高速鐵路無砟軌道精調標準化作業研究
2020-10-25 02:38:02王浩
工程技術研究 2020年18期
關鍵詞:作業
王 浩
(中國鐵路上海局集團公司上海鐵路樞紐工程建設指揮部,上海 200071)
滬杭高鐵自2010年10月26日開通以來已運營近10年,安全輸送旅客逾1億人次,列車運行密度逐年增加,隨之而來的是高鐵設備質量逐步下降,動、靜態檢測超限處不斷增加,旅客乘坐舒適度每況愈下。與此同時,部分高鐵維修人員對軌道精調的流程和標準掌握程度仍然不夠,導致很多軌道精調作業不能實質性的改善軌道幾何狀態,成為無效作業;零星、臨時的“小修小補”已經扭轉不了高鐵設備質量的下降趨勢。在全面分析滬杭高鐵各類動、靜態檢查檢測數據后,決定在滬杭高鐵集中開展軌道精調平推工作。
1 精調作業術語及定義
為做好軌道精調工作,提高作業標準化水平,統一絕對測量、相對測量、方案制訂及現場作業標準,現把相關術語及定義明確如下:(1)左右軌。以面向大里程方向為基準,左側鋼軌為左股,右側鋼軌為右股。(2)水平。沿面向大里程方向,測量點處排除超高后,右側鋼軌高出左側鋼軌時,水平為正;右側鋼軌低于左側鋼軌時,水平為負。(3)超高。沿面向大里程方向,測量點處右側鋼軌高出左側鋼軌時,超高為正;右側鋼軌低于左側鋼軌時,超高為負。(4)軌向及正矢。沿面向大里程方向,測量點處鋼軌向右側彎曲時,軌向和正矢為正,反之為負。(5)高低。測量點處鋼軌相對于弦測基準點向上凸起時,高低為正;向下凹時,高低為負。(6)扭曲。沿面向大里程方向前方右側高出為正,反之為負。(7)高程偏差。線路實測中心線在設計線上方為正,下方為負。(8)線路中心偏差。沿面向大里程方向,線路實測中心線在設計線左側為正,右側為負。(9)橫向撥量。沿面向大里程方向,負為向右調整,正為向左調整。(10)起落道量。正為起道,負為落道。(11)基準股。智能軌道檢查儀方案數據中上下行均以兩線間內側鋼軌為基準股。線路檢查儀(安伯格、0級軌檢儀)方案數據中以儀器自定義為準。
