方形貼袋模板制作工藝方法比較研究
2020-07-04 02:25:54賀小紅
浙江紡織服裝職業技術學院學報 2020年3期
賀小紅


摘 要:為了使服裝教學適應企業自動化、數字化和智能化需求,本研究以方形貼袋為例,利用常規縫制法和3種不同模板制作法進行比較。研究結果表明:智能化模板制作工藝方法所需時間更短,成品效果更好,大大提高了制作效率,降低了產品對操作者技能水平的依賴;同時也發現針對不同的面料性能和需求應采用不同的模板,才能更好地操作,進而提高制作效率和工藝效果。
關鍵詞:服裝工藝模板教學;方形貼袋;常規縫制法;模板制作法
近年來,隨著科技不斷革新,服裝企業的生產模式更加自動化、專門化、智能化、信息化,服裝工藝模板作為一種新型的加工形式,已在企業形成了規模化發展,在很大程度上降低了企業對工人的技術要求,做到了產品質量統一,生產周期可控,提高了生產效率和產品品質。
雖然服裝工藝模板在企業生產中已初具規模,但是其在服裝教學中的應用還較少,尤其在中等職業技術學校中更是少見。因此,為了適應服裝企業技術的發展,以及企業對相關人才的需求,探討和研究服裝工藝模板在教學中的應用勢在必行,服裝工藝模板教學必將成為一種新的教學手段和方法。
目前,在服裝企業和已開展相關研究的高等院校中,模板技術主要有口袋模板、領子模板、袖頭模板、收省模板、裝腰模板、銜縫模板……,每種模板的設計原理和形式基本相同,都是利用模具學中的工裝夾具和治具原理,采用自動化設備在有機膠板按工藝縫合要求設定的尺寸開槽。但為了達到不同的工藝要求,同一個部件也有不同的設計模板。
為了探討服裝工藝模板在服裝教學中的應用與效果,本研究選取方形貼袋作為研究對象,通過實驗對免燙貼袋模板設計和工藝操作進行比較,驗證模板在服裝教學中的優勢,同時分析不同模板制作方法的優缺點,以期為貼袋模板工藝教學和生產提供參考依據。
1? ? 實驗
選取口袋寬12cm、高14cm的男襯衫方形貼袋制作方法進行實驗;共采用4種方法進行比較研究,1種為常規工藝制作方法,其它3種為不同模板形式的制作方法,每種方法各做10組;實驗操作人員統一為剛學完襯衫制作的中職一年級學生,操作人員已學會了襯衫的貼袋制作,并接觸了模板工藝操作;實驗所用面料為統一的高密度棉胚布;實驗儀器為同一臺縫紉機。
1.1? ? 方形貼袋傳統常規的制作方法
工序一:根據口袋尺寸和放縫要求裁剪好相應的裁片,并畫好凈樣線(圖1A);
工序二:按照凈樣線,將袋口位置反面向里2.1cm折轉2次,做到正反面都無毛邊,沿著折轉的位置壓緝0.1 cm,正面貼邊寬度2cm(圖1B);
工序三:除袋口,其余3邊按凈樣線向里扣燙(也可借助扣燙板進行熨燙),做到左右對稱(圖1C);
工序四:按照胸袋的位置,將袋布放端正不歪斜,一手按住袋布,一手把大身拉緊,距止口邊緝線0.1cm,下端緝成尖形(圖1D)。
