
汽機房行車在汽機房網架安裝中的應用
2020-08-28 17:15:25仝全民邵志強王保軍
機電信息 2020年24期
關鍵詞:應用
仝全民 邵志強 王保軍
摘? 要:山西永濟“上大壓小”熱電聯產2×350 MW超臨界機組工程,與一期工程共用兩臺QDWHX80/20 t-30.5 m橋式起重機。汽機房為現澆鋼筋混凝土框架結構,跨度32 m,柱距9 m,總長度167 m。汽機房屋蓋采用鋼屋架、雙向預應力混凝土屋面板。汽機房共設三個正交正放四角錐焊接球形鋼結構網架,網架采用滑移腳手架平臺的施工方法進行安裝,腳手架平臺搭設在一期2#行車上。利用此種方法安裝,安全經濟、省時省力,具有巨大的經濟效益和社會效益,對同類型工程具有一定的參考價值。
關鍵詞:汽機房行車;網架安裝;滑移腳手架;應用
1? ? 項目背景
山西永濟“上大壓小”熱電聯產工程,位于山西省永濟市東南3.5 km處,采用2×350 MW超臨界機組。本期工程是在一期(2×300 MW)主廠房東側擴建端。為了便于機組維護運行及管理,主廠房在跨距、柱距、標高等關鍵數據上采用同一期工程一致的原則。
汽機房采用現澆鋼筋混凝土框架結構,跨度32 m,柱距9 m,共18個柱距,中間設三個1.2 m伸縮縫,總長度167 m。汽機房屋蓋采用鋼屋架、雙向預應力混凝土屋面板。網架與山墻彈性連接,能夠傳遞風荷載。
主廠房±0.000 m標高相當于絕對標高380.300 m,室內外高差為0.200 m。行車軌頂標高24.30 m,屋架下弦標高26.90 m,A、B列網架支座梁標高29.40 m。汽機房吊車梁采用實腹式鋼制吊車梁。
2? ? 一期行車
一期2×300 MW機組于2006年底前雙機投運,本期汽機房與一期汽機房共用兩臺行車。行車選用的是杭州華新機電工程有限公司生產的QDWHX80/20 t-30.5 m橋式起重機。
3? ? 主要用途
安全經濟,省時省力。在安裝汽機房鋼網架的同時,下面汽機房運轉層(12.60 m)有大量的土建、安裝工作正在進行施工,現場各工種交叉作業較多,利用在行車上搭設腳手架平臺,做好施工平臺與下面的隔離,可確保施工安全。
4? ? 安裝方案
4.1? ? 項目范圍
本期工程主廠房位置在一期(2×300 MW)主廠房東側擴建端,16′軸→34軸,與一期主廠房貫通,汽機房共設三個網架。本期工程設有三個伸縮縫(柱中到中間1.20 m),分別是16軸→16′軸(一期擴建端與供熱首站間)、19軸→19′軸(3#機組與供熱首站間)和27軸→27′軸(3#與4#機組間)。
4.1.1? ? 網架一
16軸→19軸(下面是供熱首站),3跨27 m長。桿件有9種規格720個,重量30 003 kg,空心球有5種規格200個,重量7 311 kg,網架一總重37 314 kg。
4.1.2? ? 網架二
19′軸→27軸(3#機區域),8跨72 m長。桿件有9種規格1 920個,重量71 349 kg,空心球有4種規格515個,重量17 014 kg,網架二總重88 363 kg。
4.1.3? ? 網架三
