淺談軌道鋼的焊接方法及問題解決
2020-09-10 07:22:44劉俊杰
內燃機與配件 2020年13期
關鍵詞:焊接工藝
劉俊杰
摘要:近年來,隨著鐵路高速化重載化的快速發展,軌道結構逐漸由無縫線路取代為普通線路。與普通鋼軌相比,無縫線路取消了大量的鋼軌連接接頭,具有行車平穩、軌道維護成本低、使用壽命長等優點。它已成為高速鐵路建設中最重要的方法。無縫線路是鐵路軌道的一項重要新技術。將普通鋼軌焊接成一定長度的長鋼軌,再把焊接成一定長度的長鋼軌連接鋪設,稱為無縫線路。長鋼軌焊接是鋪設無縫線路的重要環節。軌道鋼的焊接技術也得到了大量應用。此篇論文就軌道鋼的焊接提出一些問題和解決方案。
關鍵詞:軌道鋼焊接;焊接工藝;焊接技術
0 ?引言
高速鐵路技術,是指與高速鐵路系統有關的一切科學技術,包括鐵路建設技術、列車制造技術、材料組裝技術、信息采集技術、調度控制技術、維修技術等,常規運輸能力和管理水平。與航空技術一樣,高鐵技術是一個非常龐大復雜的工程系統,不能用單一的速度來概括。近年來隨著我國高速鐵路的發展,軌道鋼的制造及焊接技術也有了長足的發展。目前我國軌道鋼焊接技術主要有以下三種方法:軌道鋼接觸焊接、氣壓焊接、鋁熱焊接。
1 ?鋼軌接觸焊
鋼軌接觸焊又稱閃光焊接。其基本原理是兩條軌道鋼斷面相互接觸,起初只有幾個點相互接觸,形成最初的通電過梁,當強大的電流通過兩個軌道接觸面時,軌道鋼就會產生很大的電阻熱,直到鋼軌過梁被爆破、噴弧,發出飛濺和閃光,并出現金屬熔滴變成了一個新的過梁,所以爆破、噴弧飛濺和閃光將持續進行,直到鋼軌端面的污垢被噴射干凈并加熱至熔化狀態,同時切斷電源并使端部相對,同時對表面加壓,使其在擠壓作用下相互結晶,完成兩軌的焊接。鋼軌接觸焊(閃光焊)一般應用于鋼軌工廠內部的焊接,無縫絨路百分之九十五是采用此種工藝完成的。由于鋼軌接觸焊的焊接熱源來自工件內部熱源,熱量集中,加熱時間短,焊接過程不需要補充金屬。加工金屬的過程比較簡單,熱影響區相對較小,容易獲得質量較好的焊接連接件,鋼軌焊接廠采用的焊接工藝基本相同,包括:鋼軌分配、探傷、鋼軌端面修復、進入焊接工位、焊接、粗磨、精磨、矯直、正火、探傷、進入鋼軌承力平臺、裝車運至現場。各工序中最關鍵的焊接質量直接關系到鐵路線維護工作量的多少。如果存在任何問題,焊接過程的質量嚴重時直接關系到線路的維護工作量,更甚者會危及行車安全。
軌道鋼屬于大斷面材料。其型材中部材質差,熔點低,有夾渣帶。松散,產品顆粒粗糙。在焊接和頂鍛過程中,擠壓出邊緣較好的材料,而中心的較差材料向外膨脹,纖維結構被打斷和彎曲。這對鋼軌的質量有很大的影響。
