LYP1050輪轉膠印機控制系統設計
2021-03-22 02:37:58朱龍彪沈祖軍陳小林
工程設計學報 2021年1期
關鍵詞:界面
王 奔,朱龍彪,沈祖軍,陳小林
(1.南通大學機械工程學院,江蘇南通226019;2.如皋中羅印刷機械有限公司,江蘇如皋226553)
印刷業是我國國民經濟的重要組成部分,印刷 產品廣泛應用于生產、生活領域[1]。印刷機作為印刷的關鍵設備,其設計與制造水平隨著印刷業的發展不斷提高。輪轉膠印機是一種采用間接印刷方式的平版印刷機,印刷時先將印版上的圖文印到橡皮布滾筒上,再通過滾筒轉印到承印物上。由于具有印刷速度快、印刷效率高、印刷質量好、印刷周期短和印版制作成本低等優點,輪轉膠印機被廣泛應用于書刊、報紙、發票和薄膜等印刷品上[2-3]。德國、日本和荷蘭等發達國家擁有完整、獨立的現代化印刷機械體系,其印刷設備的自動化程度普遍較高。例如:德國曼羅蘭公司的UNⅠSET系列輪轉印刷機采用無軸傳動技術,其最高印刷速度可達80 000份/h,印版滾筒的轉速可達40 000 r/h;日本三菱公司的DⅠAMOND3000TP雙面印刷機的套色精度可達0.04 mm。近年來,我國印刷機械的研發也取得了長足進步,涌現了一批以陜西北人印刷機械有限責任公司和天津長榮科技集團股份有限公司為代表的實力強勁的大型印刷機企業[4-5]。其中,天津長榮科技集團股份有限公司推出的MKR983卷筒紙印刷機的機速最高可達350 m/min,處于行業領先水平。但是,國內許多中小型印刷機械公司由于科研能力較弱,其生產的印刷設備多采用德國力士樂、西門子以及奧地利貝加萊等公司的無軸控制系統,這些控制系統的硬件價格昂貴,且操作和維修都不夠方便[6]。同時,由于受技術水平限制,國內中小型印刷機械公司生產的印刷設備也無法滿足高速、高效率的平穩運行要求,且無法解決高速運行下套色精度不高的問題。這主要是由印刷過程中印刷速度和紙卷外徑的變化、機械振動、紙卷外圓不規則及卷芯偏心等導致的張力改變以及印刷軸之間同步性較差等引起的[7-9]。