1.2? ? 市場上常用的方形貼袋模板3種設計方法
貼袋模板一般由面板、底板、推拉板、免燙板、蓋板5層構成,圖2、圖3、圖4分別為浙江、福建、廣州某服裝公司制作完工的模板,都是將切割好的模板按照要求黏合固定,完成制作,而且設計原理也基本相同。圖2的方法二模板將底板、蓋板都做成一種造型,推拉板則根據手的位置進行了設計,免燙板超過面板高度。圖3的方法三模板在蓋板、底板的方向進行了改變,推拉板設計了拇指大的圓孔,很符合人體手指工學,免燙板造型優美,直接從袋口位置轉折做造型。圖4的方法四模板在面、底板上進行了大小區別,免燙板則在袋口上2cm位置開始轉折做造型。
1.3? ? 貼袋模板縫制工藝方法
所有模板縫制的工藝工序基本類似,本研究選取方法三(圖3)的模板進行示范與展示。
工序一:將袋布袋口貼邊折轉并緝線,貼邊寬2cm(圖5A),將袋布放置模板袋口的位置(圖5B);
工序二:將免燙板按照袋口位置放在袋布里面,袋布3邊的縫份自然折轉(圖5C),將推拉板往上推,推至袋口位置,正好壓實折轉的袋口縫份(圖5D);
工序三:將藍色衣片面料放在底板上,按住袋口3個角將面板蓋在底板上,袋口位置吻合(圖5E),確認袋口3邊袋布不松動,拿住模板放置在縫紉機壓腳下,將推拉板往下拉,拉至與面板底端平齊(圖5F);
工序四:將免燙板從上端抽出(圖5G),機針放置在縫制槽中,沿3邊緝明線(圖5H)。
2? ? ?實驗結果及分析
由表1可知,在單個方形貼袋制作過程中,傳統常規法相對3種模板制作法所用的時間較長。常規法所消耗的時間主要集中在工序三的折燙3邊袋布工藝中,根據畫好的凈樣線進行折燙,在邊緣相交的地方由于轉折,厚度增大,不容易燙平服或者燙方正,因此需反復操作以使兩邊方正、對稱達到質量要求;模板制作法增加了免燙板,在制作過程中免掉了折燙這個步驟,只需要經過幾個簡單的放布、推板、壓板、拉板動作,即可很好地完成袋布定型,不需要反復折燙、歸正,在關鍵工序部分節約了時間。
將4種方法連續做1組(10個)方形貼袋所用的時間進行了統計(表2),發現制作1組(10個)方形貼袋所用的時間與制作單個方形貼袋所用的時間呈正比關系,而且使用常規法與模板法制作相差時間非常大。常規法制作時每個口袋需要單獨熨燙,所以每個口袋消耗的時間基本保持一致,制作10個口袋就是10個單口袋制作時間的總和;而使用模板法制作只需將袋布很好地放置,隨著模板使用過程中的靈活度增強,操作者不斷熟練,推拉免燙板的時間減少,也不需要消耗時間去燙臺進行熨燙,因此,整體制作時間節省了很多。
對4種方法制作1組(10個)貼袋的質量進行了比較(表3),發現使用常規法制作,由于在縫線時控制不好機器,在轉折處超出范圍,邊緣緝線寬度不一致,有4個貼袋需要返工制作(圖6);使用模板法制作,因為有模板從兩側固定口袋邊緣四周,針槽處正好是需要緝線的寬度,在緝線過程只需轉動模板,縫出來的線跡不會歪斜,很少出現拆掉重做的現象,而且所有口袋能保持外觀基本統一,達到質量標準化(圖7、圖8、圖9)。
