→優化→應用→縱向橫向交叉集成,由易到難,由點到面的實施推進路線。基于總體技術發展體系,明確單元體離散并行式裝配和總裝串行脈動式裝配,輔以智能線內物流協調的總體技術發展路線和生產組織模式,延伸為信息管控技術、智能檢測技術、仿真優化技術、智能物流技術、AGV移動技術、智能壓裝技術、智能擰緊技術等單項技術針對性應用,逐步形成完整的航空發動機智能化裝配集成系統,以實現智能化裝配技術的多維度交叉集成應用,從而真正地實現航空發動機智能化裝配的目標。

圖3 南方公司智能化裝配總體發展規劃路徑
4 智能化裝配技術發展體系
智能化裝配技術包括計算機軟件技術、傳感器技術等,采用傳感系統獲取制造系統的實時運行狀態信息和數據,通過高速網絡實現數據和信息的實時傳輸、存儲和分析,從而提高發動機裝配效率和質量。利用智能化裝配技術從根源上改變現狀,從而提升發動機整體制造水平。航空發動機裝配工藝流程如圖1所示,發動機部裝與總裝混合裝配新模式如圖2所示。從圖中可見,發動機裝配工藝鏈長,單元體部件裝配呈離散性并行分布,物料配送系統深入單元體組件裝配、單元體部裝與總裝、總裝各站位之間的全部裝配過程。此外,零件制造質量問題、裝配、檢測等人員多維度交叉作業現象嚴重,因此信息數據傳遞實時性、對裝配現場出現問題的快速響應性和物料配送的精準性,都對裝配效率的提升至關重要。結合智能化裝配技術,通過均衡單元體部件裝配與總裝裝配的生產節拍,利用數字化仿真優化技術,采取單元體離散式并行裝配、總裝脈動串行裝配、輔以智能線內物流協調的“多對一或多對多”混合裝配新模式,重點突破裝配車間信息管控、物料標識識別、齊套及精準配送等關鍵技術,實現裝配過程的實物流、數據流管理,應用到發動機裝配全過程,實現物料庫房到裝配產線的線外物流、線內物流和智能工藝裝備信息數據的深度融合,實時掌握人、機、料、法、環等資源動態管理,改變傳統的推動式生產為拉動式生產,解除中國航空發動裝配現狀的窘境。
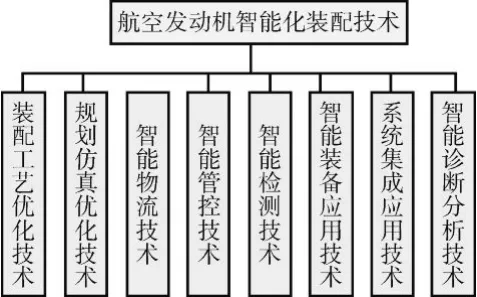
圖4 航空發動機智能裝配技術體系
4.1 裝配工藝優化技術
(3)裝配模式受習慣性束縛,改變困難,效率低。航空發動機裝配習慣于傳統的生產組織形式、生產流程和工裝工具。工藝規范體系不系統、不配套、不統一[11],涉及人員頻繁離線、清洗、標印、領物料、尋找工具、工裝等。以可視化和信息化為代表的新技術運用,與傳統生產工藝設備不配套、不融合,資源數據信息不完整、更新不及時,人機交互不友好,極大地影響工作效率,與生產人員績效考核指標抵觸,使生產組織模式變革的阻力加大。
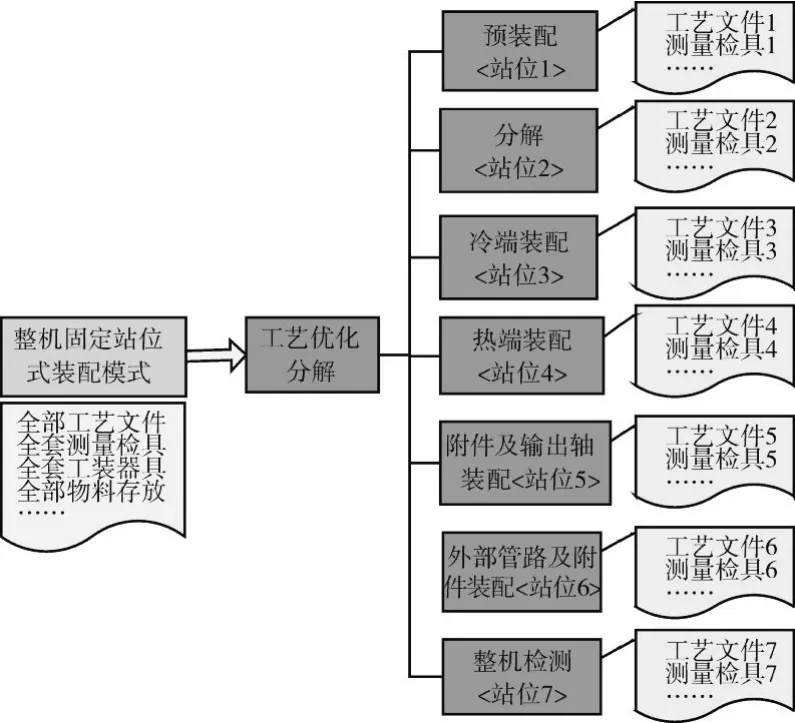
圖5 裝配工藝優化路線
4.2 規劃仿真優化技術
針對發動機裝配產能需求,根據生產線建設條件,基于數字化環境下對單元體和總裝產線的相關工裝、設備、物流系統等進行布局建模,根據裝配工藝流程虛擬動態模擬產品的生產制造流程仿真,評估并及時發現單機或混線生產中制約產線平衡的瓶頸因素、裝配工藝可行性、裝配操作人機工程可達性等仿真,從而制定出前瞻性的決策和優化實施方案,使產線產能布局最優、效率最高,減少產線硬件成本投入和縮短建設周期,降低產線構建的風險。裝配生產線仿真系統結構如圖6所示。主要技術研究重點:(1)裝配過程生產線產能仿真與優化技術;(2)裝配過程生產線物流仿真與優化技術;(3)基于虛擬與現實數據采集分析與仿真優化技術。
由于鎳基復合管道屬于異種材料的熱軋鋼,鎳材料的熔點溫度較碳鋼要低、散熱能力較碳鋼要差、線膨脹系數較碳鋼要大等因素,造成焊接過程中鎳基材料與碳鋼層相熔合時熔敷深度較淺,易出現層間未熔合和側壁未熔合,所以每層的焊縫厚度以不超過焊條直徑的1.0~1.5倍為宜,在坡口兩側邊角增加停留時間,以使鎳材料能夠良好的與碳鋼基層相熔合。