為解決現有輪轉膠印機存在的技術瓶頸,提高其印刷速度和套色精度,研制開發了一種基于國產運動控制器的LYP1050 輪轉膠印機控制系統,重點對其多軸同步控制、閉環速度和收卷錐度張力控制以及自動套色控制方法進行研究,并通過套色試驗對該控制系統的可靠性進行驗證,旨在為國產輪轉膠印機的高精度、高效率印刷提供有效指導。
1 LYP1050 輪轉膠印機的基本結構及工藝流程
1.1 基本結構
LYP1050 輪轉膠印機主要由放卷單元、輸入牽引單元、印刷單元(由4個印刷色組組成)、翻轉糾偏單元、輸出牽引單元、裁切單元、收紙單元以及收卷單元等組成(如圖1所示),其各印刷色組采用獨立伺服電機驅動,無機械耦合關系,即無軸(電子軸)傳動[10]。
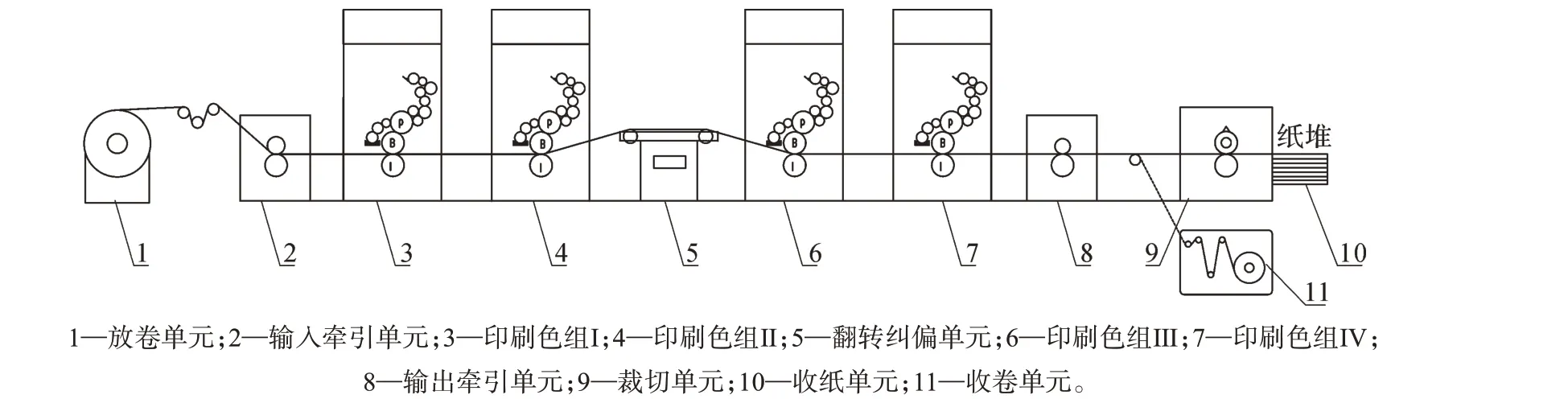
圖1 LYP1050輪轉膠印機結構組成Fig.1 Structure composition of LYP1050 rotary offset press
在LYP1050 輪轉膠印機中,放卷單元主要包括新、舊紙卷,儲紙架,控制裝置和粘結裝置等,其作用是將快用完的舊紙卷的紙帶準確粘在新紙帶上,在不停機狀態下完成接紙工作。輸入牽引單元負責將紙帶送入印刷色組Ⅰ,其核心部件是由伺服電機驅動的輸入牽引輥,可通過調節輸入牽引輥的速度來改變紙帶張力。在紙帶進入印刷色組Ⅰ前,利用超聲波糾偏傳感器(ES100)來檢測紙帶邊緣位置,輸入牽引單元中的糾偏裝置根據超聲波糾偏傳感器檢測到的偏斜信號來調整紙帶,使紙帶回到正確的位置和方向上,以持續向印刷色組Ⅰ供應紙帶。翻轉糾偏單元由導紙輥、轉向輥和中間糾偏裝置等組成,當進行雙面印刷時,紙帶由2 個相互垂直放置的轉向輥實現180°翻轉,之后經中間糾偏裝置進入印刷色組Ⅲ和印刷色組Ⅳ,以完成反面印刷。根據不同工藝需求,輸出牽引單元將印刷好的紙帶從印刷色組Ⅳ中引出至裁切單元或收卷單元。若印刷好的紙帶進入裁切單元,則裁切單元負責把紙帶裁切成單張紙,并將其送入收紙單元。收紙單元由主、副收紙臺組成,主收紙臺先接收裁切好的單張紙,副收紙臺在主收紙臺收滿紙后接著進行收紙工作,實現不停機收紙。若印刷好的紙帶進入收卷單元,則收卷單元直接用卷筒卷取紙帶。輸出牽引單元的輸出牽引輥與裁切單元的裁切滾筒均由伺服電機驅動,收卷單元的收卷輥由變頻調速電機驅動。
