吸氨器在氨法尾氣脫硫中的應用
2020-11-18 07:33:52李雪瓊
硫酸工業 2020年9期
李雪瓊
(楚雄滇中有色金屬有限責任公司,云南楚雄 675000)
某企業主要產品為粗銅,副產品為工業硫酸。粗銅冶煉工藝采用艾薩爐熔煉+ 電爐+ 轉爐吹煉,產能為100 kt/a,450 kt/a 制酸裝置是配套100 kt/a 粗銅生產的環保裝置,負責處理艾薩爐、轉爐及電爐工藝混合煙氣。該制酸裝置采用 “3+1” ⅢⅠ- ⅣⅡ二轉二吸制酸工藝流程,配有1 套氨法尾氣脫硫裝置。
氨水是尾氣脫硫裝置的重要介質。該企業設計初期采用了傳統的液氨儲罐與氨水儲槽配制氨水的方法,在公司范圍需要儲存液氨,從儲存、操作管理上都存在較大安全隱患。為解決該難題,技術人員研究考察后,采用吸氨器制備氨水的新工藝。使用該工藝可不必儲存液氨,在廠區內消除了重大危險源。
1 尾氣脫硫工藝流程
制酸裝置尾氣采取氨法脫硫工藝,其過程主要分為三個步驟:脫硫與再生、分解、中和。二吸塔出來的煙氣在尾氣脫硫塔與含(NH4)2SO3、NH4HSO3的母液逆流接觸,煙氣中SO2被脫除,實現氣體達標排放。吸收了SO2的母液中(NH4)2SO3轉變為NH4HSO3,在循環槽內通入氨水,使NH4HSO3轉變為(NH4)2SO3,母液實現再生循環使用[1]。達到工藝要求的部分母液用濃硫酸分解,放出高濃度SO2氣體,返回制酸裝置回收利用;分解液經氨水中和后得到合格的硫銨液體,經蒸發結晶、離心脫水、沸騰干燥后制得固體硫酸銨。尾氣脫硫工藝流程見圖1。

圖1 尾氣脫硫工藝流程
2 吸氨器介紹
經技術改造后,技術人員采用吸氨器制備氨水,卸載液氨及氨水配制過程操作方便、安全可靠;同時廠區內不再儲存液氨,消除了重大危險源。
吸氨器工作原理和板式換熱器基本相似[2],由換熱單元、氣化單元、吸收單元組成。在卸液氨過程中液氨先進入氣化單元與低溫氨水換熱氣化后,再進入二次氣化單元與高溫氨水換熱,進一步氣化后進入吸收單元;氣氨進入吸收單元在冷凝液或軟水的噴淋下吸收配制成質量分數<10% 的氨水。氨水再經二次氣化單元、循環水換熱單元移出熱量后進入氨水罐儲存待用。吸氨器原理示意見圖2。
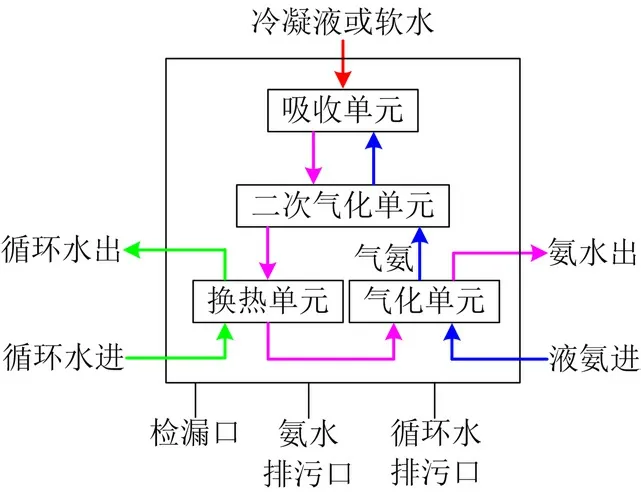
圖2 吸氨器原理示意
3 原液氨站與改造后氨水站對比
原液氨站主要儲存液氨,根據生產需要再由液氨配制成氨水使用。氨水站在卸液氨的過程中完成氨水配制,只儲存氨水。
3.1 工藝流程對比