圖6 規劃仿真系統結構
4.3 智能物流技術
(4)裝配物料信息交互實時性差,配送環節不暢通。航空發動機結構包括數千或上萬個零件以及由這些零件組成的組件、部件、單元體和系統附件及成品件。其中存在裝配執行過程中的零部件信息標識、識別管理、質量追溯困難等問題。物料信息采用人工傳遞,實時性差,物料配送效率不高,對于裝配現場出現的質量問題,配送料響應性慢等問題普遍存在,嚴重影響整體交付周期。
傳統的航空發動機裝配以單元體和總裝裝配工位制為建設對象,裝配作業以手工作業為主,產品定制化程度高,工藝結構復雜,裝配數據要求交互實時性強,因制造質量問題,隨機出現原有發動機的裝配計劃[13]被打亂,是典型的多品種、單件、項目型(按訂單生產)生產模式,難以形成固定的流程化裝配。研究面向智能制造一體化管控技術解決方案,建立包括物料管理、生產管理、質量管理、維修維護管理、人員管理、設備管理、資產管理、統計分析、追溯管理、電子履歷管理、復雜權限體系控制等強大功能管理平臺,具備可定制的柔性配置能力,具有較強的穩定性、安全性和擴展性。主要技術研究重點:(1)裝配生產任務實時監控與智能調度;(2)單機裝配全流程作業管控技術;(3)裝配制造資源的動態管控與沖突消解技術;(4)基于多約束條件下智能排產技術。
4.4 智能管控技術
管理費用主要是農民用水者協會為組織和管理末級渠系農田灌溉所發生的各項費用,主要包括辦公費、會議費、通信補助費、交通補助費及管理人員合理的誤工補貼等。桃花山鎮用水者協會和調關鎮用水者協會于2013年組建,東升鎮用水者協會于2012年組建。桃花山鎮、調關鎮用水者協會的管理費主要參考當地同類規模的農民用水者協會的支出水平進行確定;東升鎮用水者協會管理費參考2012年的實際支出情況進行確定。經綜合分析,農民用水者協會管理費每人(管理人員)每年2萬元,則桃花山鎮、調關鎮和東升鎮農民用水者協會的管理費均為4萬元。
4.5 智能檢測技術
在發動機裝配過程中,如葉尖間隙測量、裝配深度尺寸測量,管路裝配檢查等,使用的檢具形式主要采用機械式檢具,以手工測量肉眼讀取完成,測量結果由檢驗人員手工記錄,而對發動機外部裝配如管路裝配、保險絲等,檢查往往依靠人工目測,檢查手段簡單且評判標準難以統一,在實際執行過程中發動機外部錯(漏)裝、錯(漏)保、磕碰劃傷及管路間隙不合格等外觀質量問題頻發。主要技術研究重點:(1)在線數字化測量和分析技術;(2)基于人工智能外部裝配質量智能檢測技術如圖7所示,對裝配管路、保險絲等按要求進行檢查;(3)單元體自動對中檢測技術。
圖書浩如煙海,讀者面臨選擇之困。《全國新書目》雜志攜手全國出版單位,從海量的新書中精心挑選,向讀者推薦出版人眼中的2018中國好書。

圖7 基于人工智能外部裝配質量智能檢測
4.6 智能裝備應用技術
發動機裝配存在大量對接裝配,需采用螺栓連接、大過盈量的軸孔配合等,對擰緊力矩、壓裝力和位置具有精確控制要求。航空發動機的裝配操作步驟多、結構復雜[14],作業交叉現象嚴重,傳統裝配托架無法滿足現有發動機多方位、多角度的裝配需求;對于傳統總裝脈動裝配需要用行車吊運方式在1個工位裝配完成后,到下1個工位繼續裝配,無法滿足脈動生產的節拍需求;對于動力渦輪類相對質量較大零部件的安裝,操作人員難以用托舉來完成對其進行位姿調整和對接,使之易發生磕碰,損傷產品的風險較高等。針對上述情況,結合發動機結構特點定制化開發智能裝備與智能管控系統集成,實現裝配過程質量數據的自動采集、分析、決策和追溯。通過智能化裝配應用,提高發動機的裝配質量和穩定性。當前主要技術研究重點:(1)航空發動機裝配緊固件智能擰緊技術;(2)關重件精密配合力位控制精準壓裝技術;(3)發動機裝配支撐多自由度柔性定位技術;(4)基于AGV移載脈動裝配輸送對接技術;(5)外部管路AR輔助裝配技術;(6)人機協作輔助裝配技術;(7)基于機器人自動化涂膠技術;(8)基于水平懸掛式脈動裝配輸送系統。