鋼軌焊接質量分為外觀質量和內部質量兩部分。均應符合TB/t1632.2-2005的要求。
外觀質量主要包括軌頂面平直度和工作邊緣平直度的達標。
內部質量包括:有無焊接、過燒、夾渣、灰斑、電擊斑等。焊接后,首先檢查焊接接縫是否合格,然后用超聲波探傷儀進行檢查。焊接機自身采集的數據和我們肉眼所得的數據,可以幫助我們分析焊接接頭的質量和鋼軌焊接機的工作狀態。但對焊接質量最準確的判斷是有超聲波探傷儀,我們主要采用cts-23b超聲波探傷儀進行檢查。
鋼軌閃光焊最常見的缺陷是灰斑。其主要原因是焊接過程中頂鍛力不足或過大,焊口過大而無法閉合,焊口殘留及焊口金屬氧化物未完全擠出。灰斑產生的原因還有很多,焊機電極板清理不到位也是其中之一。焊機底座破壞絕緣不好、鋼軌除銹不徹底、焊接端面不垂直、電壓不穩等都是產生的原因。基于目前的鋼軌材質和焊接技術灰斑還無法徹底鏟除。焊接中其他內部質量的達標只能通過以下方法解決。
嚴格執行工藝操作規程,徹底清理鋼軌端鐵銹、油污,加強焊縫內部質量檢查。經多次試驗試驗確定的工藝參數,不得隨意進行改變,應定期清理焊口。嚴格執行正火工藝。加強操作人員的責任心,定期校準手持測溫儀,確保測量結果的有效性。加強焊接人員與焊接配套設備運行維護人員的焊接技術培訓和交流。加強焊前對鋼軌主要型式、尺寸及焊后焊縫平直度的檢查。通過生產實踐和試驗不斷積累經驗,提高鋼軌焊接質量和水平。
2 ?氣壓焊接
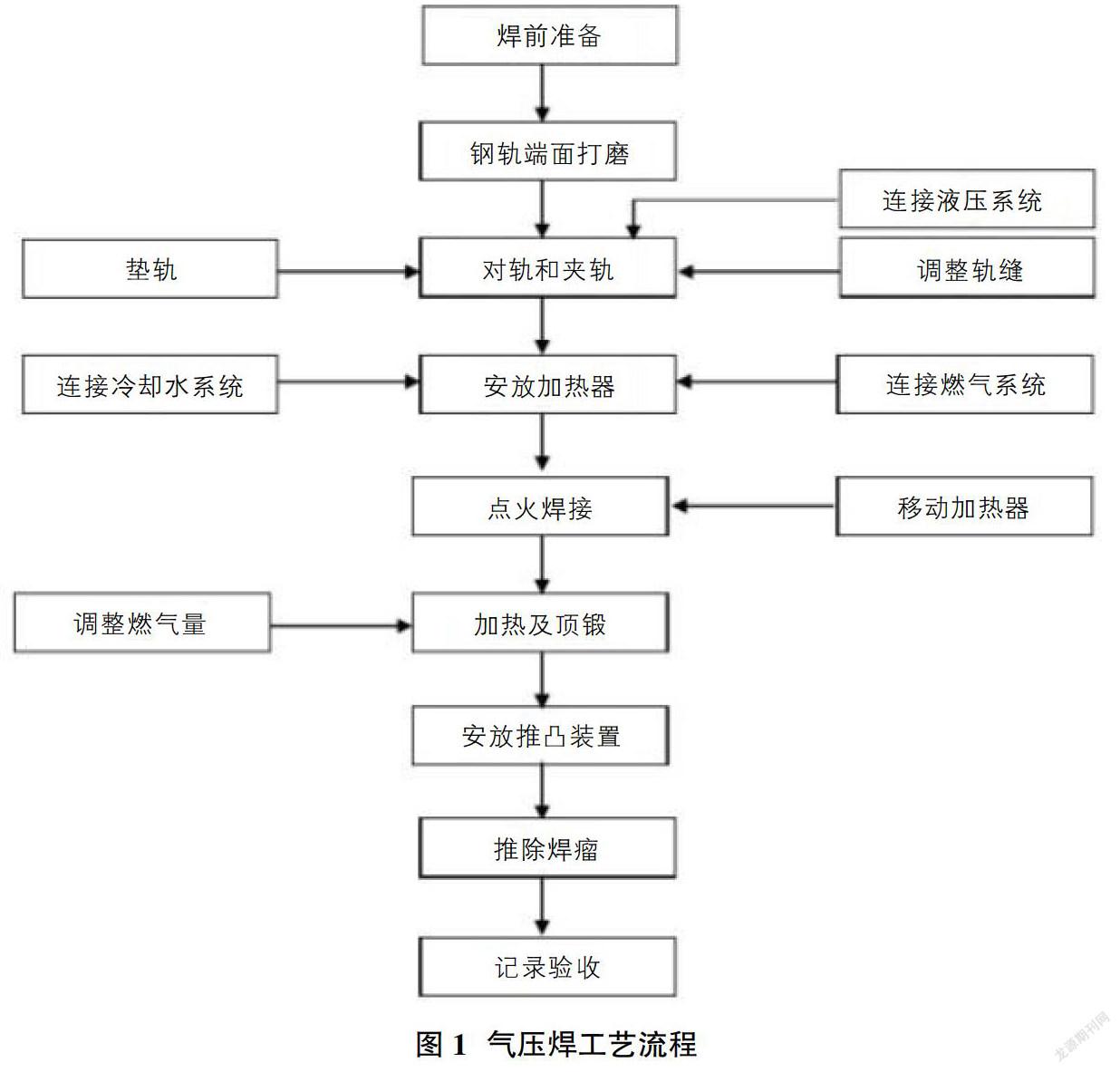
鋼軌氣壓焊是鐵路無縫線路接頭焊接的主要方法(見圖1),多年來為鐵路無縫線路的推廣做出了突出貢獻。然而,氣壓焊工藝要求相對嚴格,影響焊接質量的人為因素很多。比如技術管理失控,很容易造成質量事故。氣壓焊主要通過對鋼軌接頭進行加熱和加壓來完成。這種焊接方法起源于美國,后來在日本和其他國家采用。鋼軌氣壓焊是一種成熟可靠的焊接技術。氣壓焊接接頭具有較高的強度、韌性和抗疲勞性能,優于鋼軌鋁熱焊接頭和閃光焊的接頭。但也有一些原因造成氣壓焊鋼軌焊頭的重傷及折斷。當焊接過程控制存在問題,焊接頭存在影響焊接頭壽命的焊接缺陷,焊接缺陷分為外部缺陷和內部缺陷,外部缺陷主要為接頭高低不平、錯縫和鋼軌底角塌陷。由于這種缺陷引起的截面突變,在工作條件下逐漸發展成裂紋。內部缺陷主要是亮斑和未完全焊透,影響最大,因為它們降低了鋼軌的有效截面,在邊緣產生應力集中,損傷發展很快,很容易斷線。未焊透錯誤檢測很少被檢測到,因此危害更大。
究其原因主要有以下幾個方面:
目前氣壓焊系統本身存在不足。生產氣壓焊機的廠家太多了。一些技術能力低、設備精度低的小工廠,在自己的設備上存在制造誤差,經常導致焊機變形、加熱器溫度升高、加熱器局部燃燒等,影響焊接質量。
