Lyocell超細支巴厘紗的研制
2020-11-12 08:24:30曹友常任樹鳳
紡織報告 2020年7期
朱 嫻,沙 淘,曹友常,周 霞,任樹鳳,韓 寧,史 航
(天虹紡織集團,江蘇 徐州 221004)
巴厘紗織物是一種細特、低密、強捻的稀薄平紋織物,具有質地稀薄、手感挺爽、布孔清晰、透明性好的特點。奧地利“LENZING”公司生產的超細旦Lyocell纖維,不僅具有天然纖維和合成纖維的優點,還具有吸濕透氣、強力高、上色鮮艷、懸垂性好、仿如絲綢的特點,其制成品具有較高的附加值。
1 原料選用及成品規格
用100% Lenzing Lyocell-MICRO 0.9 dtex×38 mm纖維,主體長度38 mm,單纖維強力3.85 CN。
成品規格:Lyocell 80英支;設計捻度:1 950 捻/m。
2 Lyocell巴厘紗紡紗要點
2.1 纖維特性
采用Lyocell-MICRO 0.9dtex纖維,其細度越細,柔軟度越高,非常適用于輕量化面料生產。選用此原料生產巴厘紗不僅能賦予穿著者“第二層皮膚”,更具備奢華親膚的特點,是制作高檔女裝的理想面料。
Lyocell-MICRO纖維具有纖維卷曲少、抱合力差、可紡性能差及原纖化的特性,在紡紗過程中如果處理不當,極易造成落網、纖維易脆斷,成紗棉結、粗節增多的問題,影響布面的質量。因此,紡制Lyocell超細支巴厘紗的關鍵點:(1)提高清梳聯工序的纖維梳理度,降低生條棉結及短絨,為后續的牽伸并合做好鋪墊;(2)優化并粗的牽伸工藝,提高纖維的伸直、平行度;(3)細紗工序強化卷捻設備狀態及錠速的關系,防控弱捻紗問題發生;(4)蒸紗工藝優化,控制紗線的扭結。
2.2 提高纖維梳理度,降低生條棉結短絨
根據Lyocell-MICRO纖維特性,改善其可紡性能,依據Lyocell的親水性能在往復式抓棉機的上方加裝噴霧裝置,提高清梳的濕度,增加纖維的抱合力,以利于棉網順利轉移,不至于墜網。同時,因為纖維細度細,過分的開松、梳理極易形成棉結和短絨,因此在清梳工藝上應采取“柔性梳理”的方式,在不損傷纖維的前提下,對喂入的纖維層進行細致梳理,使束纖維在分離成單纖維狀態的同時提高纖維的轉移率,防止纖維反復搓轉形成棉結。清梳聯工序宜采用“輕定量,慢速度,轉移好”的工藝原則,提高纖維的梳理度與伸直度,保證棉網的清晰度。同時,對梳理針布密度和角度進行優化配置,是道夫針布的密度尤為關鍵,會直接影響棉網的轉移程度。
清梳主要工藝參數:生條干定量16.5 g/5 m;出條速度:90 m/min。
2.3 優化并粗工藝,提高纖維伸直平行度