原液氨站卸液氨操作是將液氨罐上部氣氨抽出,使液氨罐處于微負壓狀態,氣氨經氨壓縮機加壓后送入液氨槽車上部,對槽車加壓后利用壓差將液氨輸送至液氨罐內。在卸液氨初期可利用液氨槽車與液氨罐壓差,將槽車內的液氨經液相管輸送到液氨儲罐,待兩邊壓力接近時,啟動氨壓縮機對槽車加壓卸氨。操作程序較為復雜。
改造后氨水站向吸氨器內通入循環冷卻水,通入吸收氣氨用的冷凝液或軟水;液氨槽車與吸氨器接通后利用槽車罐自身壓力將液氨通入吸氨器,液氨在吸氨器內氣化,與冷凝液接觸反應配制成氨水送入氨水罐,氨水配制過程較為簡單。配制過程需注意循環冷卻水入口水溫應大于20 ℃,防止液氨進入氣化單元低溫區結冰導致卸氨無法進行。氨水站工藝流程見圖3。

圖3 氨水站工藝流程
3.2 主要設備對比
原液氨站主要設備見表1,氨水站主要設備見表2。
氨水站中2 臺氨水泵為原液氨站氨水泵,2 臺DN2 000 冷凝液槽用原液氨站氨水槽代替。
3.3 氨水站卸液氨及氨水配制的具體操作
1)給吸氨器通入循環冷卻水,確保吸氨器出口至氨水罐管線暢通;卸液氨5 min 前向吸氨器供冷凝液并循環。押運員連接槽車與液氨裝卸臂管路,待檢查安全可靠后押運員微開液氨槽車出口閥門;再次檢查接口無泄漏后,由崗位操作人員打開液氨裝卸臂總管球閥,觀察壓力無異常后,緩慢全開液氨管一次減壓閥(靠近液氨槽車的閥門),緩慢打開并調節液氨管二次減壓閥(靠近吸氨器的閥門),液氨壓力控制<0.1 MPa;待管道結霜后再緩慢提升二次減壓閥后壓力至0.3 MPa。液氨調節閥的操作原則是慢開快關。

表1 原液氨站主要設備

表2 氨水站主要設備
2)液氨卸完的終點判斷。當液氨槽車液位幾乎為零,槽車內壓力<0.3 MPa 時,且二次減壓閥后卸氨管有化霜跡象,說明液氨已卸完。此時可按順序關閉液氨管二次減壓閥、一次減壓閥、液氨裝卸臂總管球閥;通知押運員關閉液氨槽車出口閥門,打開液氨槽車出口閥后總管上的排空閥將液氨總管內余壓卸盡,之后由押運員拆卸液氨裝卸臂管路,蓋好液氨裝卸臂密封蓋。
3)卸液氨結束后繼續通入冷凝液或軟水3~5 min,繼續開冷卻循環水循環5~10 min。
操作中注意事項有:吸氨器卸液氨能力為4 t/h,第一次卸液氨時需找準卸液氨量所對應的二次控制壓力,之后每一次卸液氨均按該壓力進行控制。當二次壓力一定,進入吸氨器冷凝水量就是調節氨水濃度的重要手段,如質量分數10% 氨水需冷凝水量36 m3/h。出現任何問題應立即關閉液氨槽車出口閥門,再停工藝泵;待問題處理好后,再次按程序操作。卸液氨前特別注意從吸氨器氨水出口到氨水罐頂排氣吸收器出口不允許任何閥門關閉,否則會造成系統憋壓損壞設備;全過程應和槽車押運員密切聯系,注意好各點壓力、溫度、液位的變化。操作閥門應緩慢進行。