2 測量作業
無砟軌道正線精細測量采用“絕對+相對”組合測量模式進行。無砟軌道精調作業前,使用智能軌道檢查儀采集軌道上被測點的線路中心位置、軌面高程、測點連續里程、軌距、水平、高低、軌向、扭曲(三角坑)等內容。
為了避免智能軌道檢查儀的隨機性測量誤差,可在相同測量條件下,對同一軌道通過換人、換機、換向進行連續兩次測量的方法檢核軌道線形數據的準確性。任一測點兩次絕對測量偏離值不大于2mm才可作為當前線形的基礎數據,再以此為基準編制軌道調整方案,進行精細調整施工。在精細調整施工中,每次作業后均進行相對測量,實現步步校核。相對測量利用0級軌道檢查儀采集軌道上被測點的連續里程、軌距、水平、高低、軌向、扭曲(三角坑)等軌道內部幾何參數。對于進行多次調整的地段,利用0級軌道檢查儀數據調整方案的編制。精調結束后,使用智能軌道檢查儀對精調質量進行檢測和驗收,作為竣工測量數據歸檔。
3 精調作業方案設計
在嚴格把控外業測量數據精度達標的前提下,合格的測量成果交由服務器自動擬合生成精調作業方案。系統按照最小調整作業量滿足設定標準的原則擬合生成方案,能克服人工設計方案時無法大視野權衡調整量,長波不平順采用絕對偏差控制的弊端。計算機自動擬合系統保證了作業方案的重復性、一致性和準確性,有利于提高作業品質,降低作業人工成本和材料成本。
為達到軌道精調既定目標,經研究確定了系統精調方案并生成了參數和指標。為保證分段間軌道精調方案銜接平順,上行全線平面和高程均以左股為基準股,下行全線平面和高程均以右股為基準股(均為靠近兩線間鋼軌),作業方案平面、高程調整級差為0.5mm。
4 軌道精調作業
4.1 軌道精調基本流程
軌道精調的基本作業流程:(1)絕對測量,制定方案;(2)進行現場標記;(3)依據現場標記進行基準股的調整;(4)基準股到位后進行非基準股的調整,當日回檢并修正基準股、非基準股調整不到位的地點;(5)進行相對測量,確定修正方案;(6)依據修正方案,再次進行標記、調整、回檢、修正等步驟,直至達到目標要求。
