鋁厚板梯溫剪切軋制變形研究
2020-08-12 12:00:08李磊魯世紅張濤
機(jī)械制造與自動化 2020年4期
李磊,魯世紅,張濤
(南京航空航天大學(xué) 機(jī)電學(xué)院, 江蘇 南京 210016)
0 引言
鋁合金厚板具有質(zhì)量輕、強(qiáng)度高、耐腐蝕性好、成形性高等特點,是集成結(jié)構(gòu)件的關(guān)鍵材料,廣泛應(yīng)用于航空航天和軍用飛機(jī)領(lǐng)域[1-2]。隨著航空航天工業(yè)的發(fā)展,對高性能鋁合金厚板的需求不斷增加,例如鋁板強(qiáng)度甚至要求達(dá)到700MPa以上,厚度甚至達(dá)到250mm以上。熱軋是制備厚板的關(guān)鍵工藝。然而,傳統(tǒng)的對稱軋制工藝造成表面變形大,厚板中心部分變形小,導(dǎo)致變形分布不均勻[3]。 ZUO F[4]研究了不對稱軋制過程中純鋁的變形。袁福順等人[5]建立了異步軋制熱力耦合模型,研究了變形區(qū)的應(yīng)力應(yīng)變在不同異速比下的分布規(guī)律。JIN H[6]和LEE J K[7]研究了異步軋制過程中不同材料的組織演變和力學(xué)性能以及織構(gòu)演化,得出的結(jié)論為異速比有利于晶粒細(xì)化和力學(xué)性能的提高。李高盛[8]采用有限元法建立了特厚板梯溫軋制模型,研究了溫度梯度對軋板芯部應(yīng)變的影響,結(jié)果顯示梯溫條件下的芯部應(yīng)變量大于均溫條件下的應(yīng)變量。賀有為[9]通過設(shè)計不同的溫度梯度,建立有限元梯溫軋制模型,并加以實驗驗證,證實梯溫軋制比傳統(tǒng)軋制更利于變形深入芯部。LI G S[10-11]分析了梯度溫度和冷卻參數(shù)對梯溫軋制過程中超厚板微觀結(jié)構(gòu)、性能和中心缺陷演變的影響。
綜上所述,異步軋制和梯溫軋制有利于厚板的變形和晶粒細(xì)化。然而,現(xiàn)階段很少有研究者分析討論梯度溫度場和異速比在梯溫剪切軋制中對軋板變形的作用規(guī)律。因此本文提出了一種新的梯度溫度剪切軋制的方法,采用ABAQUS對厚規(guī)格鋁板進(jìn)行數(shù)值模擬研究,分析了不同軋制型式的特點及不同工藝參數(shù)對于梯溫剪切軋制下等效應(yīng)變和剪切應(yīng)變分布的影響規(guī)律。
1 數(shù)值模擬
在這項研究中,分別建立了對稱軋制、梯溫軋制、異步軋制和梯溫剪切軋制的二維數(shù)值模型。軋板材質(zhì)為7055鋁合金,尺寸為900mm×240mm,壓下量為40mm,軋板初始溫度為420℃,與軋輥之間的摩擦系數(shù)為0.4。與工作輥和環(huán)境的熱交換系數(shù)分別為30000W·m-2·K-1和10W·m-2·K-1。不同軋制方式如圖1所示。對于對稱軋制,兩個工作輥的線速度相同,設(shè)置為1m/s。對于梯溫軋制,板的表面和中心之間存在溫差(△T),因為在軋制過程之前會對軋板上下表面進(jìn)行水冷,對上、下兩表面以相同的換熱系數(shù)進(jìn)行冷卻,換熱系數(shù)取2000W/(m-2·K-1),冷卻時間0~15s,以實現(xiàn)不同的梯度溫度。由于中心溫度高于表面溫度,表面變形抗力大于中心變形抗力,變形更容易深入到軋板中心。對于異步軋制,上輥線速度v1固定為1m/s,下輥的速度v2設(shè)置為1~1.2m/s,以獲得不同的異速比(i=v2/v1),從而產(chǎn)生橫向剪切區(qū)并且引入剪切變形。對于梯溫剪切軋制,則是將異步軋制和梯溫軋制二者結(jié)合,同時施加異速比和梯度溫度,參數(shù)與上述一致。