3.4 危險因素對比
1)原液氨站。正常時液氨站儲存液氨40 t,液氨儲罐正常操作壓力在0.6~0.8 MPa,液氨槽車正常壓力在0.7~1.1 MPa。卸液氨過程所涉及的氣相及液相壓力管道約100 m,同時涉及氨壓縮機設備;卸液氨過程需同時兼顧液氨罐體壓力、氨壓縮機油壓、氨壓縮機吸氣壓力、氨壓縮機排氣壓力、液氨槽車進氣壓力等,任何一個壓力操作不當,都會造成重大事故。所涉及的壓力等級均屬中壓設備,儲存介質屬于可燃、易爆、有毒、有強烈刺激性的化學危險品;從卸液氨操作、日常液氨儲存及氨水配制的操作看,液氨站危險等級屬重大危險源。需要投入大量的安全設施,每年需進行校檢的壓力設備較多;液氨站屬一級禁火區域,日常管理較為麻煩;若遇液氨站檢修時,需用盡所有液氨,用清水對液氨罐浸泡置換,再用大量氮氣置換,程序較為復雜,過程中危險因素較多。
2)氨水站。只在卸液氨過程臨時接觸液氨槽車、約3 m 長卸氨臂、約2 m 卸液氨管的中壓設備。只需投入液氨泄漏遠程報警裝置、卸氨總管遠程快速切斷閥門、卸氨臂及卸液氨管上方設置應急噴淋裝置等安全設施。正常生產時氨水站只儲存氨水,氨水槽的壓力為常壓。氨水站危險等級為一般危險源。
4 運行情況
改造后,氨水站順利完成首次進液氨及氨水配制,按規程要求用軟水通過吸氨器將液氨從99.9%稀釋為質量分數小于10% 的氨水,儲存于200 m3氨水罐,供尾氣脫硫塔及中和槽使用。氨水溫度為5~10 ℃。卸液氨過程中,吸氨器及相關附屬設備運行穩定正常,相關運行參數見表3。
技術人員在吸氨器周圍同時安裝了3 只氨濃度超標報警裝置。當周圍空氣中φ(NH3)達到0.004%時,報警裝置開始報警。投入至今卸氨臂、卸氨管、吸氨器等未發生過泄漏。
5 結 語
吸氨器投入使用后,該企業生產區域內不再儲存液氨,只儲存質量分數小于10% 的氨水。與原有工藝相比,卸液氨過程操作方便、安全可靠,永久性解決了該企業原液氨站重大危險源的管制,消除了有毒、易燃、易爆介質所存在的重大安全隱患,優化了操作,全面達到安全、環保、減排的要求。如企業能自產軟水,且氨水槽容量足夠大時,建議推廣應用吸氨器進行卸液氨及氨水配制。
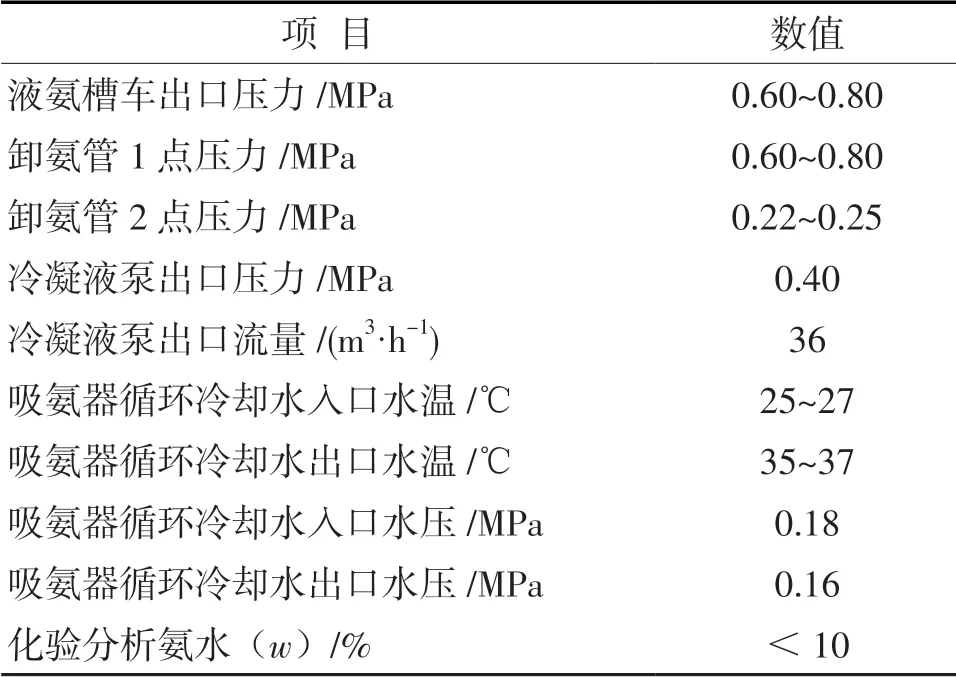
表3 氨水站運行參數