4.2 軌道精調作業準備
(1)扣件調查。作業前3~4d對作業區段進行扣件狀態調查,主要調查既有墊量、軌距擋板及軌距塊組合,有無空吊板及光板,并將調查情況記錄到表格內。
(2)材料準備。軌道精調前應提前準備相應數量調整件。主要是準備調整軌距的不同規格的絕緣軌距塊和軌距擋板,以及調整鋼軌高低位置的不同規格的軌下墊板、軌下微調墊板和鐵墊板下調高墊板。同時,還應準備少量的S3型螺旋道釘,在鋼軌相對正常狀態的調高量大于15mm的時候采用。滬杭高鐵扣件系統使用的是WJ-8C型扣件系統,WJ-8C型扣件系統示意圖如圖1所示。WJ-8C型扣件由螺旋道釘、平墊圈、彈條、絕緣軌距塊、軌距擋板、軌下墊板、鐵墊板、鐵墊板下彈性墊板和預埋套管組成。此外,為了滿足鋼軌高低位置調整的需要,該系統還有軌下微調墊板和鐵墊板下調高墊板。
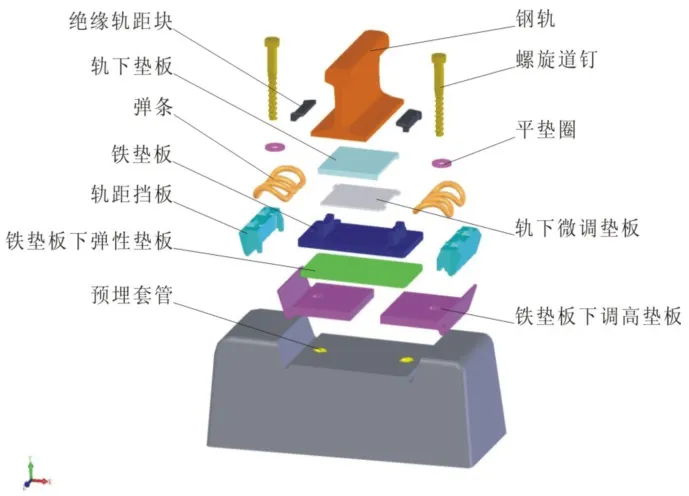
圖1 WJ-8C型扣件系統示意圖
軌距和軌向調整通過更換軌距擋板和絕緣軌距塊完成。為節約材料成本,原則上先用絕緣軌距塊調整軌距和軌向,絕緣軌距塊調整量不足時再用軌距擋板。軌距擋板分非鋼軌接頭處用和鋼軌接頭處用2種,每種軌距擋板又分4號、7號和10號共3種規格,標準軌距時均使用7號,使用部分2~12號軌距擋板。絕緣軌距塊分非鋼軌接頭處用(Ⅰ型)和鋼軌接頭處用(Ⅱ型),每種絕緣軌距塊又分7號、8號、9號、10號和11號這5種規格,標準軌距時均使用9號。為進一步節約材料成本,使用部分5~13號、6~12號2種規格的絕緣軌距塊。為進一步提高精度,使用部分內插的0.5mm級的絕緣軌距塊。軌向調整范圍為±9mm內具體配置如表1所示。