人們也許對普里尼-蒙哈榭和夏沙尼-蒙哈榭的白葡萄酒更為崇拜,但我卻對圣多班的白葡萄酒情有獨鐘。它的地理位置相當獨特,坐落在Mont Rachet和Montagne du Ban形成的山谷中間,山谷出口處的北部是普里尼-蒙哈榭,南部是夏沙尼-蒙哈榭,自然形成了一個三足鼎立的形態。擁有165公頃葡萄園的圣多班村釀造大約70%的白葡萄酒和30%的紅葡萄酒。我更加喜歡這里的白葡萄酒,杰出的圣多班白葡萄酒帶有迷人的花香;較高的海拔讓這里的酒有著鮮明的新鮮酸度,并不肥美,最叫人喜歡的是它們極其出色的礦物般質感,以及無比優雅的酒體。
4.7 多樣化系統集成應用技術
發動機裝配線控制是由各種特定應用功能的子系統按照一定裝配工藝流程進給組合布局,如圖8所示。利用計算機網絡技術,開發子系統間統一接口、通訊方式和配置相應的軟硬件,使智能管控系統能夠統一協調管理,與企業層ERPPDMWMS系統通訊,快速獲取生產訂單、資源數據,與現場設備通訊獲取設備狀態、制造質量數據,實現各系統間數據采集分析、存儲和交互共享。主要技術研究重點:(1)多系統集成數據快速采集交互技術;(2)面向多平臺化、多樣化系統通訊技術。

圖8 多樣化系統集成
4.8 故障智能診斷分析技術
發動機的試驗故障種類和故障模式復雜繁多,通過采集發動機裝配、試車、排故和修理機型的大量檢測數據,構建在線采集、實時診斷的航空發動機智能專家系統[15]。對故障類型和發生概率進行統計分析,形成直接或間接影響裝配質量、性能和強度的評價指標。分析發動機故障模式,進而從不同結構評判故障的發生率,正確預防、處置和指導裝配過程中質量控制問題。主要技術研究重點:(1)航空發動機故障模式分析及基于知識專家庫系統;(2)發動機故障智能診斷方法技術。
5 結束語
本文以國內航空發動機裝配技術現狀為背景,深入分析了發動機裝配技術發展所面臨的機遇和挑戰,結合國內發動機的生產組織管理特點,提出了應用裝配新技術、新模式的發展思路和總體規劃實施路徑。從遠期發展來看,系統性地歸納和總結每個生產裝配環節涉及智能裝配關鍵技術的應用,構建航空發動機智能裝配技術體系總體框架,為即將量產機型或新機研制裝配生產提供新技術、新方法,加強中國發動機制造裝配技術中的薄弱環節,為不久的將來能夠制造出具有競爭力的國產航空發動機高端裝備提供借鑒。
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
印刷工業(2020年4期)2020-10-27 02:45:52
山東冶金(2019年6期)2020-01-06 07:45:54
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
世界農藥(2019年2期)2019-07-13 05:55:12
中國交通信息化(2017年4期)2017-06-06 07:21:52
銅業工程(2015年4期)2015-12-29 02:48:39
能源(2015年8期)2015-05-26 09:15:56
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03