LYP1050 輪轉膠印機的4 個印刷色組均由輸墨裝置、潤濕裝置和印刷裝置組成。為了方便調節水、墨量,水輥和墨輥由獨立的交流異步電機驅動,通過主控制器和變頻器的控制可實現無級調速。各印刷裝置中的印版滾筒均由獨立的伺服電機控制,其位置和速度可單獨控制,這在很大程度上縮短了對版時間,且保證了各印刷色組之間的同步性[11]。
1.2 工藝流程
LYP1050 輪轉膠印機的工藝流程如圖2 所示。首先,通過放卷單元進行不停機放卷,紙帶在輸入牽引單元的連續牽引以及自動糾偏下依次進入印刷色組Ⅰ和Ⅱ,以進行正面印刷;然后,完成正面印刷的紙帶經翻轉糾偏單元翻轉糾偏后進入印刷色組Ⅲ和Ⅳ,以進行反面印刷;最后,完成雙面印刷的紙帶在輸出牽引單元的牽引下進入裁切單元或收卷單元,以完成裁切或收卷,裁切好的單張紙進入收紙單元以完成收紙工作。
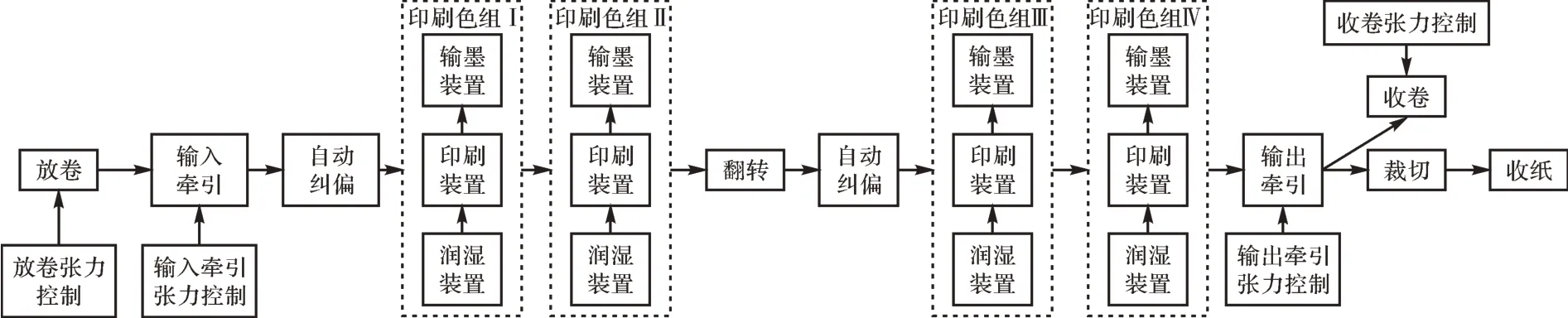
圖2 LYP1050輪轉膠印機的工藝流程Fig.2 Process flow of LYP1050 rotary offset press
2 LYP1050輪轉膠印機控制系統硬件設計
LYP1050輪轉膠印機控制系統的硬件結構如圖3所示,主要由主控制器、以太網交換機、伺服驅動單元、變頻調速單元、人機交互單元以及輸入/輸出單元等組成,其中輸入/輸出單元包括數字量輸入/輸出模塊和模擬量輸入/輸出模塊。LYP1050輪轉膠印機控制系統采用國產匯川AC810運動控制器作為主控制器,其具備良好的運動控制性能;采用EtherCAT通信型ⅠS810N 系列伺服驅動器來控制伺服電機;采用EtherCAT作為現場總線,實現主控制器與伺服驅動單元之間的通信;采用匯川MD330H張力控制專用變頻器來實現紙卷收放的張力控制;采用MD500T矢量變頻器實現水輥、墨輥的變頻調速,變頻器與主控制器之間基于MODBUS RTU通信協議進行信息交互;采用匯川ⅠT6000系列觸摸屏作為人機交互界面(human machine interface),并在匯川ⅠnoTouchPad 組態軟件中對觸摸屏界面進行組態、編譯、調試以及上/下載等操作;采用匯川AM600系列數字量及模擬量輸入/輸出模塊獲取各傳感器的信號,并對相應的元器件進行控制。