鋼軌高低位置調整通過更換軌下墊板、軌下微調墊板以及鐵墊板下調高墊板完成。軌下墊板分2mm、3mm、4mm、5mm和6mm共5種厚度,正常安裝時采用6mm厚軌下墊板;軌下微調墊板按厚度分為1mm、2mm、5mm這3種規格(考慮進一步提高精度,采用部分厚度0.5mm規格的軌下微調墊板);鐵墊板下調高墊板按厚度分為10mm和20mm這2種規格,由2片組成,應成副使用。鋼軌高低位置調整范圍為-4mm~+26mm內具體配置如表2所示。
根據作業方案統計材料,按比例提報采購計劃,統計材料攜帶當天現場所需的材料。
(3)現場標記。作業前2~3d,2人按作業方案標注調整量及材料配合組合情況,1人復核。平面調整量精確到0.1mm,高程調整量精確到0.5mm,現場調整量標記到軌底(白色油筆)上,墊片、軌距塊、軌距擋板配置標記在承軌臺上。線路精調現場標記示意圖如圖2所示。
如果軌下墊板調整(高程降低時)需更換軌下墊板,則在組合中加括號區別,如圖3所示。如高程調整量小于5mm,則應在承軌臺上標注實際調整量,并帶符號,具體如圖4所示。
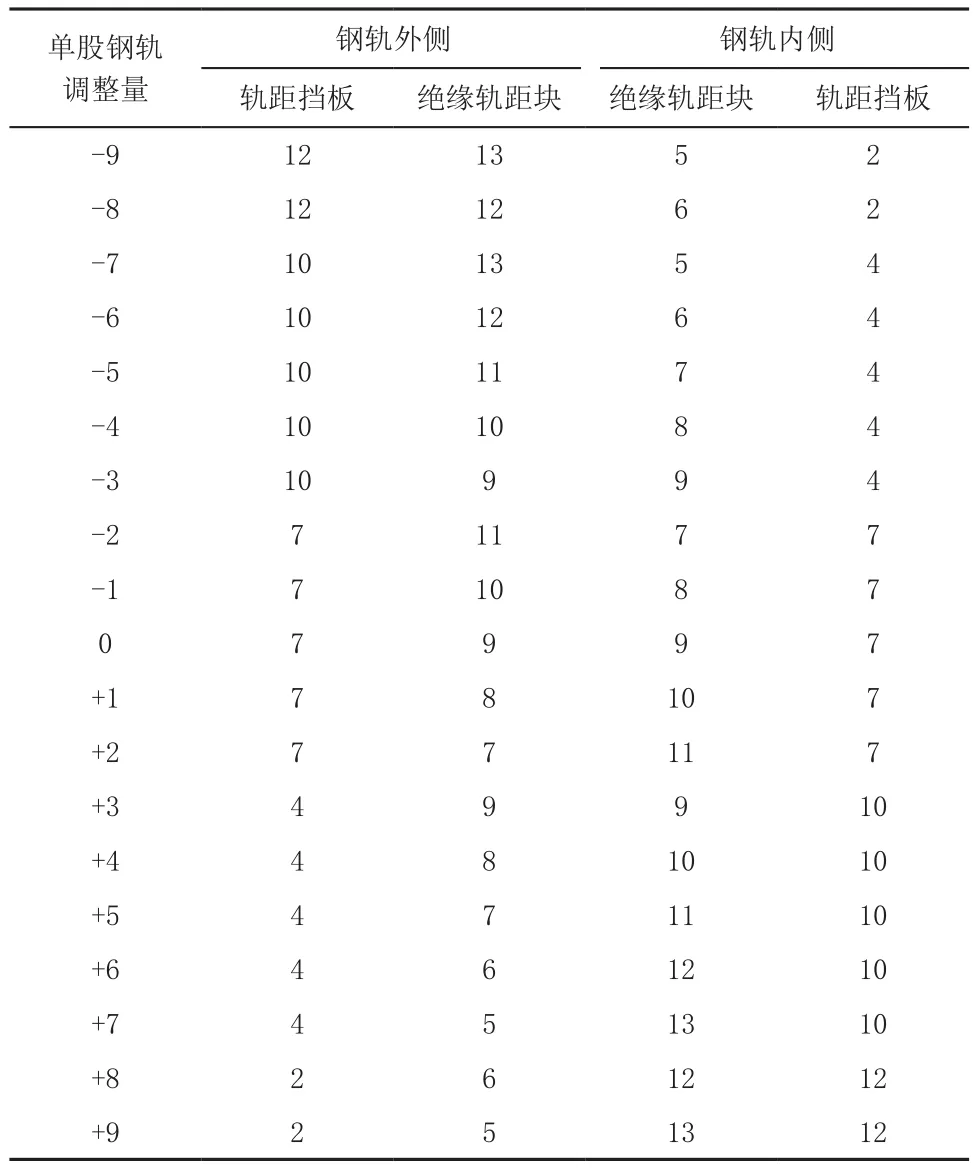
表1 軌向調整配件配置表 單位:mm
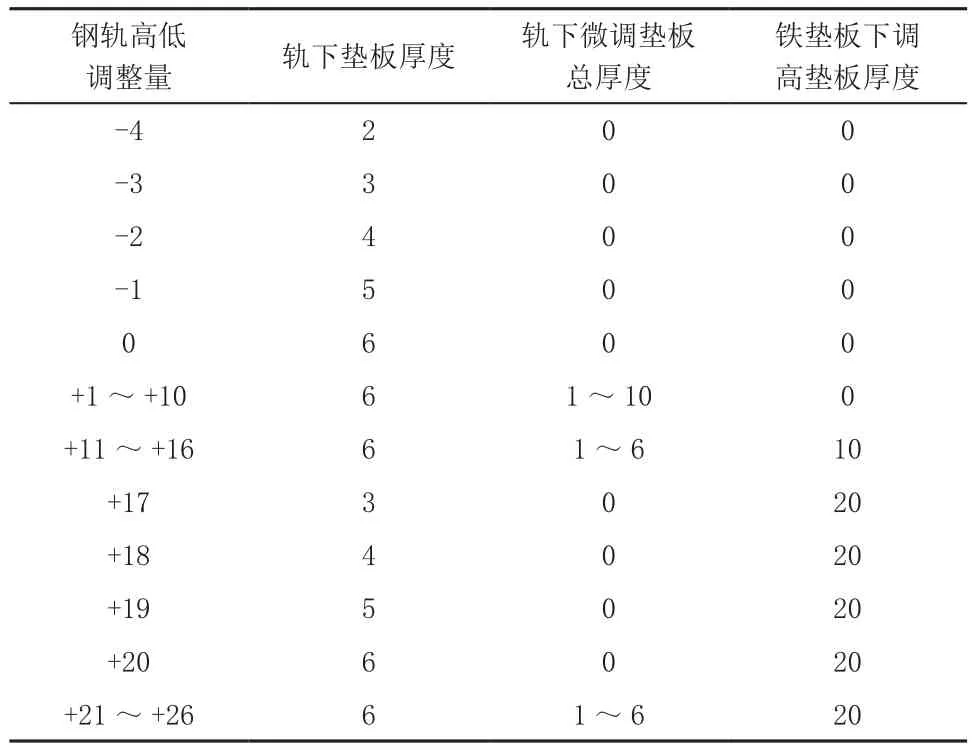
表2 高低調整配件配置表 單位:mm
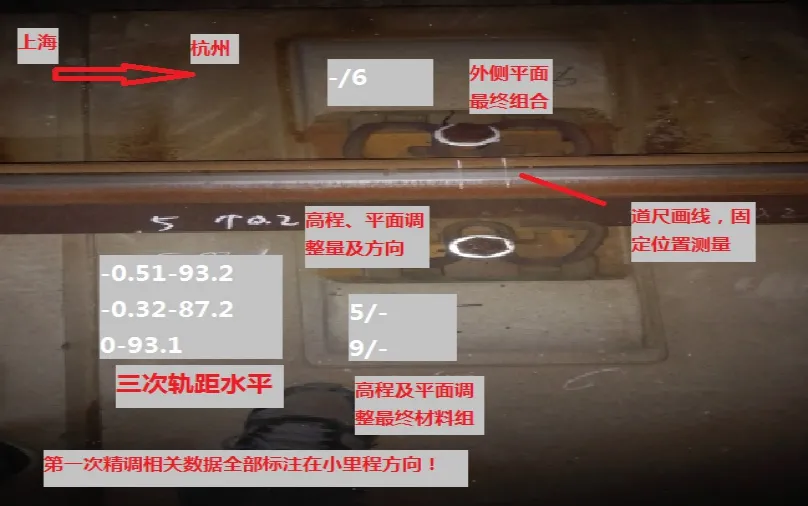
圖2 線路精調現場標記示意圖
4.3 軌道精調作業
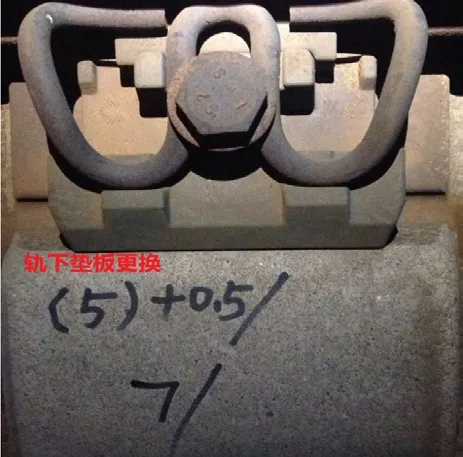
圖3 軌下墊板更換標記圖
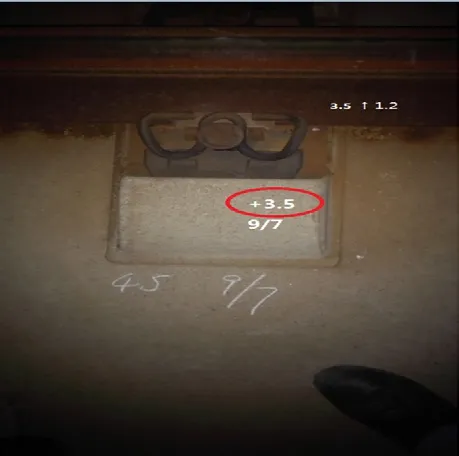
圖4 調整量小于5mm標記
(1)作業標準。①扣件安裝前承軌臺必須清掃干凈,WJ-8C扣件絕緣軌距塊安裝時,將彈條緊靠后側、扣壓端盡可能壓在絕緣軌距塊中部,扭力矩控制在160N·m,彈條中部與軌距塊離縫不大于0.5mm,也不宜接觸。