BTW1耐磨板焊接及加工工藝研究
2020-06-29 07:29:17劉虎
價值工程 2020年16期
關鍵詞:焊接
劉虎

摘要:BTW1耐磨板是近些年出現并應用在煤礦輸送設備上的板材,它屬于高碳、高錳鋼范疇,其加工、焊接性能都較差,本文通過BTW1材料成分和力學性能,分析BTW1的切割、加工和焊接性能,制定合理的焊接、加工工藝,應用于生產。
關鍵詞:BTW1;切割;加工;焊接;加工硬化
Abstract: BTW1 wear-resistant plate is a kind of plate which appears in recent years and is used in coal mine transportation equipment. It belongs to the category of high carbon and high manganese steel, and its processing and welding performance are poor. This paper analyzes the cutting, processing and welding performance of BTW1 through the composition and mechanical properties of BTW1 material, and formulates reasonable welding and processing technology for production.
Key words: BTW1;cutting;machining;welding;work hardening
0? 引言
刮板輸送機和轉載機各類槽體的中板、底板是關鍵零件,使用過程中要承受沖擊、疲勞、摩擦、腐蝕等惡劣工況,因此中板、底板都采用高硬度耐磨鋼板,如Hardox系列、JFE系列這類中低合金高強度鋼板。這類鋼板表面硬度較大,內部硬度一般,當表面耐磨層磨損后會加快磨損速度。BTW1耐磨鋼板是天津威爾朗科技公司與寶鋼近些年聯合研發成功的奧氏體型耐磨鋼。盡管這種鋼強度不如Hardox,但是它的硬度要優于Hardox,力學性能見表1,該鋼種在中低沖擊工況下具有應變誘發馬氏體相變的強化機制,強化后表面硬度能達到HRC42~55,且當表面一層被磨掉后,新露出的表面同樣會得到自強化,正因為這種“越磨越硬”的特性,使其開始應用到煤礦輸送設備上。作為一種新材料,盡管它有以上許多優點,但是其工藝性還需要在生產中不斷摸索和研究。
1? BTW1切割工藝
1.1 火焰切割
BTW1耐磨板可以采用火焰切割方式下料,但是火焰切割質量一般,由于BTW1中C、Mn含量較高(化學成分見表2)。火焰切割時,在高壓氧的作用下,C、Mn元素大量燒損,而Mn正是促進BTW1獲得穩定奧氏體組織的關鍵元素,當Mn大量燒損后,奧氏體組織開始不穩定,向切口附近大量析出碳化物,使切口表面增碳,增碳層組織在空氣中淬硬,導致焊接裂紋產生的可能性大大提高,因此火焰切割后,尤其是切割焊接坡口,還需要將增碳層加工掉,才可用于焊接。也可采用打磨方式去除增碳層,但需要注意打磨溫度不能過高。
1.2 等離子切割
等離子切割效果要優于火焰切割,雖然切口處也會有碳化物析出,但是量要少得多,并且等離子切割溫度高,速度快,切割面光滑,因此生產上推薦優先使用等離子切割的方式下料。
2? BTW1加工工藝
BTW1具有強烈的形態硬化特性,加工過程中加工硬化非常明顯,切削時發熱大,加快刀具軟化、磨損,因此在編制工藝過程中,BTW1留量不宜過大,應遵循非重要面不留加工量,重要面少留加工量的原則。其次,BTW1在加工時需注意以下幾點:
