五軸后處理器研究
2020-11-20 02:10:45蒙煥靜
裝備維修技術 2020年11期
蒙煥靜
摘要:隨著國內五坐標數控機床的逐漸增多和數控編程軟件功能的不斷完善,許多廠家都采用多軸數控加工技術來加工一些復雜零件,大大提高了生產效率及加工精度。企業往往購進結構各異、不同國家生產的各類五坐標加工中心及數控機床,并使用了多種不同數控軟件進行編程。但五軸數控編程存在著許多問題,其中一個非常關鍵的原因就是在CAM軟件和數控機床之間缺少了起橋梁作用的專用后置處理器。為了發揮五軸加工的優勢,必須解決多軸NC后置處理軟件開發這個關鍵問題。為此本設計的目的是開發一個基于UG NV8.0 用VB6.0語言編寫的多軸數控機床的專用后處理器。
關鍵詞: 五軸數控機床;后置處理; UG8.0; VB6.0.
1? 緒論
1.1? ?概述
我們知道在購買數控設備的時候,大多數機床廠家,是不配備后處理器,這需要專門的定做,或向后處理技術供應商購買,一些企業也不具備自主開發的能力;目前這種技術掌握在少數技術商手中,其售價相當的高,少則幾千多則要幾萬,這對一些小企業來說也是一筆比較大的花費。為此我對后處理技術進行研究解決后處理開發。
2? 確定五軸聯動專用后置處理軟件的開發方案
2.1? ?開發方案
NC后置處理軟件的編制一般有以下2種方式:
(1)利用高級語言將刀位記錄轉換成數控指令代碼,這種方式的優點是靈活性高,缺點是工作量大,程序編制困難。
(2)軟件商提供一個交互式后處理書寫器(Post Writer),用來確定一些具體參數后,就形成了針對具體機床的后處理軟件。這種方式的優點是簡單方便,缺點是形成的數控文件靈活性差。
我采用第一種開發方法。
2.2? ?軟件的主要功能及研究內容
本軟件根據機床的功能及編程格式針對UG NX8.0所生成的刀位文件就行計算處理生成符合機床格式的數控程序軟件的主要功能有:
①數控程序的生成。
②數控程序的旋轉及偏移、實現加工動態速度。
③孔的加工:CYCLE81、CYCLE82、CYCLE83、CYCLE84、CYCLE85、CYCLE86。
④多加工程序的輸出。
根據本軟件的功能要求本研究的主要內容有:
①BV100機床的功能就要求的研究機床的加工范圍、編程格式、機床結構。
②根據UG軟件生成的刀位文件格式研究如何將其轉換成西門子840d數控系統格式并符合BV100機床要求。
③根據機床結構進行五軸數控程序的算法研究;UG編程方法的研究、五軸加工方法的研究
3? 西門子數控系統及UG刀位文件研究
3.1? ?數控編程格式
本次所開發的數控機床的后處理器其所使用的數控系統為西門子840D數控系統,其數控系統編程格式有如下幾個要求:
3.2? ?UG的刀位文件格式
上面這段程序是多軸加工的UG刀位文件。
4? 五軸聯動后處理算法
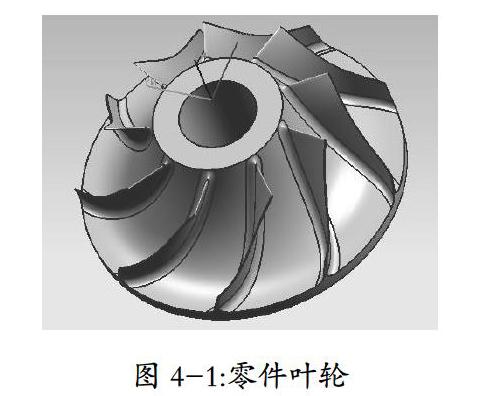
本次UG后置處理軟件的發開主要是針對典型的葉輪加工軸后置處理器開發研究。
下圖4.1看出葉輪的葉片扭曲只能采用五軸加工中心進行加工。
4.1? ?機床結構
五軸聯動機床的結構為X、Y、Z、A、C式結構其屬于雙工作臺回轉型結構,回轉中心相交重合。
4.2? 五軸算法
BV100機床的A角為-110°~+110°,C角為0°~360°,在加工中為了防止A角的突變還要限定A角的范圍是0°~100°,C角不進行限定既C角0°~360°。