27′軸→34軸(4#機區域),7跨62.7 m長。桿件有9種規格1 680個,重量62 944 kg,空心球有4種規格452個,重量14 860 kg,網架三總重77 804 kg。
4.2? ? 腳手架方案
為了不影響一期兩臺機組正常運行,留下1#行車(西側)保證一期兩臺機組正常運行需要,只利用一期2#行車(東側)用于本期工程汽機房鋼網架安裝。
4.2.1? ? 鋼管材料
鋼管用外徑48 mm×壁厚3.5 mm的焊接鋼管,扣件用機械性不低(KTH330-08)的可鍛鑄鐵。
4.2.2? ? 腳手架搭設
根據現場施工情況和網架安裝經驗,經過多種方案比較,最終選擇把腳手架搭設在一期2#行車上。搭設滿堂紅腳手架尺寸:長31 m×寬8 m×高2.2 m,整體滿堂架與行車連接牢固。整體架子上鋪滿架板,四周搭設附欄,架子所用的鋼管、架板總重量9 t。
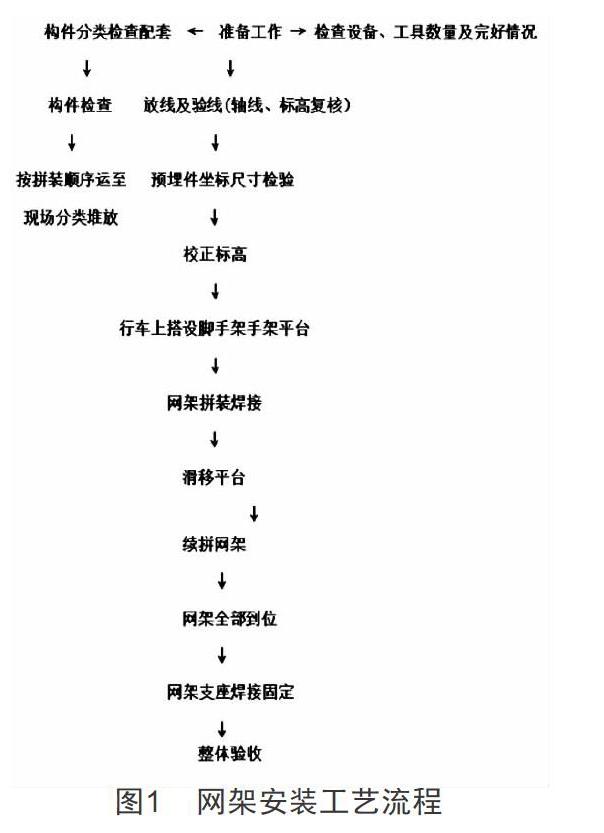
4.3? ? 網架安裝工藝流程
網架安裝工藝流程如圖1所示。
4.4? ? 網架安裝方案
采用滑移腳手架平移的施工方法進行網架安裝。
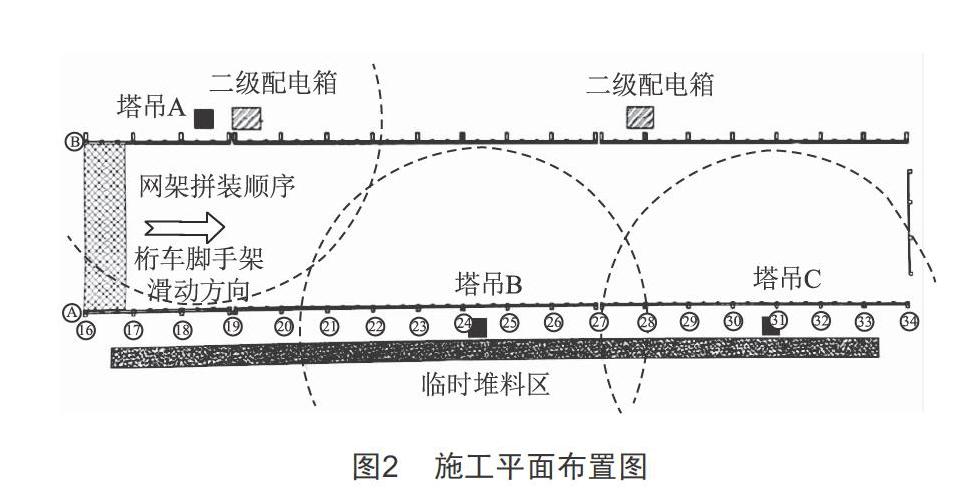
4.4.1? ? 施工平面布置
施工平面布置如圖2所示。
說明:圖中塔吊A、塔吊B、塔吊C分別為A標段和B標段所建。
4.4.2? ? 網架安裝順序
網架安裝順序是16軸→34軸(網架一→網架二→網架三)。網架桿件利用塔吊車由場地外側吊至腳手架平臺上。
4.4.3? ? 網架安裝方法
利用A標段和B標段所建的塔吊A、B、C將網架空心球、桿件等材料吊裝至腳手架平臺上。網架在腳手架平臺進行拼裝,拼裝前在平臺上按下弦節點位置擺放木墩作為下弦球支承點,按下弦節點位置先拼裝下弦(進行操平),后拼裝腹桿、上弦,拼裝時按軸線位置直接就位,每次在平臺上拼裝的網架為6 m×32 m(即兩個網格),拼裝完成后進行焊接。拼裝、焊接應從跨度中心往兩邊進行。焊接完成經檢查符合要求(幾何尺寸、軸線偏移、焊縫質量)后,腳手架平臺向前移動6 m,進行網架續拼6 m×32 m,邊續拼邊焊接,完成后腳手架平臺再向前移動6 m,繼續續拼,依次類推,直至網架全部完成。
根據每個網架的總重量計算測得,在平臺上拼裝的6 m×32 m(即兩個網格)網架總重<8.4 t,腳手架總重約9 t,加上工作人員(小于30人)及焊機等設備,在腳手架平臺上施工總重量約30 t,遠遠小于行車起重量80 t。
4.5? ? 網架拼裝注意事項
網架拼裝依照從16軸向34軸拼裝的次序,在拼完一個6 m×32 m后,檢查軸線尺寸和縱橫向長度偏差,有較大偏差時及時調整,在網架拼裝過程中,應嚴格執行工藝操作規程和有關規范要求,建立三級互檢體系,未經檢查驗收,不得進行下道工序施工,拼裝完成后進行交工檢查驗收,做好各項檢查和驗收記錄。
(1)材料進場復檢制度。要把好材質這關,必須堅持材料進場復驗制度,并且只有當化學成分及機械性能都合格才能使用。
(2)不能忽視支承坐標高超差和約束條件的改變。網架安裝在土建施工的支座上,施工誤差較小的由網架安裝單位采取措施解決。