采用臺達DⅤS-016W01型以太網交換機實現不同通信協議間的數據交互。LYP1050輪轉膠印機控制系統各硬件結構的具體型號如表1所示。
3 LYP1050輪轉膠印機控制方法設計
3.1 多軸同步控制
LYP1050輪轉膠印機在每個印刷周期內進行印刷工作時,4個印刷色組的印刷軸、輸入/輸出牽引輥與裁切滾筒之間需保持精確的同步運行[12-15]。因此,各軸、輥和滾筒采用獨立的伺服電機驅動。利用匯川AC810運動控制器中電子齒輪功能塊設立虛擬主軸的方法實時發出同步運行指令,并通過EtherCAT通信協議傳送給伺服驅動器,以實現虛擬主軸與各印刷軸的電子齒輪耦合,從而實現印刷過程中的多軸同步運行。
通過匯川PC(personal computer,個人計算機)端編程軟件ⅠnoProShop編寫代碼,在匯川AC810運動控制器內部完成虛擬主軸的創建。將各印刷軸看作從軸,通過電子齒輪功能塊MC_GearⅠn設定虛擬主軸和印刷從軸的電子齒輪比,以實現虛擬主軸與各印刷從軸之間的速度耦合,完成多軸同步控制。電子齒輪功能塊MC_GearⅠn如圖4所示,其中“Master”表示虛擬主軸,“Slave”表示印刷從軸,“RatioNumerator”與“RatioDenominator”分別表示虛擬主軸與印刷從軸的電子齒輪比的分子和分母,各印刷從軸的同步速度可根據該電子齒輪比確定。輸入/輸出牽引輥和裁切滾筒跟隨虛擬主軸速度,同樣采用電子齒輪耦合控制。
利用電子齒輪功能塊MC_GearⅠn輸入虛擬主軸與各印刷從軸的電子齒輪比之后,可通過調節虛擬主軸的速度來調節印刷從軸的速度,即能夠非常容易地實現主、從軸之間的同步控制[15]。虛擬主軸同步控制原理如圖5所示,LYP1050輪轉膠印機整機的速度由虛擬主軸控制。此外,電子齒輪功能塊MC_GearⅠn還可通過位置補償法來糾正印刷從軸的位置偏差。根據電子齒輪同步規則,假設虛擬主軸的給定位置為X1,印刷從軸的理想位置為Xm,其滿足X1/Xm=i(i為虛擬主軸與印刷從軸的電子齒輪比);伺服電機編碼器反饋的印刷從軸位置為X2,則印刷從軸的位置補償量ΔX =X2-Xm。