由于Lyocell-MICRO 纖維表面光滑,纖維間摩擦系數小、抱合力差,為提高纖維平行伸直度,保證纖維在牽伸運動中的纖維控制,合理優化牽伸配置與喂入根數的關系有利于消除纖維前彎鉤,減少熟條的棉結。合理的牽伸配置不僅可以改善重量不勻率,還可以提高纖維伸直度。具體工藝優化試驗如表1所示。
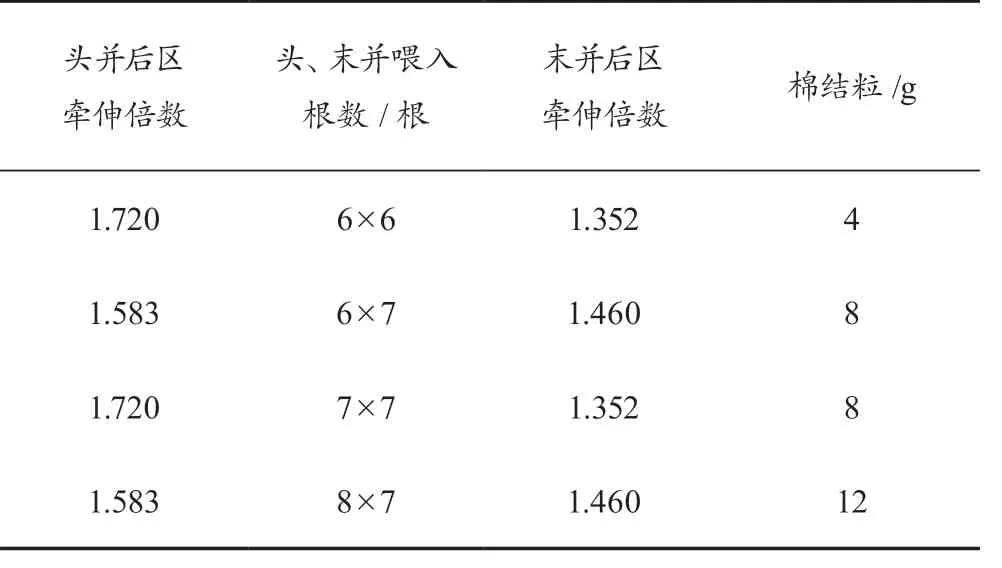
表1 并條牽伸倍數、喂入根數與棉結的關系結果
減少總牽伸倍數及喂入根數可降低牽伸區橫截面的短絨含量,控制主牽伸區內的浮游纖維。由于牽伸力減小,對纖維作柔性牽伸可減少纖維疲勞度,提高熟條的內在質量。
粗紗選用較大捻系數,可以有效減少粗紗在退繞過程中因意外牽伸所造成的細節,同時,可以增加細紗牽伸過程中的附加摩擦力界,有效控制牽伸區浮游纖維。
2.4 卷捻工藝與錠速的選配
Lyocell-MICRO超細支巴厘紗工藝設計捻度要達到1 950 捻/m,對細紗機卷捻部位的設備狀態要求很高,因此,需要加強錠帶張力控制及日常管理檢查,確保卷捻部位狀態良好,減少捻不勻。為了減少因捻度過高造成的細紗斷頭,應合理配置細紗錠速,錠速不超過14 000 r/min。此外,若要減少細紗的扭結鋼絲圈重量,需稍輕掌握,同時對細紗的溫濕度要控制適宜,溫度不低于29 ℃,濕度控制在57%~60%。
2.5 蒸紗、捻接工藝優化,控制紗線扭結
因成紗捻度較高,為滿足后道工序加工的要求,防止在絡筒、整經及織造過程中紗線產生扭結,需采用管紗干飽和蒸汽定捻。定捻溫度應為90 ℃,定捻時間為45 min,蒸紗前真空度要盡量高,蒸紗狀態要保持一致。蒸紗后的Lyocell會使紗線的結構產生變化,使纖維變松。因此,捻接工藝和絡筒卷繞速度要進行優化組合,使卷繞的紗筒較為緊密,便于后道織造的退繞。同時,由于Lyocell-MICRO纖維抱和力差,纖維摩擦系數小,捻接時捻接頭極易滑脫、接頭強力低,為改善捻接質量,要對自絡的捻接腔、壓紗桿等重要部件及捻接工藝進行優化。
3 結語
(1)研制的超細支Lyocell-MICRO巴厘紗稀薄、滑挺,有玻璃紗的風格,在紡紗過程中,要加強對棉結、短絨、粗節的控制。
(2)因采用的Lyocell-MICRO纖維細度細,針對纖維特點需合理配置前紡工藝及優化選型配置梳理針布,確保生產出的產品質量達到較好的水平。
(3)為達到滑挺的布面效果,應提高細紗捻系數,加強對細紗設備卷捻部位檢查與維修,控制捻不勻,同時對紗線做好定捻工作,防止布面發生緯縮和產生扭結疵點。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
