冷剪機沖頭動作異常故障分析及處理
2020-08-31 05:41:24杜彬陳文武杜雷王濤
機電信息 2020年18期
杜彬 陳文武 杜雷 王濤
摘要:介紹了液壓離合制動器在冷剪機傳動剪切中的應用,并對冷剪機沖頭動作異常進行了故障分析,提出了相關處理方法,對以后冷剪機日常點檢、維護及優(yōu)化具有一定的現(xiàn)實指導意義。
關鍵詞:離合器;沖頭;異常;分析;處理
0? ? 引言
12 000 kN冷剪是中國二重東方重型機械有限公司設計的在線剪切專用設備,適合剪切棒材、扁鋼等軋材,剪切鋼種有60Si2CrVa、GGr15、42CrMo、51CrV4等。該剪機的剪切動作依靠液壓離合制動器(德國進口品牌)驅動,離合器液壓站為液壓離合制動器提供動力源。在齒輪箱機械部件傳動正常的前提下,生產過程中突然出現(xiàn)冷剪機剪切體(沖頭)動作異常,由此判定液壓離合制動器的液壓控制系統(tǒng)出現(xiàn)故障。
1? ? 冷剪機及液壓離合制動器工作原理
1.1? ? 冷剪機工作原理
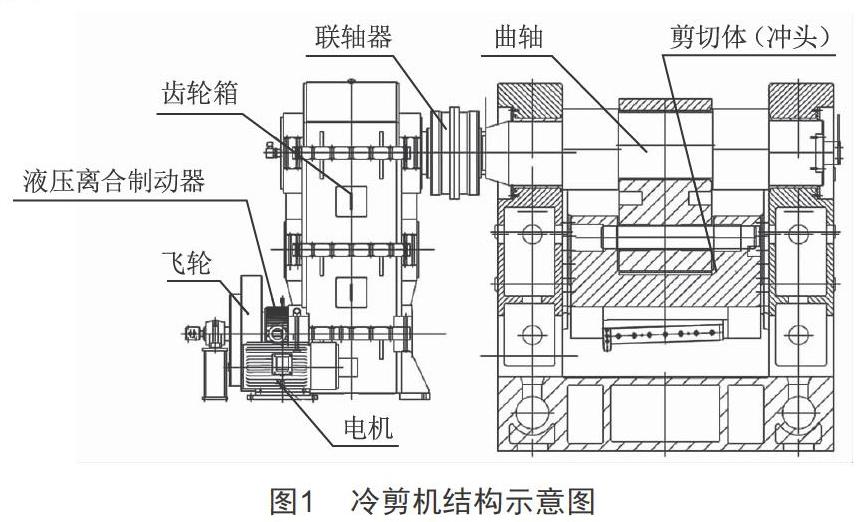
冷剪機主要由主電機、經皮帶傳動(飛輪)、液壓離合制動器、齒輪箱、鼓形聯(lián)軸器、曲軸、剪切體(沖頭)、剪切裝置、壓料裝置、控制裝置、液壓潤滑系統(tǒng)組成。冷剪機結構示意圖如圖1所示。
啟動電機,經過一級皮帶傳動,帶動飛輪傳動,此時液壓離合器處于制動狀態(tài),離合器脫開,飛輪空轉,積蓄能量;當離合器結合時飛輪能量及電機能量經輸入軸傳遞給齒輪箱,經齒輪箱輸出軸通過鼓形聯(lián)軸器帶動曲軸,經由曲軸上的曲柄連桿機構實現(xiàn)剪切體(沖頭)上下直線運動進行剪切。
1.2? ? 液壓離合制動器工作原理
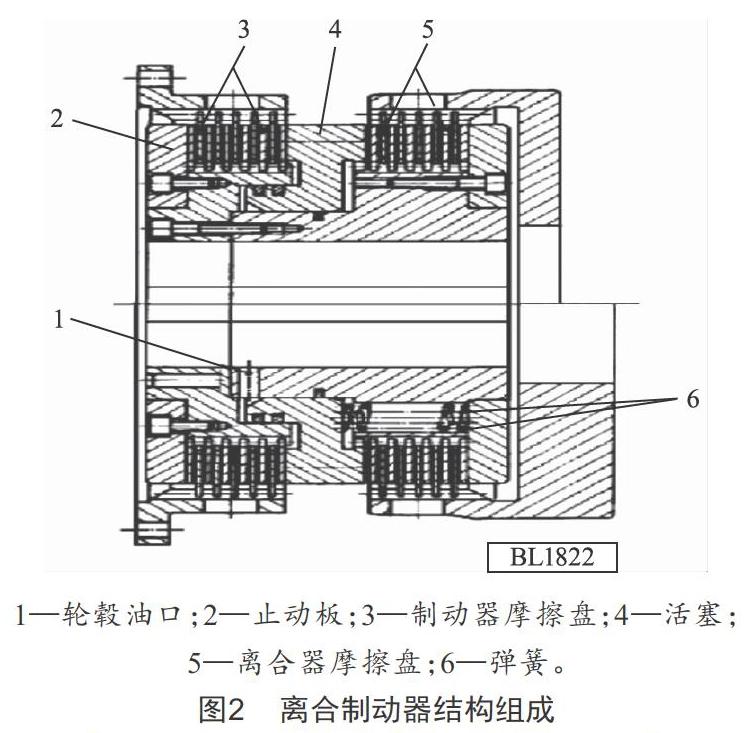
采用德國進口90系列離合制動器時,離合液壓嚙合,制動器彈簧制動。離合制動器結構如圖2所示。
通過旋轉接頭(通常通過軸和離合器輪轂油口1)的油壓使活塞4受壓,活塞脫開制動器摩擦盤3直到與離合器摩擦盤5接觸,離合器嚙合后輸入軸經過齒輪箱帶動曲軸旋轉進行剪切。當剪切完成后油壓斷開,位于離合器和制動器摩擦盤(5/3)之間的活塞4在彈簧6的作用下推動制動器摩擦盤3,使其靠在止動板2上,產生摩擦連接,制動器制動,沖頭回到原始位上。
2? ? 沖頭在剪切運行過程中的故障情況
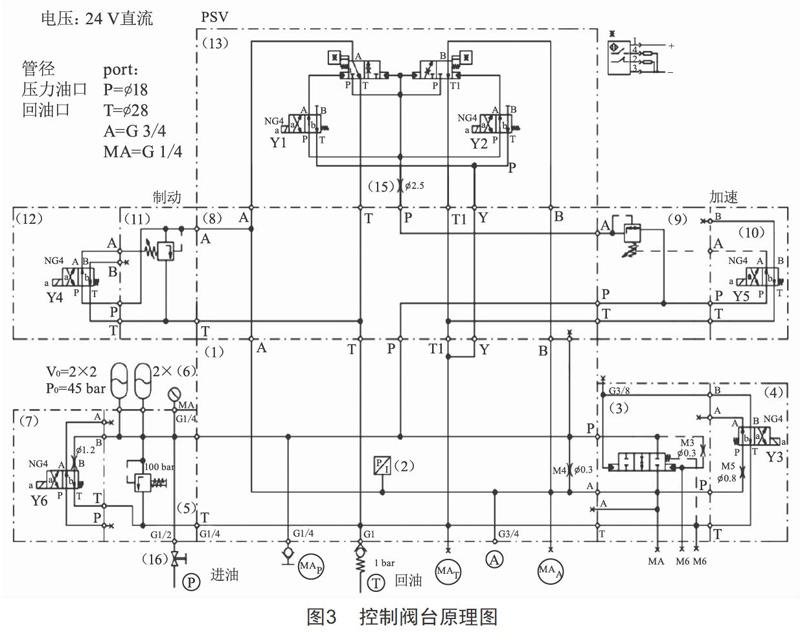
結合冷剪機現(xiàn)場實際運行情況及液壓系統(tǒng)原理來看(控制閥臺原理如圖3所示),沖頭動作異常主要有以下4種故障出現(xiàn):
(1)沖頭不動作或在剪切過程中停止。主要表現(xiàn)為操作臺操作人員按剪切開關按鈕,沖頭停止在起始高位不動或在剪切到一半時停止動作,無法完成剪切。
(2)沖頭在剪切過程中有頓挫現(xiàn)象。主要表現(xiàn)為成品材剪切不是一次成型,端部有毛刺、塌頭,剪切質量差,影響交貨。
