兩種常用光源在機(jī)器視覺(jué)檢測(cè)中的對(duì)比與選用
2021-03-15 05:25:07劉航鋮嚴(yán)小軍惠宏超
科技風(fēng) 2021年3期
關(guān)鍵詞:機(jī)器視覺(jué)
劉航鋮 嚴(yán)小軍 惠宏超

摘 要:照明系統(tǒng)是機(jī)器視覺(jué)檢測(cè)的關(guān)鍵部分,對(duì)視覺(jué)檢測(cè)的精度有重要影響,不同的光源發(fā)光特征與原理不同,具有不同的使用環(huán)境。本文從工程應(yīng)用出發(fā),對(duì)環(huán)形光源與平行背光源兩種視覺(jué)光源進(jìn)行了對(duì)比,分別闡述了優(yōu)點(diǎn)與不足,并為工程中光源的選用提出了建議。
關(guān)鍵詞:機(jī)器視覺(jué);照明系統(tǒng);精密檢測(cè)
Abstract:Lighting system is the key part of machine vision inspection,which has an important impact on the accuracy of visual inspection.Different light sources have different luminous characteristics and principles,and have different use environment.Starting from the engineering application,this paper compares the annular light source and the parallel backlight source,respectively expounds the advantages and disadvantages,and puts forward suggestions for the selection of light sources in engineering.
Key words:machine vision;lighting system;precision testing
1 緒論
在精密自動(dòng)裝配過(guò)程中,機(jī)器視覺(jué)檢測(cè)通過(guò)識(shí)別零件輪廓,進(jìn)而確定軸孔零件中心的方法來(lái)實(shí)現(xiàn)零件的對(duì)位[1],照明系統(tǒng)作為視覺(jué)檢測(cè)的關(guān)鍵部分,對(duì)零件的輪廓的識(shí)別精度有顯著影響。常用的照明系統(tǒng)通常有環(huán)形光源、平行光源、同軸光源等,在機(jī)器視覺(jué)檢測(cè)領(lǐng)域常用的兩種照明系統(tǒng)分別為環(huán)形光源正面照射與平行光源背面照射,其光照特性、適用場(chǎng)景與優(yōu)缺點(diǎn)均有不同,因此需要針對(duì)不同的工程應(yīng)用環(huán)節(jié)對(duì)光源的使用進(jìn)行選擇。
本文通過(guò)對(duì)兩種光源的優(yōu)缺點(diǎn)與應(yīng)用場(chǎng)景的分析,對(duì)不同條件下光源的選用提出了有針對(duì)性的建議。
2 環(huán)形光源
2.1 環(huán)形光源簡(jiǎn)介
如圖1所示,環(huán)形光源通過(guò)其結(jié)構(gòu)設(shè)計(jì),可以實(shí)現(xiàn)高亮度、高均勻性的擴(kuò)散照明,可以提供不同照射角度與不同的顏色組合,在各種檢測(cè)領(lǐng)域具有較強(qiáng)的通用性,在工作過(guò)程中一般被放置在被檢測(cè)零件的正前方,CCD相機(jī)接收零件被光源照射后的反射并成像。