圖1 不同軋制方式的示意圖
2 結(jié)果與討論
1) 等效應(yīng)變和剪切應(yīng)變分布
不同軋制型式的等效應(yīng)變分布對比如圖2(a)所示。 對稱軋制和梯溫軋制中等效應(yīng)變的分布是對稱的;然而,與對稱軋制相比,梯溫軋制中表面呈現(xiàn)較小的等效應(yīng)變和在中心點處呈現(xiàn)較大的等效應(yīng)變。由于梯溫軋制在軋制之前進(jìn)行表面冷卻,板的表面在較低溫度下產(chǎn)生大的變形阻力,導(dǎo)致軋板中心更易變形。異步軋制下層的等效應(yīng)變大于在上層的等效應(yīng)變,并且等效應(yīng)變分布明顯不對稱。隨著下輥的速度變大,板下層的金屬流速高于上層的金屬流速。因為兩輥之間的不同速度引起的強(qiáng)剪切應(yīng)變,中心點處的等效應(yīng)變顯著增加。對于梯溫剪切軋制,中心點的等效應(yīng)變進(jìn)一步增加,這是由于兩輥的異速比和梯度溫度都有利于增加等效應(yīng)變。梯溫剪切軋制中心點的等效應(yīng)變?yōu)?.229,比對稱軋制大8.5%。
不同軋制型式的剪切應(yīng)變比較如圖2(b)所示。與等效應(yīng)變相似,對稱軋制和梯溫軋制中的剪切應(yīng)變分布是對稱的,并且中心點處的剪切應(yīng)變?yōu)?。這是因為在這兩種軋制方式中沒有剪切變形。隨著兩個工作輥的異速比增大,異步軋制中心點的剪切應(yīng)變增加。剪切應(yīng)變在梯溫剪切軋制中進(jìn)一步增大,這表明梯度溫度有利于強(qiáng)化中心處的剪切效果。
2) 工藝參數(shù)對等效應(yīng)變分布均勻性的影響
從上面的討論可以看出,等效應(yīng)變分布不均勻,均勻系數(shù)α定義如下:
α=ε1/ε2×100%
(1)
式中ε2和ε1分別表示軋板的上層次表面和中心的等效應(yīng)變。
異速比和梯度溫度對均勻系數(shù)的影響如圖3所示。均勻系數(shù)隨異速比的增加迅速增加,隨著梯度溫度的增加緩慢增加。 由于異速比的提高,引入剪切應(yīng)變隨之增加,使得中心層的等效應(yīng)變增大,當(dāng)異速比由1.05擴(kuò)大到1.2時,均勻系數(shù)增大了約14%。梯度溫度降低了中心的變形阻力以加深變形。 因此,兩表面的等效應(yīng)變隨著梯度溫度的升高而降低; 同時,中心層的等效應(yīng)變增大,當(dāng)梯度溫度由50℃增大到200℃時,均勻系數(shù)增大了約5%。


圖2 不同軋制方式的分布圖
3) 工藝參數(shù)對剪切應(yīng)變的影響
如上所述,剪切應(yīng)變有利于增加板中心點處的等效應(yīng)變并增加應(yīng)變分布的均勻性。 異速比和梯度溫度是梯溫剪切軋制中最重要的參數(shù),必須分析這兩個參數(shù)對中心點剪切應(yīng)變的影響,如圖4所示。 剪切應(yīng)變隨著異速比的增加而增加,這是由于異速比的增加,上下工作輥的速度差加大,軋制變形區(qū)內(nèi)的搓軋效果就越明顯,軋板芯部的剪切應(yīng)變也就越大。 剪切應(yīng)變隨著梯度溫度的升高而增加,同時隨著異速比的不斷增大,中心剪切應(yīng)變隨心表溫度差變化的幅度也在不斷增大。這說明心表溫度差和異速比對于剪切應(yīng)變有交互作用。