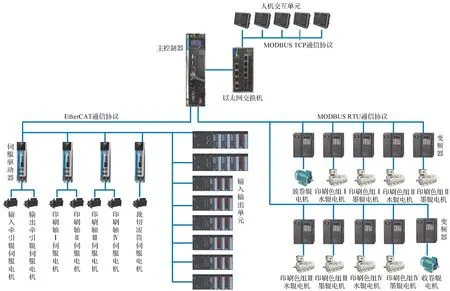
圖3 LYP1050輪轉膠印機控制系統硬件結構Fig.3 Hardware structure of control system of LYP1050 rotary offset press
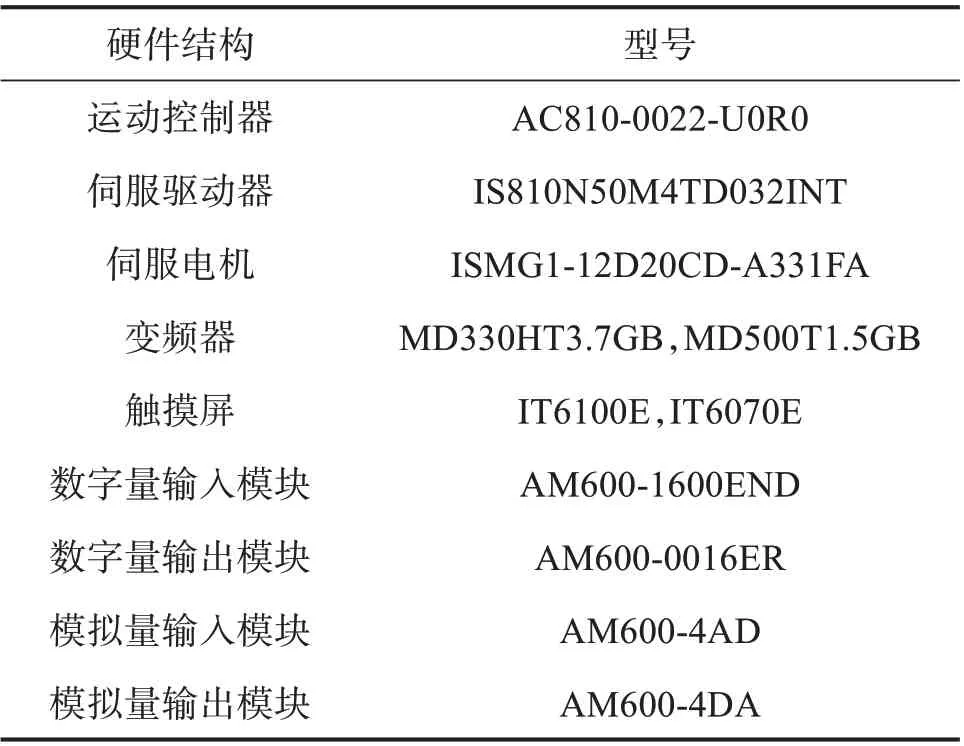
表1 LYP1050輪轉膠印機控制系統硬件結構型號Table 1 Hardware structure type of control system of LYP1050 rotary offset press

圖4 電子齒輪功能塊MC_GearInFig.4 Electronic gear function block MC_GearⅠn
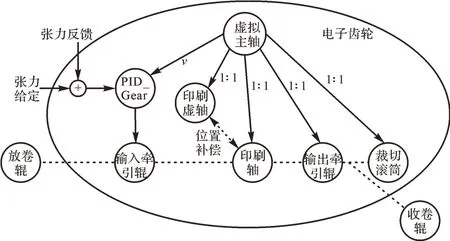
圖5 虛擬主軸同步控制原理Fig.5 Ⅴirtual spindle synchronization control principle
3.2 張力控制
在LYP1050 輪轉膠印機印刷過程中,紙帶張力會因紙卷形狀、印刷速度以及紙卷直徑等變化而變化[16-17],尤其在高速印刷時,紙帶張力的波動更為明顯。紙帶張力波動會導致圖像套色不準。因此,為滿足輪轉膠印機印刷質量、效率及可靠性的要求,必須確保張力控制的穩定性。
LYP1050輪轉膠印機的張力控制是通過控制紙帶線速度恒定來實現張力穩定。采用匯川AC810運動控制器來控制紙帶線速度:在接收到輸入/輸出牽引單元及收/放卷單元的擺桿電位器的反饋信號后,執行PⅠD(proportion integration differentiation,比例積分微分)控制并計算紙卷直徑,同時將計算結果以模擬量的形式傳送給MD330H 張力專用變頻器與ⅠS810N伺服驅動器。