2.2 環(huán)形光源的優(yōu)勢(shì)與不足
在工程應(yīng)用場(chǎng)景中,環(huán)形光源具有下列優(yōu)勢(shì):
(1)能與相機(jī)一起安裝在被檢測(cè)零件的同一側(cè),可節(jié)約系統(tǒng)空間,降低安裝成本;
(2)可自由定制光源的照射角度與光源顏色,通過(guò)定制可以分別滿足低角度打光或高角度打光的要求,在對(duì)零件表面反射角及照射光波長(zhǎng)有一定要求的情況下,環(huán)形光源具有顯著的優(yōu)勢(shì);
(3)如圖2所示,環(huán)形光源能有效突出輪廓的表面特征,圖像檢測(cè)的對(duì)比度高,對(duì)于零件表面的缺陷、符號(hào)及特殊構(gòu)造有良好的檢測(cè)效果[2]。
(4)環(huán)形光源價(jià)格較為便宜,厚度可以定制,便于采購(gòu)與安裝。
在工程應(yīng)用場(chǎng)景中,環(huán)形光源存在下列不足:
(1)在檢測(cè)尺寸較小的圓柱或方形零件時(shí),環(huán)形光源正面照射會(huì)引起零件非檢測(cè)部位的反光,在被檢測(cè)區(qū)域形成干擾,降低檢測(cè)精度;
(2)在突出零件表面輪廓特征的同時(shí),環(huán)形光源也容易受到環(huán)境中非檢測(cè)對(duì)象的干擾,如圖3所示,環(huán)形光源照射易在邊緣輪廓處形成鋸齒形結(jié)構(gòu),這會(huì)導(dǎo)致機(jī)器視覺(jué)檢測(cè)無(wú)法滿足高精密圖像處理與檢測(cè)的需求。在裝配系統(tǒng)的實(shí)際應(yīng)用中,如采用常規(guī)機(jī)器視覺(jué)使用的CCD相機(jī),環(huán)形光源檢測(cè)對(duì)于角度檢測(cè)的絕對(duì)精度在0.3°左右,對(duì)于尺寸檢測(cè)的絕對(duì)精度大于0.05mm[2-3],不能滿足一般精密裝配中0.01~002mm的精度要求。
(3)環(huán)形光源照射方式下,相機(jī)接收的光線為漫反射光線,存在邊界效應(yīng),其對(duì)輪廓成像的一致性不足。
3 平行光源
3.1 平行光源簡(jiǎn)介
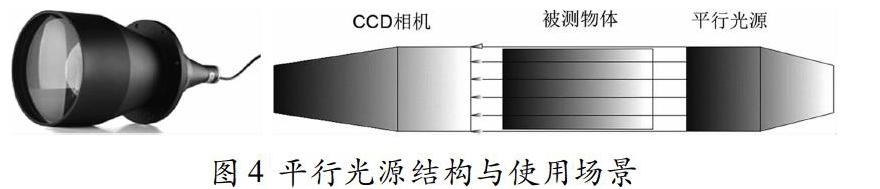
如圖4所示,平行光源內(nèi)部經(jīng)特殊設(shè)計(jì),可以發(fā)出平行光對(duì)零件進(jìn)行照射,在使用過(guò)程中通常采用背光照射,將光源與CCD相機(jī)沿零件所在位置對(duì)稱放置,相機(jī)直接接收光源光線,無(wú)反射過(guò)程,所成的圖像為零件輪廓在光照下的陰影。
3.2 平行光源的優(yōu)勢(shì)與不足
在工程應(yīng)用場(chǎng)景中,平行光源具有下列優(yōu)勢(shì):
(1)平行光源所成像的輪廓一致性強(qiáng),輪廓邊緣不受漫反射及環(huán)境影響,幾乎不存在鋸齒狀輪廓失真的問(wèn)題。如圖5所示,同一零件在平行光源背面照射條件下,其邊緣輪廓要顯著清晰于光滑與環(huán)形光源正面照明。
(2)在機(jī)器視覺(jué)檢測(cè)中,使用平行光源背面照射時(shí),輪廓檢測(cè)的精度較高,在理想條件下輪廓檢測(cè)精度小于1μm[4],在采用常規(guī)CCD相機(jī)的情況下,精度小于0.01mm[5],在有較高精度要求的檢測(cè)環(huán)境中可以發(fā)揮重要作用。