(3)沖頭剪切下降、上升動作緩慢,整個剪切周期由正常3 s延長到4.2 s,嚴重影響生產產量。
(4)沖頭一個周期剪切完成后未回到起始高位,造成下一次不能正常剪切。
3? ? 原因分析
(1)沖頭不動作或在剪切過程中停止的主要原因是液壓離合器未進行驅動或驅動過程出現(xiàn)停止,可能是系統(tǒng)各項保護設置造成的。一是離合器液壓站低液位報警跳泵未產生驅動壓力油;二是壓力油過濾器堵塞造成驅動壓力不足[低于4.2 MPa(42 bar),正常壓力6 MPa(60 bar)],安全保護動作,停止離合器動作;三是溫度開關設置報警保護,要求低溫不低于25 ℃、高溫不高于65 ℃;四是壓力油管供離合器潤滑流量不足,安全保護開啟;或者四種情況同時存在。
(2)沖頭在剪切過程中有頓挫現(xiàn)象,主要原因是驅動壓力不穩(wěn),忽上忽下[壓力差在1.5 MPa(15 bar)以內波動],一般是液壓站上系統(tǒng)壓力控制閥(溢流閥)穩(wěn)不住壓所致。
(3)沖頭剪切下降、上升動作緩慢主要原因:一是圖3中的6蓄能器內氮氣壓力不足,低于4.2 MPa(42 bar),剪切一瞬間驅動壓力迅速下降至4.2 MPa(42 bar),剪切完成壓力慢慢恢復到6 MPa(60 bar),同時調壓力控制閥不起作用,離合器嚙合不順暢;二是泵源壓力和蓄能器內氮氣壓力正常情況下,離合器的離合側摩擦盤5間隙過大,造成離合器打滑無法嚙合傳動;三是離合器內輪轂拉傷嚴重,壓力油泄漏增大,嚙合時間變長。
(4)沖頭一個周期剪切完成后未回到起始高位,主要原因是制動時圖3中電磁閥Y4、Y5動作響應慢或卡死,壓力油未及時卸壓,周期內未卸完壓。
4? ? 處理方法
(1)針對液壓系統(tǒng)各項保護設置:1)檢查油箱液位是否過低,最低液位要高于最低口30 cm,查看油箱內是否有大量泡沫,如果是則需補充新油液至正常液位。2)按維護技術標準,進油過濾器濾芯最少3個月更換1次,同時循環(huán)泵冷卻回油濾芯同步更換,保證油液清潔度,6個月油樣化驗1次,跟蹤油液質量,必要時清洗油箱、更換新油。3)控制冷卻器進水溫度在30 ℃以內,如水溫范圍內冷卻器進回油無溫差,需更換冷卻器或清洗銅管。4)壓力油管供潤滑流量不足,則表明主油泵內部磨損泄漏大,需更換備用泵。
(2)針對驅動壓力不穩(wěn):調整系統(tǒng)出口電磁溢流閥并觀察P口壓力有無變化,如無變化則表明調壓閥芯卡緊,需清洗閥芯或更換新閥。首先要提高油液清潔度,避免顆粒性污染物進入滑閥移動副產生卡緊,常規(guī)閥油液過濾精度至少為10 μm,必要時清洗油箱、更換新油。
