淺談GMC-96x鋼軌打磨列車作業過程中出現間隔性未打磨區段的原因及解決辦法
2020-07-08 21:27:54高延軍蔡山虎
裝備維修技術 2020年31期
關鍵詞:作業
高延軍 蔡山虎
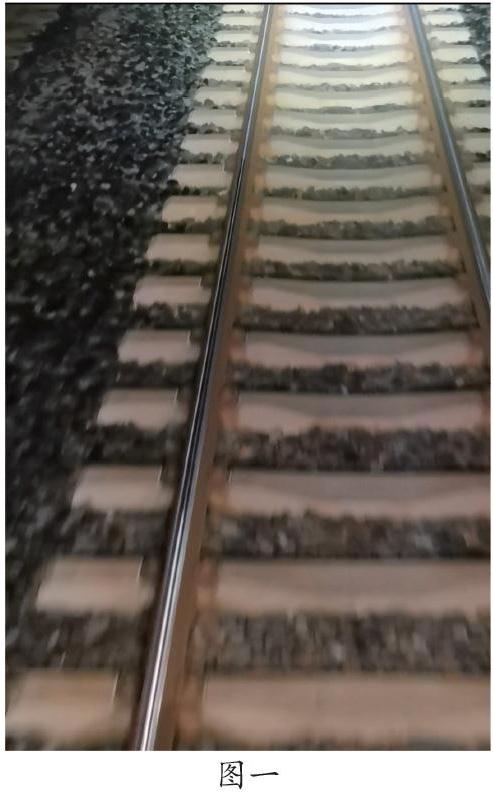
摘 要:GMC-96x鋼軌打磨列車能對鋼軌軌面進行目的性的打磨,能消除鋼軌表面銹蝕和氧化層、波浪磨耗、表面龜裂紋等缺陷同時恢復鋼軌的軌面廓形。通過對鋼軌的打磨,一方面可顯著改善輪軌作用關系,提高列車運行品質和旅客舒適度;另一方面可阻止鋼軌病害的發展,延長鋼軌使用壽命。在對濟南局集團公司京滬線、京九線、兗石線等線路鋼軌打磨作業時發現,部分打磨區段存在連續間隔性無打磨痕跡現象(圖一)。針對作業質量問題成立技術小組,分析原因,制定措施,減少此種避免問題再次發生。
關鍵詞:GMC-96X鋼軌打磨列車;連續打磨;間隔無打磨痕跡;原因
GMC-96X鋼軌打磨列車是在恒低速運行過程中利用高速旋轉的砂輪對鋼軌表面進行磨削,列車由控制車、作業車和動力車組成。動力車提供打磨列車走行動力,控制車和作業車安裝有打磨小車,打磨小車安裝有打磨電機、偏轉油缸、打磨電機作業油缸等。通過偏轉油缸的伸縮可單獨控制每組打磨電機偏轉角度,單側48個打磨電機可以全部覆蓋鋼軌軌頭工作表面。打磨控制采用了分布式微機控制系統,作業時微機主機設定作業參數并發出指令,子機接收指令并控制液壓、驅動、電氣等執行部件,進而實現對打磨速度、模式的控制。GMC-96X型鋼軌打磨列車作業控制采用Jupiter系統,各車Jupiter子系統由以太網交換機聯結成一個Jupiter網絡系統,其中只有1、5號車的Jupiter主機具有對作業控制系統的控制功能,同一時間只有一臺Jupiter主機對作業控制系統進行控制。Jupiter主機安裝在兩端司機室內,通過CAN協議與網絡上各節點的傳感器、開關、閥進行通訊。每一個節點負責處理其最靠近部分的不同部件的信號。節點和不同部件間的信號通過電纜傳遞。作業操作的設備只包括少量的開關、控制桿和液晶觸摸屏,其中頻繁使用的操作采用開關或控制桿,不常用的或需要反饋的功能在觸摸屏上操作。
本文通過對濟南局集團公司京滬線、京九線、新兗線、兗石線等線路在打磨過程打磨痕跡調查,結合本局線路情況及打磨車的設備狀況,得出導致線路在打磨過程中偶爾出現間隔性無打磨痕跡的原因有以下幾種情況:
1.線路狀況不佳。鐵路線路設備是鐵路運輸業的基礎設備。經常保持線路設備完整和質量均衡,是列車能以規定速度安全、平穩和不間斷地運行,并能延長設備的使用壽命。由于機車車輛長時間的運行,尤其是那些客貨混跑的線路,線路磨耗嚴重加之車輛的震動,導致線路縱向水平不好,出現一段低一段高的情況,打磨車在打磨的過程中很可能會出現打磨不到的情況發生,尤其是在高低線路轉換點最容易出現這種情況。為防止這種情況的發生,建議在線路打磨作業前先進行線路的搗固作業,等線路平整之后,在打磨作業的過程中就很少出現這種情況的發生。
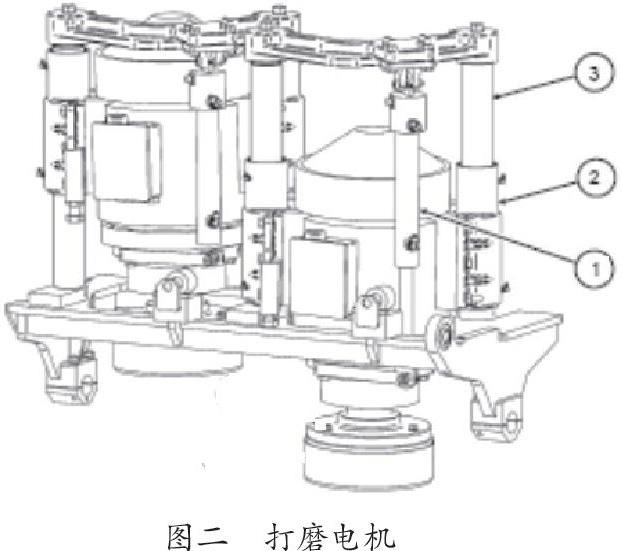
2.電機導柱卡死現象。給主機一個打磨的命令后,電機下落到鋼軌上開始打磨。搖籃架打磨電機簡圖如圖二所示。在打磨過程中,會產生很多的鐵粉分散到電機周圍,由于導套2內有黃油潤滑,在導柱3上上下移動,久而久之導柱3上也會覆蓋一些鐵粉,導套2在導柱3上上下移動,鐵粉也會進入導套2內,在打磨的過程中,時間越長,導套2內會有越來越多的鐵粉,久而久之導套2在導柱3上上下移動就不會很順暢,甚至在導柱的某個位置上卡住,在打磨線路中遇到高低不平的鐵軌,一些低的線路就會打不到,但是打磨還在繼續,主機一直給它下壓的信號,隨著下壓力的不斷加大,加之車體的震動,下壓力大于導套和導柱之間的摩擦力,電機磨頭又會落到鋼軌上進行打磨,所以從打磨痕跡上看,就會出現間隔性未打磨區段。為避免這一情況的發生,應加大對電機的保養程度,每打磨十個小時,就對電機導套加打黃油潤滑,以防止在打磨的過程中電機有卡頓情況的發生。
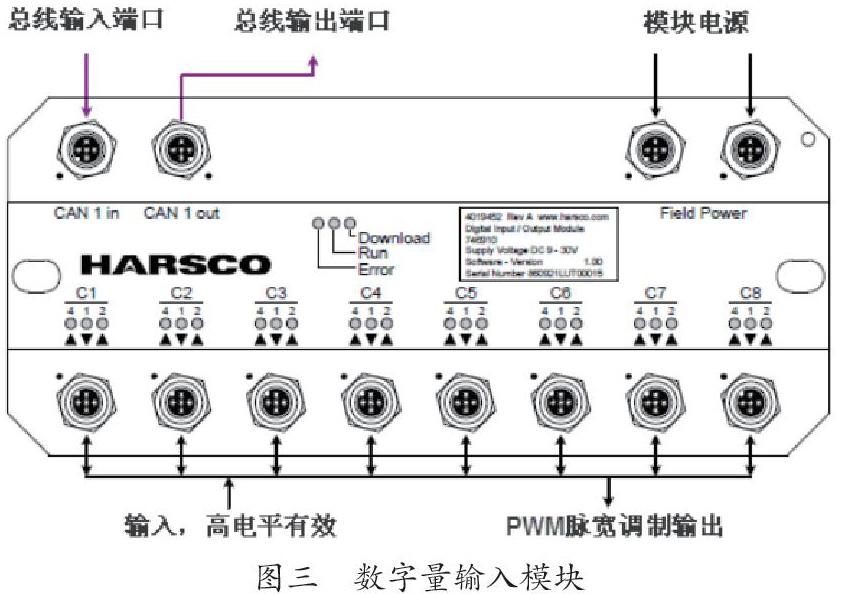
3.電磁閥控制線路接觸不良。在線路打磨的過程中,可能由于車體的震動,導致控制打磨電機上升下降的電磁閥接頭接觸不良,或者是控制電磁閥線圈接通斷開的數字量輸出模塊(圖六)的端口接頭接觸不良。一旦在打磨過程中,控制電機上升下降的電纜線路接觸不良,則會使直接控制電機的電磁閥間隔性的得電失電,一旦電磁閥線圈失電,打磨電機會提升,電磁閥得電,打磨電機便又會下降到鋼軌上進行打磨,所以就會出現間隔性未打磨區段的情況。為避免這種現象的出現,應全面的檢查控制線路有無破損,電氣接頭有無松動,加大對全車電氣線路的檢查保養。
為避免此類問題的發生,建議一、打磨作業之前,線路的縱向水平要達到最佳狀態,需要對線路進行搗固作業,整治線路的幾何尺寸,尤其是那些高低不平的路段,搗固平穩后再打磨;二、加強對設備的保養力度,每打磨作業10個小時就對導柱導套加注黃油,減少導柱導套之間的摩擦力,使其在打磨過程中電機上升下降靈活自如;三、對全車的電氣線路進行定期檢查、除塵、清洗,避免線路接觸不良的情況產生。
(中國鐵路濟南局集團有限公司濟南工務機械段,山東 濟南 250024)
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08