(3)平行光源照射方式下,相機(jī)接收的光線為平行光,避免了漫反射,不存在邊界效應(yīng),其對(duì)輪廓成像的一致性較好。
(4)在需要多角度同時(shí)打光時(shí),平行光源具有良好同軸性,便于在不同位置安排多角度光源,安裝空間較好設(shè)計(jì)。
在工程應(yīng)用場(chǎng)景中,平行光源具有下列不足:
(1)平行光源體積、長(zhǎng)度均大于環(huán)形光源,且在安裝時(shí)不能與鏡頭同時(shí)處于被檢測(cè)對(duì)象的一側(cè),這導(dǎo)致在采用平行光源背面照明方法時(shí),結(jié)構(gòu)設(shè)計(jì)較為困難,往往需要較大安裝空間才能實(shí)現(xiàn)機(jī)器視覺(jué)檢測(cè)的相關(guān)功能,成本較高。
(2)平行光源背面照明時(shí),被檢測(cè)零件在相機(jī)中所成的像是光線被阻擋后陰影的輪廓,但由于待檢測(cè)的零件無(wú)法保證完全豎直,當(dāng)零件存在不確定的小角度傾斜,采用平行光源背光照明時(shí)將出現(xiàn)如圖6所示的光路,所成的像分別對(duì)應(yīng)零件上下端面的輪廓,這將超出鏡頭允許的景深范圍,導(dǎo)致無(wú)法采集到清晰的圖像,使平行背光源在孔零件定位的工程應(yīng)用中存在困難。
(3)平行光源本身價(jià)格較貴,為確保光線的平行度,對(duì)相應(yīng)機(jī)器視覺(jué)檢測(cè)系統(tǒng)中工裝的精度也具有很高的要求,使得檢測(cè)系統(tǒng)整體成本偏高。
4 兩類光源的對(duì)比與選用
4.1 實(shí)驗(yàn)對(duì)比
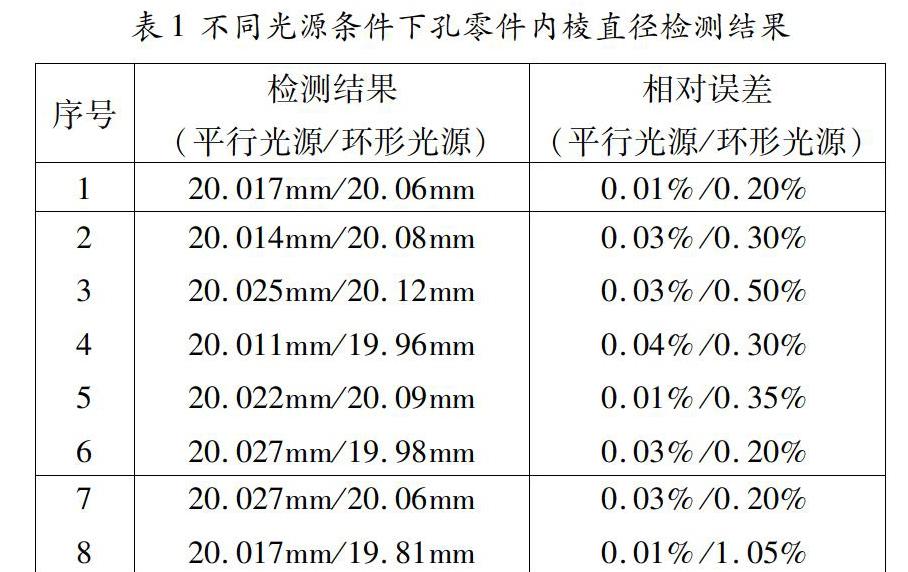
使用長(zhǎng)40.00mm,外徑30.00mm,內(nèi)棱直徑20.02mm的孔零件進(jìn)行機(jī)器視覺(jué)檢測(cè),以零件內(nèi)棱為被檢測(cè)輪廓,對(duì)前文所述不同光源條件下機(jī)器視覺(jué)的檢測(cè)精度進(jìn)行對(duì)比,實(shí)驗(yàn)結(jié)果如表1所示:
實(shí)驗(yàn)顯示,平行光源背面照明在輪廓檢測(cè)精度上,要優(yōu)于環(huán)形光源正面照明,更加適用于需要精密檢測(cè)的對(duì)象。
4.2 選型建議
從上文的對(duì)比可以分析得知,環(huán)形光源正面照明情況下,機(jī)器視覺(jué)檢測(cè)系統(tǒng)安裝方便,易于檢測(cè)零件表面特征,成本較低,但精度指標(biāo)稍差;在平行光源背面照明情況下,機(jī)器視覺(jué)檢測(cè)系統(tǒng)精度指標(biāo)較高,圖像質(zhì)量好,但安裝不易成本較高,同時(shí)存在一定的檢測(cè)條件限制。
因此,可以提出以下光源選型的建議:
(1)在精密裝配領(lǐng)域,對(duì)機(jī)器視覺(jué)輪廓檢測(cè)精度要求較高時(shí),優(yōu)先選用平行光源,同時(shí)需對(duì)工裝進(jìn)行精巧設(shè)計(jì),避免出現(xiàn)零件傾斜導(dǎo)致檢測(cè)困難。
(2)在零件缺陷檢測(cè)及表面特征識(shí)別領(lǐng)域,優(yōu)先選用環(huán)形光源,能夠更好地突出零件表面特征,還可以根據(jù)所需檢測(cè)的表面特征選擇定制合適的照射角度,提高機(jī)器視覺(jué)檢測(cè)的魯棒性。