已知:機床的類型為雙轉臺五坐標機床A角為0°~100°,C角為0°~360°
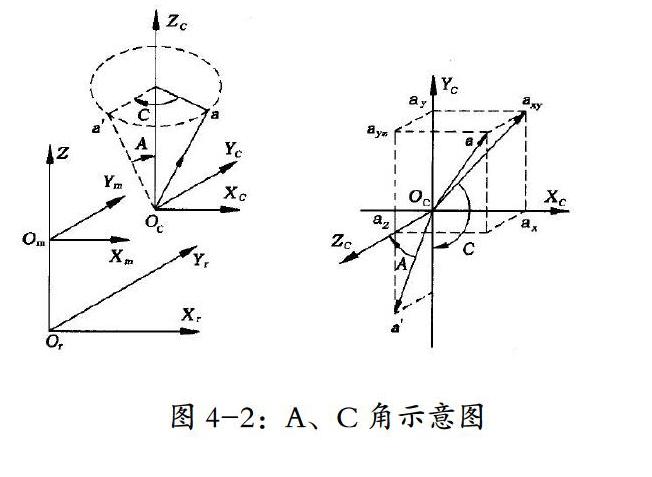
設工件坐標系為OXYZ,工件可以繞X軸擺動A(0°~100°)角,工件可以繞Z軸轉動C(0°~360°)角,工作臺回轉軸與Z軸一致;機床運動坐標系為OXYZ,O O=d;刀心C在工件坐標系的位置為(X,Y,Z);刀軸矢量a在工件坐標系中為()。計算時首先將刀軸矢量的起點移動到工件坐標系的原點,然后將刀軸矢量繞Z軸順時針方向轉動到(-Y)(+Z)平面上,再將刀軸矢量繞X軸順時針轉動到與Z坐標方向一致。這樣轉動可以保證當≥0時候,刀軸矢量繞X軸順時針轉動角度在(-100°~0°) 之間,既刀具相對于工件繞X軸的轉動角A在(100°~0°)之間。
將刀軸矢量的轉動化為刀具相對于工件的轉動或擺動,首先是刀具相對于工件繞X軸逆時針轉動A角,然后使刀具相對于工件繞Z軸逆時針轉動C角,如圖4-2所示
5? 基于VB語言的UG后處理軟件程序的編寫
5.1? ?程序編寫的思路
本軟件的編寫思路是借鑒UG/post的后處理原理來編寫的;既通過每讀取文件一行數據根據數據的內容進行標記,當讀到下一行是根據標記的內容進入相關事件處理程序直到處理完整個刀位文件。
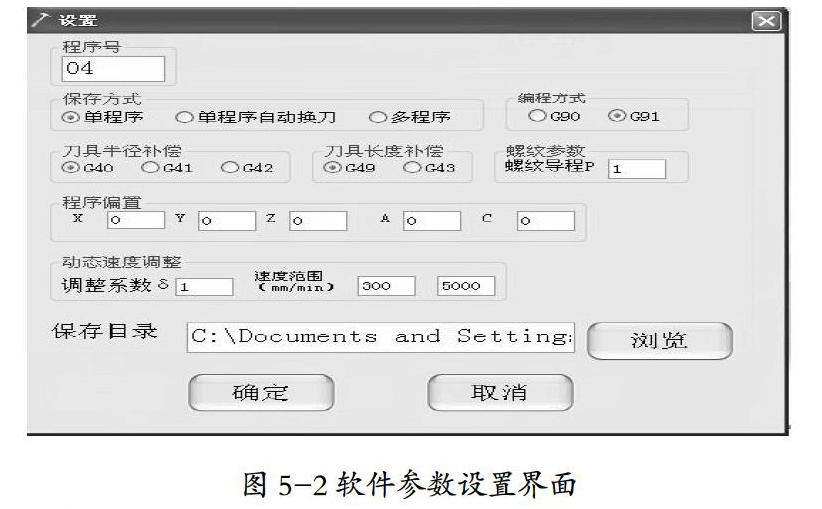
①? ?編程菜單下有:“參數設置”、查找兩個功能
②? ?工具菜單下有:三軸以內的熊族G代碼刀軌仿真軟件
該軟件主要功能有:
①? 三軸數控程序的輸出,五軸數控程序的輸出。
②? 根據保存方式可以按工序輸出多道工序的數控程序,按工序集中方式即使用一臺數控機床完成多道工序自動換刀方式輸出一個數控程序。按刀具劃分工序輸出一個數控程序。
③? 按照編程方式可以分為絕對值編程和增量值編程。
④? 在加工出現誤差是可以對程序進行程序的偏置和旋轉。
⑤? 動態速度的調整以及限定動態速度的范圍。
結論:
通過對后處理研究使掌握了后處理技術開發,關鍵技術不再是制約我們發展因素。
參考文獻:
1.童占梅.Visual Basic 程序設計教程,電子工業出版社,2005
2.龔沛曾,楊志強,陸慰民.Visual Basic 程序設計教程(第3版),高等教育出版社
3.王睿彭,數控機床編程與操作,:機械工業出版社,2009
4.吳贛昌,線性代數,中國人民大學出版社,2006
5.陳建軍,數控銑床與加工中心,機械工業出版社,2009
6.劉雄偉.數控加工理論與編程技術.北京:機械工業出版社,2003
7.鄧奕, 彭浩舸, 謝騏.CAM 后置處理技術研究現狀與發展趨勢. 湖南工程學院學
猜你喜歡
汽車實用技術(2022年15期)2022-08-19 02:48:28
今日農業(2020年20期)2020-12-15 15:53:19
人大建設(2019年12期)2019-05-21 02:55:44
能源(2018年10期)2018-12-08 08:02:48
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
能源(2016年10期)2016-02-28 11:33:30
汽車實用技術(2015年8期)2015-12-26 09:01:02
中國衛生(2015年3期)2015-11-19 02:53:32