從表1、表2、表3各項數據對比中,發現利用模板法制作方形貼袋要明顯優于常規操作法。而實驗所選取的3種模板:其中方法二模板,很適合此次縫制選用的面料厚度,將口袋放置模板中,推拉的松緊程度很好,因此定型性比較好,縫制過程比較順暢,制作出來的產品質量較高,但在推拉板下端伸出的位置,寬度設計稍大,當面底板蓋合時,衣片會被下端的寬度推皺;方法三模板,由于在免燙板的設計上是直接從袋口位置開始做弧線造型,當免燙板放置在袋布里進行固定造型時,受力不是很好,不能很好地固定袋布,在制作過程中需多花點時間進行調整,以保證袋口位置的左右對稱,而推拉板人性化的開孔設計,非常符合操作過程的手勢,使操作過程緊湊;方法四模板,推拉板設計的面積較小,壓實袋布3邊時很難定型,而且底板和面板之間寬度比較大,以致實驗過程中使用的薄棉胚布容易松動,較難控制3邊在針槽中縫制的寬度,所以耗時稍長,質量不能達到所有統一的情況。因此,實驗結果表明利用模板制作方形貼袋時,模板一和模板二要明顯優于模板三,可以在服裝教學過程采用。
3? ? 結論
通過方形貼袋常規制作和3種模板制作方法的比較,可以得知:
1)模板法降低了制作時間,提高了產品品質,統一了質量標準;
2)針對這個實驗過程中選用的薄棉胚,模板一和模板二制作起來比模板三的效果更好,模板三更適合稍厚的面料操作;
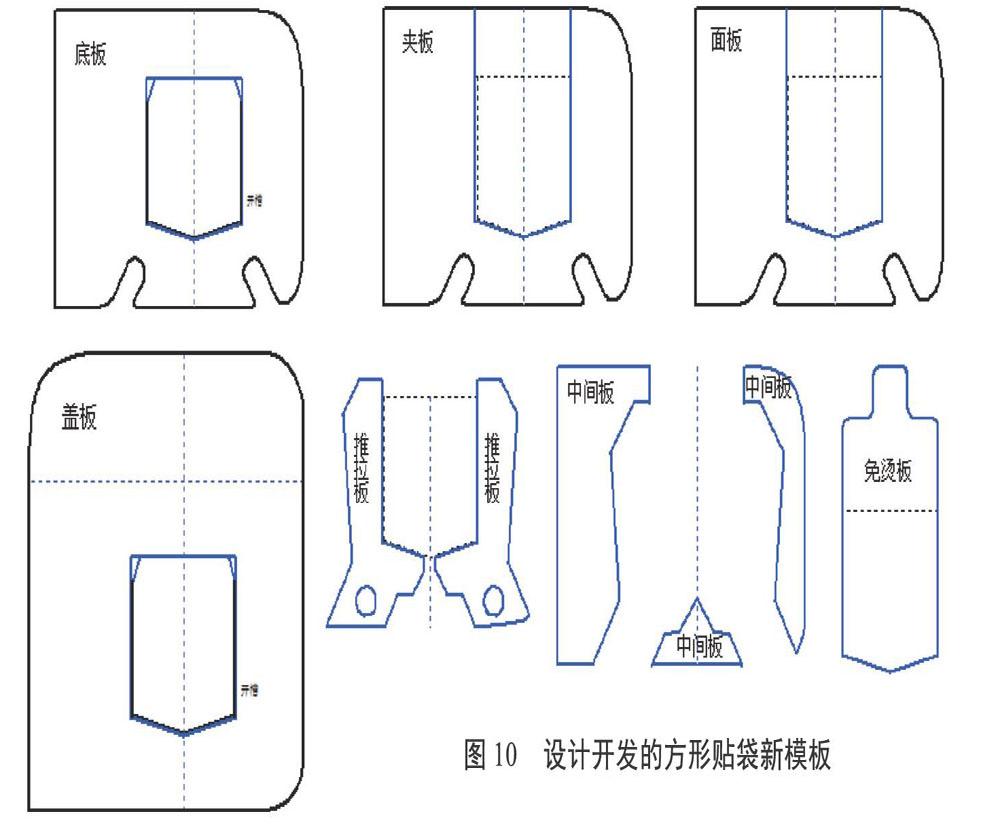
3)針對實驗中所使用的面料,以及考慮學生操作過程中的舒適感,可以將模板一和模板二各自的優勢進行結合,設計開發更加適合于服裝教學的方形貼袋模板(圖10)。
設計開發的方形貼袋新模板共有7層,切割該模板時將蓋板、底板選用1mm pvc板,夾板、中間板、推拉板選用0.8mm pvc板,面板選用0.1mm pvc板,免燙板則用0.2mm黃膠板。組合好后的新模板不僅可以像模板一那樣牢固地固定好袋布,有方正的免燙板定型,而且推拉板下端設計成模板二式的弧形開口,更加方便操作,蓋板上口尺寸設計較大,可以蓋住面板和免燙板,使制作不受干擾。利用該模板制作貼袋時更加快捷,推拉、抽取更加便利,制作的口袋效果更加美觀、統一。
參考文獻
[1]劉鋒,盧致文.基于工藝特征的服裝工藝模板設計與應用[J].毛紡科技,2017,12(45):53-55.
[2]莫海瑩.淺談服裝工藝模板技術對縫制效能的影響[J].服裝科技,2018(9):34-36.
[3]李鵬,王芳,張志斌,等. 基于智能化模板技術的口袋縫制關鍵技術研究[J].上海紡織科技,2019(2):43-45.
[4]鄭瑋.休閑褲雙嵌袋開袋模板的設計改進[J].浙江紡織服裝職業技術學院學報,2019(9):37-40.