(3)在機(jī)器視覺(jué)檢測(cè)系統(tǒng)中,若被檢測(cè)零件與多自由度運(yùn)動(dòng)機(jī)構(gòu)連接,則在零件出現(xiàn)傾斜時(shí),運(yùn)動(dòng)機(jī)構(gòu)可矯正傾斜角,此時(shí)選用平行光源可避免無(wú)法檢測(cè)的情況。在工程應(yīng)用涉及裝配的環(huán)節(jié)中,通常單個(gè)零件固定,另一零件與多自由度機(jī)器人連接進(jìn)行裝配,考慮固定零件一般位于底座之上,缺乏安裝平行光源的條件,這種情況下可分別對(duì)固定零件使用環(huán)形光源正面照射,對(duì)連接與多自由度機(jī)器人的零件使用平行光源背面照射,最大程度優(yōu)化機(jī)器視覺(jué)檢測(cè)系統(tǒng)的精度。
(4)在所需精度不高,成本與空間限制較大的場(chǎng)合下,優(yōu)先選用環(huán)形光源,同時(shí)其照射角度需根據(jù)零件特征妥當(dāng)選取。
5 結(jié)語(yǔ)
照明系統(tǒng)作為機(jī)器視覺(jué)檢測(cè)系統(tǒng)的關(guān)鍵部分,對(duì)視覺(jué)檢測(cè)結(jié)果影響很大。本文通過(guò)分析兩種常用光源的結(jié)構(gòu)特征、工程中的一般使用方式及各自的優(yōu)劣點(diǎn),提出了不同場(chǎng)合下光源選型使用的建議,可為工程技術(shù)人員對(duì)機(jī)器視覺(jué)檢測(cè)系統(tǒng)的設(shè)計(jì)提供參考。
參考文獻(xiàn):
[1]朱博文,馬立,陳韋男,華曉青.自動(dòng)軸孔裝配系統(tǒng)的現(xiàn)狀與關(guān)鍵技術(shù)[J].現(xiàn)代制造工程,2019(05):156-161.
[2]魏東辰,嚴(yán)小軍,惠宏超.基于目標(biāo)紋理的機(jī)器視覺(jué)轉(zhuǎn)角檢測(cè)方法[J].導(dǎo)航與控制,2020,19(03):86-94.
[3]徐向東.微型懸絲擺式加速度計(jì)慣性組件裝配設(shè)備研制[D].大連:大連理工大學(xué),2019.
[4]劉長(zhǎng)紅,徐杜,蔣永平,等.幾種光源對(duì)光電尺寸檢測(cè)精度影響的實(shí)驗(yàn)研究[C].中國(guó)光學(xué)學(xué)會(huì),中國(guó)儀器儀表學(xué)會(huì).第三屆全國(guó)光機(jī)電技術(shù)與系統(tǒng)集成學(xué)術(shù)學(xué)會(huì)第十三屆全國(guó)光電技術(shù)與系統(tǒng)學(xué)術(shù)會(huì)議論文集.2008:271-279.
[5]王澤.無(wú)縫鋼管直徑測(cè)量與表面缺陷檢測(cè)系統(tǒng)研究[D].桂林:廣西師范大學(xué),2019.
作者簡(jiǎn)介:劉航鋮(1996— ),男,漢族,四川成都人,碩士研究生,研究方向:機(jī)器視覺(jué)與精密檢測(cè)。
猜你喜歡
軟件導(dǎo)刊(2016年11期)2016-12-22 21:52:17
電腦知識(shí)與技術(shù)(2016年28期)2016-12-21 12:13:14
科技視界(2016年26期)2016-12-17 17:31:58
科技視界(2016年25期)2016-11-25 19:53:52
科技視界(2016年25期)2016-11-25 09:27:34
科教導(dǎo)刊(2016年25期)2016-11-15 17:53:37
軟件工程(2016年8期)2016-10-25 15:55:22
科技視界(2016年20期)2016-09-29 11:11:40
科技視界(2016年6期)2016-07-12 09:12:40
科技視界(2016年15期)2016-06-30 19:03:30