②高程調整作業時軌下微調墊板都應放置在軌下膠墊與鐵墊板間,原則上最多放置不能超過3塊,并將最薄的軌下微調墊板放在下面,放入軌下微調墊板總厚度不應超過10mm,超過10mm時應使用鐵墊板下調高墊板調整,超過15mm時應更換成S3型螺旋道釘。③起道作業應注意放平起道機,位置適宜,起道機嚴禁放在焊縫處起道,起道時曲線地段上股放內側起,下股放外側起。④對有軌距塊不落槽或有離縫的地段換件后必須用先道尺對軌距進行檢查,對不符合標準的先做好返工。⑤作業必須嚴格執行無縫線路作業操作相關規定。⑥電子道尺在使用過程中要經常校核。
(2)精調作業流程。①上道準備。提前在作業通道口對工機具、材料、人員清點、拍照,待命令下達后上道。搬運機具、材料主要由涂油組、扣件組、平面組負責,測量軌距、水平人員先行上道作業。上道后首先確認行別、里程、軌道板號等,確認無誤后方可作業。將智能軌道檢查儀數據分析制定的作業方案,打印3份(標定組1份、作業組中審核人1份、帶班人1份)作為現場作業依據。②測量軌距、水平,標記復核。作業前對道尺進行校核,1人對作業區段逐根軌枕劃線進行軌距、水平測量,標記在軌道板上,作為作業過程控制的基準值,軌距、水平全部量好后回到起點進行單股作業情況過程檢驗。1人對前日標記進行復核。③發放材料(材料組2人)。需2輛平板車,前車裝載高程調整材料及軌距擋板,1人負責推行并發放高程調整材料、軌距擋板。后車裝載絕緣軌距塊(共17種型號,需分類存放并標記,如圖5所示),1人負責推行并發放內外側軌距塊。材料組同時負責舊材料統一回收。④松開及預緊螺栓。1人用內燃螺絲機松開螺栓(控制在4塊軌道板40對螺栓),松開完畢,加入高程組。⑤高程調整(3人)。1人負責起道,2人負責取下軌距塊,用鏟刀鏟下軌下膠墊,并根據材料組合進行抽墊作業。如需安裝鐵墊板下調高墊板,高程組增加1人。⑥涂油組(2人)。分別進行里口、外口螺栓涂油、更換平墊圈作業,并將螺栓擰入孔內,盡可能降低螺栓高度,確保螺絲機作業順利。⑦平面調整(6人)。