(3)針對沖頭剪切下降、上升動作緩慢現(xiàn)象:1)按維護技術標準6個月檢測一次蓄能器內壓力,標準壓力設定為4.2 MPa(42 bar)左右,可根據實際情況用氮氣瓶進行補氣。如皮囊破損、補氣解決不了問題,則需更換新蓄能器,同時進行故障修復測試,將主電機關掉,只開啟泵站,然后強制圖3中Y1、Y2得電,壓力在保持6 MPa(60 bar)穩(wěn)定,證明處理正確完成。2)利用每年年修對離合器離合端摩擦盤間隙進行塞尺測量(方法如圖4所示),如發(fā)現(xiàn)間隙變大但在可調整范圍之內,可以通過增加壓片把間隙調整在最佳范圍內,超過則建議更換新離合器或整套新摩擦片組,不然離合器一直在打滑邊緣,如繼續(xù)使用,則易引起摩擦片燒損,粘合在一起。3)離合器內輪轂及快速軸配合處拉傷,使用金相砂皮紙研磨,同時調整控制時間周期,必要時進行內輪轂激光堆焊重新加工,以達到裝配要求。
(4)針對一個周期剪切完成后沖頭未回到起始高位的現(xiàn)象,首先手動檢查電磁閥Y4、Y5閥芯是否卡緊,如卡緊則清洗電磁閥閥芯、使用金相砂皮紙研磨或更換電磁閥。同時,要防止油液污染,提高油液清潔度,避免顆粒性污染物進入滑閥移動副導致卡緊,常規(guī)閥油液過濾精度至少為10 μm,必要時清洗油箱、更換新油。
5? ? 改進后的效果
液壓系統(tǒng)的故障75%是由油液污染引起的,因此正確使用、管理油液,控制污染是前提。有了合格的工作介質,液壓系統(tǒng)才能穩(wěn)定可靠運行,液壓元件使用壽命才能延長。設備維護人員根據以上分析進行處理,可提高設備正常運行率,減少熱停時間。冷剪機正常運行,可以減少對產品質量及產量的影響,實現(xiàn)降本增效。
6? ? 結語
本文介紹了冷剪機液壓控制系統(tǒng)基本工作原理,通過對冷剪機沖頭在使用中出現(xiàn)的動作異常進行故障分析和總結,提出了具體的解決措施,對后期液壓系統(tǒng)的點檢、維護及技改具有一定的現(xiàn)實指導意義,有助于盡快排除大部分故障,極大地提高了工作效率及生產效益,減少了對產品質量的影響。
[參考文獻]
[1] 左健民.液壓與氣壓傳動[M].2版.北京:機械工業(yè)出版社,1999.
[2] 中國機械工程學會設備與維修工程分會《機械設備維修問答叢書》編委會.液壓與氣動設備維修問答[M].北京:機械工業(yè)出版社,2002.
收稿日期:2020-04-13
作者簡介:杜彬(1985—),男,江蘇溧陽人,工程師,研究方向:設備管理。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(2016年15期)2016-12-01 05:31:22
中國科技博覽(2016年22期)2016-11-01 14:19:18
戲劇之家(2016年19期)2016-10-31 18:38:40
戲劇之家(2016年19期)2016-10-31 18:04:18
中國科技博覽(2016年19期)2016-10-19 12:24:58
科學與財富(2016年28期)2016-10-14 01:31:36
中國中醫(yī)藥現(xiàn)代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