近年來,年輕工人增多,焊接隊伍不穩定。許多焊工沒有經過嚴格的系統培訓,也沒有掌握氣動焊接的關鍵技術。焊接工人素質明顯降低。
有的焊接人員不按照焊接工藝要求操作,如焊前端面受污染,端面形位公差不合格,正火溫度控制不嚴,焊后磨削不光滑,形成張力集中源。操作過程根本不按照工藝標準執行。
為了解決以上問題的產生,我們加大氣壓焊機生產廠家的資質。使出廠焊機達到優質水平。對氣壓焊接操作人員進行嚴格培訓,嚴格考核,持證上崗。實行多方位考核,考核不合格停止作業。并提高操作人員待遇。通過以上幾種方法可以有效消除不合格產品的存在。
3 ?鋁熱焊
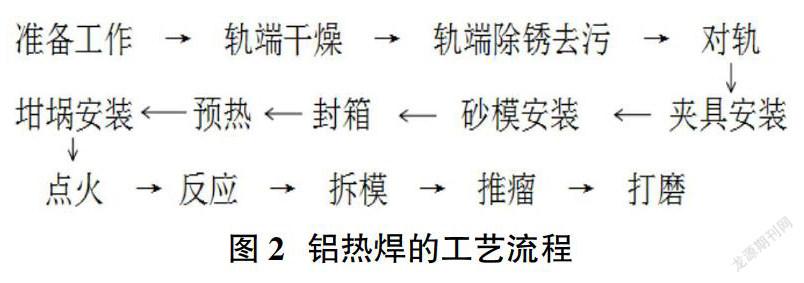
鋼軌鋁熱焊的焊接原理是鋁熱劑在坩堝中點燃,形成高溫鋁熱鋼水,注入焊接砂型和待焊鋼軌組成的空腔中。高溫鋼水通過專門設計的砂型澆注系統熔化待焊鋼軌端面,冷卻凝固后將待焊鋼軌連接成一個整體。(見圖2)鋼軌鋁熱焊有自己的熱源。因此,該設備簡單易行,快,少量人員可進行焊接作業。在鋁熱焊焊接中,鋼軌的幾何位置在焊接過程中幾乎沒有變化,其平順性取決于夾具。因此,焊接接頭的平整度優于氣壓焊。由于鋼軌在焊接過程中不移動,特別適用于跨區域無縫鋼軌的焊接。鋁熱焊實際是鑄造過程。在鑄造過程中,鋁熱焊焊縫金屬為鑄態組織。因此,界面的性質具有鑄造的特點,力學性能比閃光焊差。
鋁熱焊的焊接缺陷主要是由于施工過程中預熱不足造成的。所以在生產中,鋼軌預熱過程是焊接過程中一個非常重要的過程。受人、機、料、法等諸多因素的制約,應因地制宜地采取保障措施。在低溫環境下,氧氣瓶、丙烷瓶和儀表應采取保溫措施,保證預熱火焰穩定、正常。鋁熱焊焊頭兩側鋼軌的母材為熱影響區。現行工藝標準未規定焊頭的正火處理。事實上,應積極開發鋁熱焊正火加熱器,應使鋁熱焊頭正火,提高焊接接頭的綜合強度指標。
總之,現行的幾種軌道鋼的焊接放法優缺點各異,根據實際情況選擇合適的加工工藝,操作者根據實際的加工工藝認真細致的按規定要求完成,就一定能得到合格的產品。
參考文獻:
[1]蘇彥斌.煤礦井下單軌吊軌道鋼絲繩橫拉偏擺控制工藝應用[J].煤,2020,29(01):28,31.
[2]姜明.車體蒙皮焊接變形控制及調平工藝應用[J].內燃機與配件,2020(06):122-124.
[3]蘇宇,李文亞,馬鐵軍,楊夏煒,馬良,竇曉牧.U75V軌道鋼線性摩擦焊工藝研究[J].精密成形工程,2019,11(06):14-23.
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25