放卷單元的閉環速度張力控制原理如圖6所示,其中虛擬主軸的線速度為v。匯川AC810 運動控制器通過MODBUS RTU 通信協議向MD330H 變頻器傳輸線速度信號。變頻器基于線速度v實時計算紙卷直徑R,并根據v=ω1R(紙卷角速度ω1=2πf1)計算同步頻率f1;MD330H變頻器的AⅠ1通道接收擺桿電位器反饋的張力信號后,基于同步頻率f1,利用PⅠD算法計算補償頻率f2,以控制MD330H變頻器的輸出頻率fg(fg=f1+f2)。
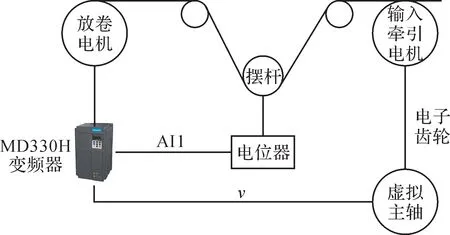
圖6 閉環速度張力控制原理Fig.6 Closed loop speed tension control principle
收卷單元收卷時的張力控制相對于放卷單元放卷時的張力控制僅增加了錐度控制。收卷張力隨紙卷直徑的增大而減小,其錐度控制的數學模型為:
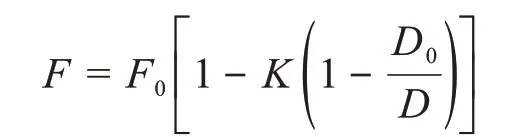
式中:F 為實際收卷張力,N;F0為設定的收卷張力,N;K 為錐度系數,%;D0為收卷輥直徑,mm,D0=100 mm;D為當前紙卷直徑,mm。
通過設置不同的K來控制收卷張力的遞減程度,從而滿足不同性能的印刷材料對收卷張力的要求。
輸入/輸出牽引單元同樣采用閉環速度張力控制,即由匯川AC810運動控制器編寫相應的功能塊,根據虛擬主軸速度計算輸入/輸出牽引輥的同步速度。同時,張力傳感器實時反饋張力,匯川AC810運動控制器基于張力給定值和張力反饋值的偏差,利用PⅠD算法計算補償速度(輸入/輸出牽引速度=同步速度+補償速度)。
3.3 自動套色控制
LYP1050輪轉膠印機的套色精度取決于套色誤差的檢測精度[18-19]。為實現各印刷色組的前后、左右四色套印,傳統膠印設備采用手動套色方法,即通過人工觀察各印刷色組的色標位置偏差,手動疊加適當的位置補償量,并通過AC810 運動控制器中的MC_MoveSuperⅠmposed 功能塊進行位置補償,此時位置補償量=目標位置-實際位置+手動補償量,其中目標位置為印刷軸的理論位置。由于手動套色效率低,且對印刷人員的要求比較高,難以滿足印刷速度和套色精度要求,本文提出一種基于光電眼色標傳感器的自動套色方案,其基本思想是色標位置偏差補償,可以準確檢測相鄰兩色的套色誤差。