①切削速度不宜過大,避免刀具過熱;
②進給量不宜過小,避免刀具在硬化層工作,切深最好控制在2~3mm之間;
③切削時發熱量較高,加工時使用冷卻液,降低切削溫度,延長刀片使用壽命;
④刀具選擇上,使用可轉位銑刀,刀片選用高耐磨基體帶耐高溫涂層材質刀片,由于這類刀片價格較高,考慮選用多切削刃刀片,以提高刀片利用率,降低加工成本;
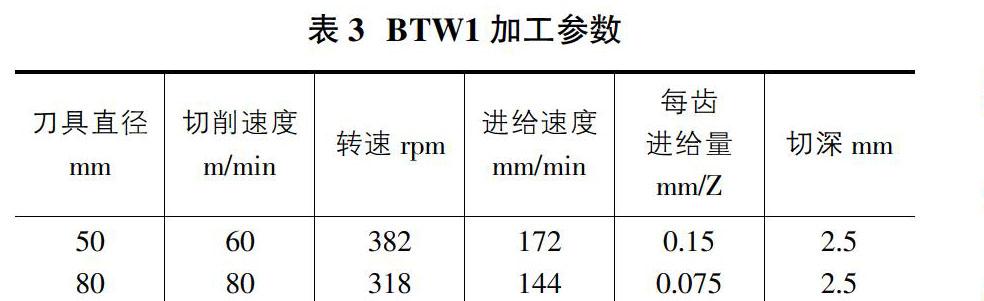
⑤加工參數選用見表3。
3? BTW1焊接工藝
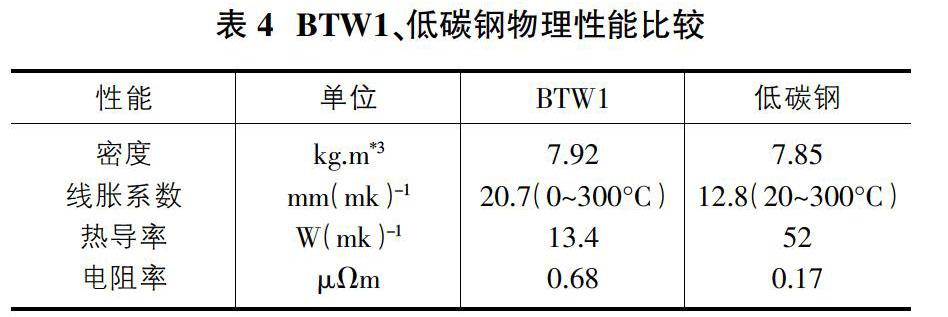
BTW1的熱導率低,同時電阻率高,其熱導率是低碳鋼的1/4,線脹系數是低碳鋼的1.6倍,所以易形成較大的內應力,引起裂紋,BTW1物理性能見表4。
3.1 BTW1焊接性分析
①熱影響區析出碳化物的問題,BTW1在1050°C左右,C全部固溶于奧氏體中,但是這種鋼若再次受熱超過250°C時,就可能沿晶界析出碳化物而使材料變脆。從BTW1連續轉變曲線看,在冷卻較快時,碳化物首先在晶界析出,隨著停留時間增長,晶界碳化物將由不連續的顆粒狀態變為網狀分布,使脆性顯著增加。若冷卻速度更慢時,還要通過針狀碳化物析出區,析出針狀碳化物,使脆性大大增加,BTW1連續轉變曲線見圖1。因此BTW1在焊接后,在熱影響區不斷的析出碳化物,并可能向馬氏體轉變。為了減少碳化物的析出,應加快冷卻速度,縮短在高溫停留時間;
②焊接熱裂紋問題,BTW1在焊接時容易產生熱裂紋,主要原因有兩點:一是P、S和Mn、Fe容易形成低熔點共晶物,其熔點分別在960°C、1050°C,都遠低于其固相線溫度,在焊縫凝固后期,這些低熔點共晶物容易在晶間形成液態薄膜,導致焊縫金屬塑性極低;二是BTW1線膨脹系數大,焊后冷卻收縮量大,同時熱導率小,熱場分布不均勻,使焊接產生較大的內應力,在這兩種因素的共同作用下,容易出現熱裂紋。
3.2 BTW1焊接要點
由于BTW1焊接時容易出現碳化物和熱裂紋,因此焊接時需要注意以下幾點:
①焊接時要嚴格控制熱輸入,焊前禁止預熱,焊后禁止后熱,并控制層間溫度不超過150°C,最好小于100°C;
②焊接過程中應及時采用水冷(用噴壺或其他工具),使焊縫快速冷卻至室溫。具體操作方法如下:每一道焊接約400~600mm長度后,對準焊縫處噴水快冷,水干之前可在另一邊或其他干燥處繼續焊接作業,下一道焊接時同樣在焊接400~600mm長度后對焊縫噴水快冷,如上操作,反復進行焊接—水冷作業,直至焊接完畢;
③操作手法上,可通過短段焊,窄焊道,采用多層多道,不擺動焊接,注意填滿弧坑;
④焊接工藝上采用低線能量,小電流,快速焊接;
⑤清理時使用不銹鋼鋼絲刷。
3.3 焊絲和焊接方法選擇
焊絲選用CHM18.8Mn不銹鋼焊絲,使用熔化極氣體保護焊,保護氣體選用Ar和5%CO2混合氣體保護焊,減少飛濺的同時能獲得較好熔深,焊接參數見表5。
4? 結語
BTW1耐磨板屬于高碳高錳鋼范疇,并且又具有馬氏體相變的強化機制,其加工、焊接都存在較大難度,以上工藝方法是根據BTW1耐磨板特性,總結生產實際,制定的比較詳盡的工藝方法,目前已成功應用到多套設備上。
參考文獻:
[1]陳劍虹,等.焊接手冊[M].機械工業出版社,2001.
[2]吳素霞,王明星,許潤輝.ZGMn13與Q235-A的焊接討論[J].才智,2010:69-70.
[3]李學有.關于刮板輸送機中間機身段的創新使用——梅花井煤礦原煤倉分倉刮板輸送機[J].價值工程,2014,33(22):54-56.
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49