圖3 異速比和梯度溫度對板高度方向上均勻系數(shù)的影響


圖4 異速比和梯度溫度對板中心處剪切應(yīng)變的影響
3 梯溫剪切軋制實驗
為了驗證數(shù)值模擬的可靠性,利用實驗和仿真相結(jié)合的方法,對比分析兩種結(jié)果的吻合度,從而得到數(shù)值模擬的準(zhǔn)確性。基于現(xiàn)有的實驗條件,分別進(jìn)行單道次梯溫剪切軋制實驗和對稱軋制實驗,并建立對應(yīng)的有限元模型。軋輥直徑為450mm,該軋機(jī)最大壓下率不能超過25%,本實驗取20%,即12mm。對稱軋制中軋板初始溫度為420℃,上、下工作輥線速度均為0.5m/s;經(jīng)過實驗發(fā)現(xiàn)當(dāng)心表溫度超過80℃時,軋板中心溫度降低到400℃以下。梯溫剪切軋制中梯度溫度取60℃,此軋機(jī)的最大異速比為1.2,因此上軋輥線速度取0.5m/s,下軋輥線速度取0.6m/s。
圖5和圖6所示為仿真和實驗梯溫剪切軋制前后的軋板網(wǎng)格變形對比。軋板的長度為150mm,厚度為60mm。考慮到軋制后便于測量,軋制前網(wǎng)格取10mm×10mm。軋制后上、下層網(wǎng)格變形呈現(xiàn)出明顯不對稱分布,軋板芯部網(wǎng)格的傾斜角增大,表明在梯溫剪切軋制后軋板中心層的剪切變形增大。通過測量軋板變形后的網(wǎng)格尺寸,計算得到各個應(yīng)變分量及等效應(yīng)變,結(jié)果如表1和表2所示。

圖5 軋板初始網(wǎng)格
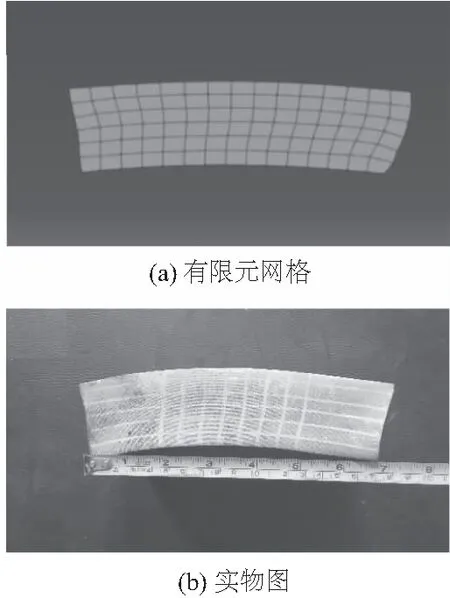
圖6 單道次梯溫剪切軋制網(wǎng)格

表1 單道次梯溫剪切軋制中心層實驗應(yīng)變和仿真應(yīng)變

表2 單道次對稱軋制中心層實驗應(yīng)變和仿真應(yīng)變
由表1和表2中的數(shù)據(jù)可以看出梯溫剪切軋制中心層的剪切應(yīng)變和等效應(yīng)變都大于傳統(tǒng)的對稱軋制,與上文分析結(jié)果一致,同時x方向的應(yīng)變小于對稱軋制,y方向的應(yīng)變大于對稱軋制。所測數(shù)據(jù)與有限元仿真基本吻合,能基本反映軋板變形的情況,說明研究的可靠性。
4 結(jié)語
本研究進(jìn)行了不同軋制方式下等效應(yīng)變和剪切應(yīng)變的比較。與對稱軋制相比,梯溫剪切軋制中板材中心點的等效應(yīng)變和剪切應(yīng)變顯著增加,并隨異速比和梯度溫度的增加而增加。軋板厚向變形的均勻性也隨著異速比的提升和梯度溫度的增加而增加。利用實驗驗證了有限元模型的可靠性。故得出結(jié)論,在梯溫剪切軋制方式下能夠有效地加大軋板芯部變形。
猜你喜歡
核科學(xué)與工程(2021年4期)2022-01-12 06:30:26
今日農(nóng)業(yè)(2020年19期)2020-12-14 14:16:52
小學(xué)生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
中華詩詞(2020年1期)2020-09-21 09:24:52
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
中學(xué)物理·高中(2016年12期)2017-04-22 11:53:03
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