2人根據配料安裝軌距塊,1人負責道尺及指揮,1人負責緊固螺栓,2人負責平面調整。⑧基準股全部作業完畢并經過程檢驗合格后(作業方案中提供過程檢驗數據并結合現場軌距、水平數據,過程檢驗必須使用第一遍測軌距、水平使用的道尺),轉入非基準股進行循環作業。此項工作必須經作業負責人下令后方可進行。⑨當兩股作業完畢,回檢負責人利用0級軌道儀或0級電子道尺進行回檢,同時作業負責人對扣件系統進行檢查,并做好記錄。⑩對不達標處所進行復核、整治。清點工機具、材料、人員,下道,作業負責人及把關人員進行二次回檢。對次日作業所需扣配件由綜合管理員按作業方案分小組組織備料配備到位,統一存放在次日作業備料區。各類工機具配備齊全,并確保各種機具性能良好。
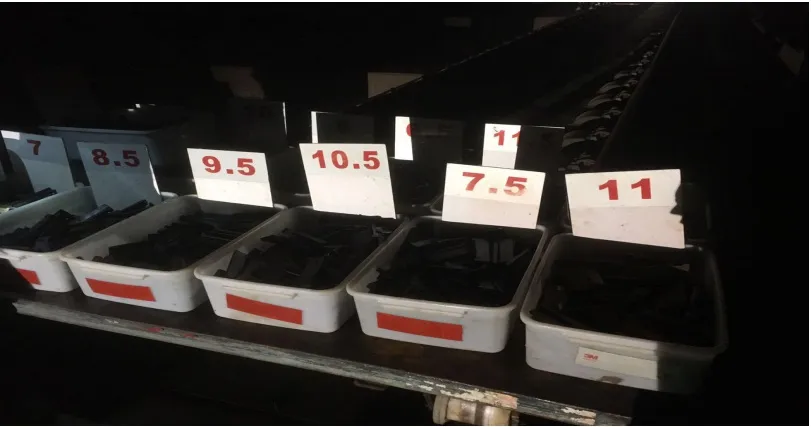
圖5 調整材料分類圖
5 結論
本次作業達到的安全、質量、管理目標如下:(1)安全目標。本次軌道精測、精調均在維修天窗條件下,作業區段和時段未出現事苗及以上安全事件。(2)質量目標。全面提升滬杭高鐵整體運營品質,作業地段做到消滅嚴重人體感覺不良處所;便攜式線路檢查儀無水加0.05g以上報警,車載式線路檢查儀無水加0.10g以上報警;0級軌道檢查儀靜態TQI目標值1.75mm以下,綜合檢測車動態TQI目標值由作業前的3.3降到2.2mm以下;扣件扣壓力均勻、達標,扣配件齊全有效,軌道結構健康,軌道精調作業全部完成后靜態允許偏差如表3所示。(3)管理目標。作業地段完善扣件電子臺賬。總之,培養了運營高鐵軌道精調專業隊伍和一批技術骨干,并推行軌道精調標準化作業方法及流程,為下一步在其他高鐵開展平推式軌道精調提供一定的參考。
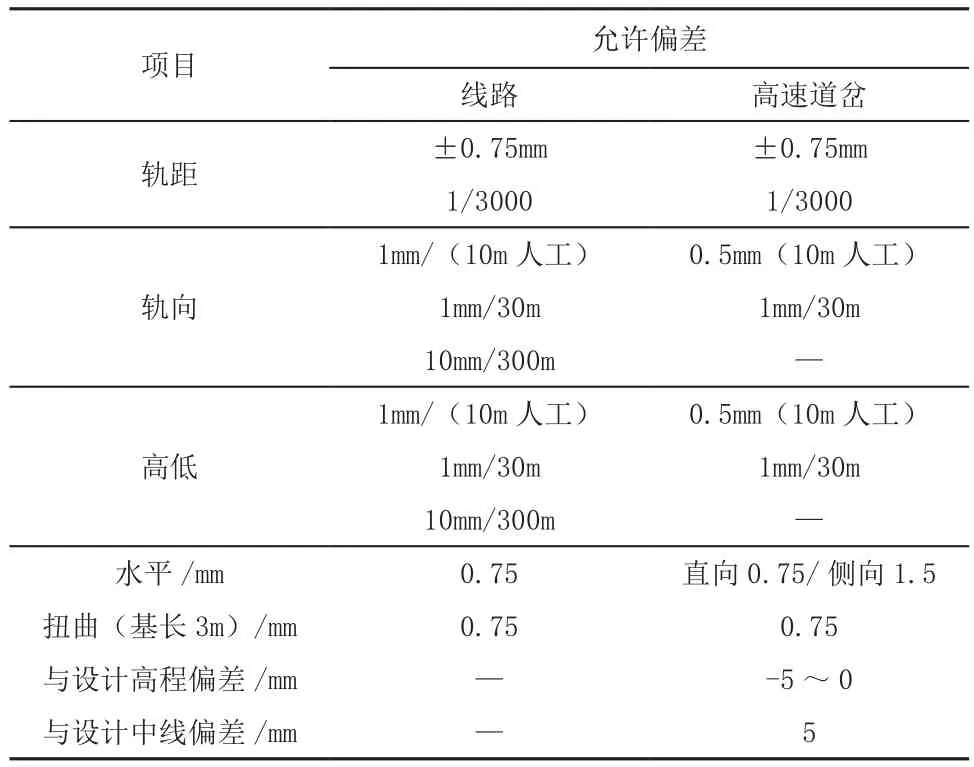
表3 軌道精調作業全部完成后靜態允許偏差
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08