4.6? ? 網架安裝工期
汽機房網架由山西汾陽網架建設有限公司設計、施工,為了保證參建各方都能正常施工,且能搶出更多施工時間,相關施工單位通過溝通協調,達成一致,即A標、B標在規定時間內將行車運行電源完成,A標先將16→19軸行車軌道安裝完成,且驗收合格,交付使用后,就進行網架一的安裝,在此過程中A標、B標及時將后續19→27軸和27→34軸行車軌道安裝完成,不影響網架二和網架三的后續安裝。從開始安裝網架一到網架三安裝完成,歷時40天。
5? ? 關鍵技術和創新點
(1)在一期2#行車上按三腳架搭設規定,搭設尺寸為長31 m×寬8 m×高2.2 m的滿堂紅腳手架,整體滿堂架與行車連接牢固,腳手架上鋪滿架板,四周搭設附欄。架子所用的鋼管、架板總重量約9 t,沒有超載行車起重量80 t。
(2)根據每個網架的總重量計算測得,每次在腳手架平臺上拼裝的6 m×32 m(即兩個網格)網架總重<8.4 t,腳手架總重9 t,加上工作人員(小于30人)及焊機等設備,在腳手架平臺上施工總重量約30 t,遠遠小于行車起重量80 t。
(3)網架在腳手架平臺進行拼裝,拼裝前在平臺上按下弦節點位置擺放木墩作為下弦球支承點,按下弦節點位置先拼裝下弦(進行操平),后拼裝腹桿、上弦,拼裝時按軸線位置直接就位,在平臺上拼裝的網架為6 m×32 m(即兩個網格),拼裝完成后進行焊接。焊接完成經檢查符合要求(幾何尺寸、軸線偏移、焊縫質量)后,腳手架平臺向前移動6 m,進行網架續拼6 m×32 m,邊續拼邊焊接,完成后腳手架平臺再向前移動6 m,繼續續拼,依次類推,直至網架全部完成。
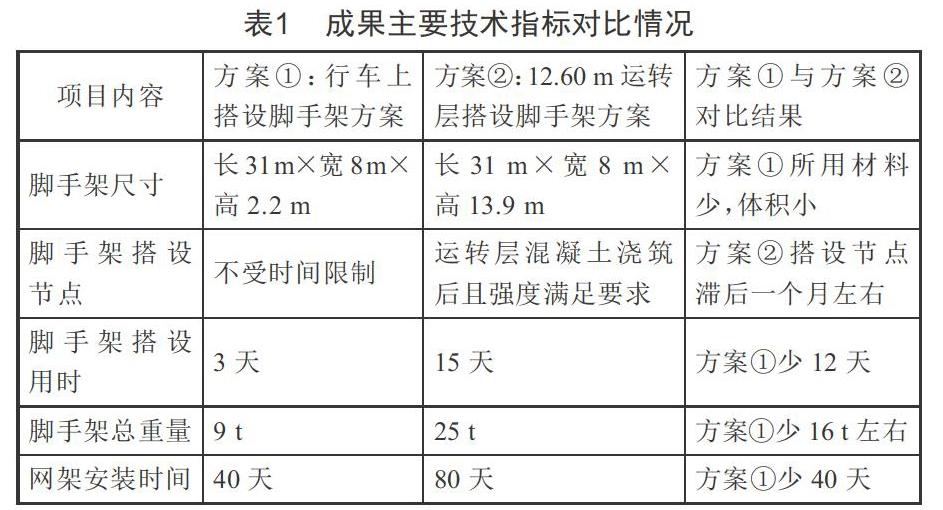
6? ? 成果主要技術指標對比情況
成果主要技術指標對比情況如表1所示。
7? ? 推廣應用情況及前景
汽機房行車在汽機房網架安裝中的應用,已在山西永濟“上大壓小”熱電聯產2×350 MW機組工程中得到了實踐,達到了安全經濟、省時省力的效果。該技術以其“安全、穩定、高效、經濟、適用”的特點得到了專家、企業員工的好評。
8? ? 節能減排及經濟效益
8.1? ? 節能減排
(1)節材。建筑施工主要材料耗損率小于定額損耗。
(2)節水。確定施工現場生產和生活用水定額,做到計量管理。
(3)節能。施工照明以滿足最低照度為原則,照度不超過最低照度的20%。電焊機加裝自動延時斷電裝置,可以有效限制電焊機的空載損耗。
(4)節地。臨時設施占地面積按規劃指標最低面積,占地面積有效利用率大于90%。
8.2? ? 經濟效益
(1)腳手架等原材料用料少,搭設工藝簡單,成本低,施工人員和機械投入少,投資成本低。施工過程無塵,產生的廢料少,環境治理的費用少。
(2)網架安裝滑移操作簡單快捷,安裝歷時短,可縮短工期一個多月,機組可提前一個月投產,具有巨大的經濟效益和社會效益。
收稿日期:2020-06-09
作者簡介:仝全民(1964—),男,山西永濟人,高級工程師,從事火電生產、基建工作。
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