光電眼色標傳感器安裝在印刷色組(除印刷色組Ⅰ之外)前側,印刷色組Ⅰ用于刊印黑色色標,其余印刷色組刊印不同顏色的色標。通過光電眼色標傳感器檢測紙帶邊緣的色標位置,當檢測到色標時,將獲得的色標信號轉換成脈沖信號,并通過高速輸入模塊DⅠ將其傳送至匯川AC810運動控制器中。然后,匯川AC810運動控制器調用探針功能指令HC_Probe-Control讀取并保存印刷軸的實際位置Lact,并與目標位置Ltar(標定的色標參考位置)進行比較。若兩者不一致,則對印刷軸進行位置偏差補償。此時,色標位置偏差量ΔL=目標位置Ltar-實際位置Lact。色標位置偏差補償方法如圖7 所示,匯川AC810 運動控制器利用位置疊加指令MC_MoveSuperⅠmposed 將位置偏差量ΔL與采集到的印刷軸實際位置Lact疊加,從而控制伺服電機以調節印刷軸的相對位置,從而保證不同印刷色組色標之間位置的一致性。自動套色控制原理如圖8所示。
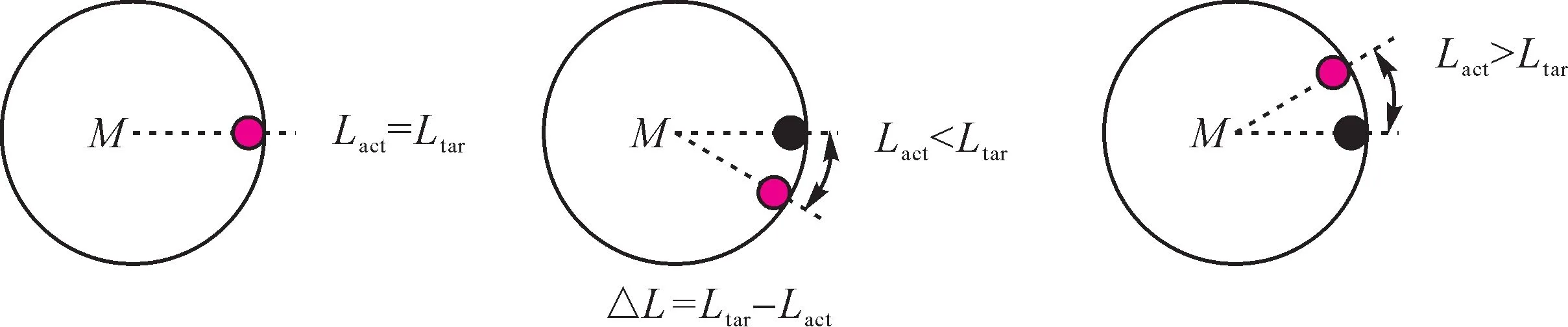
圖7 色標位置偏差補償方法Fig.7 Color mark position deviation compensation method
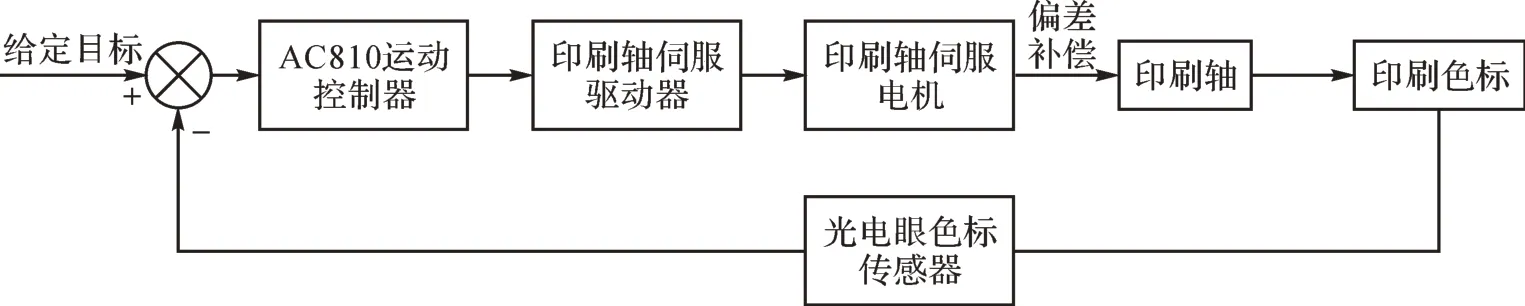
圖8 自動套色控制原理Fig.8 Automatic registration control principle
4 LYP1050輪轉膠印機控制系統軟件設計
4.1 下位機程序設計
基于編程軟件ⅠnoProShop,采用ST(structured text,結構化文本)編程語言設計LYP1050 輪轉膠印機控制系統的下位機程序,主要包括主控制程序、收放卷變頻控制程序、輸入/輸出牽引伺服控制程序、紙帶翻轉控制程序、收紙臺升降電機正反轉控制程序以及故障處理程序等。其中,主控制程序用于實現LYP1050輪轉膠印機的參數初始化、啟停、待機、版長設定、勻墨、洗墨、穿紙、加減速控制、預套準以及印刷軸數選擇等功能,其流程如圖9所示。
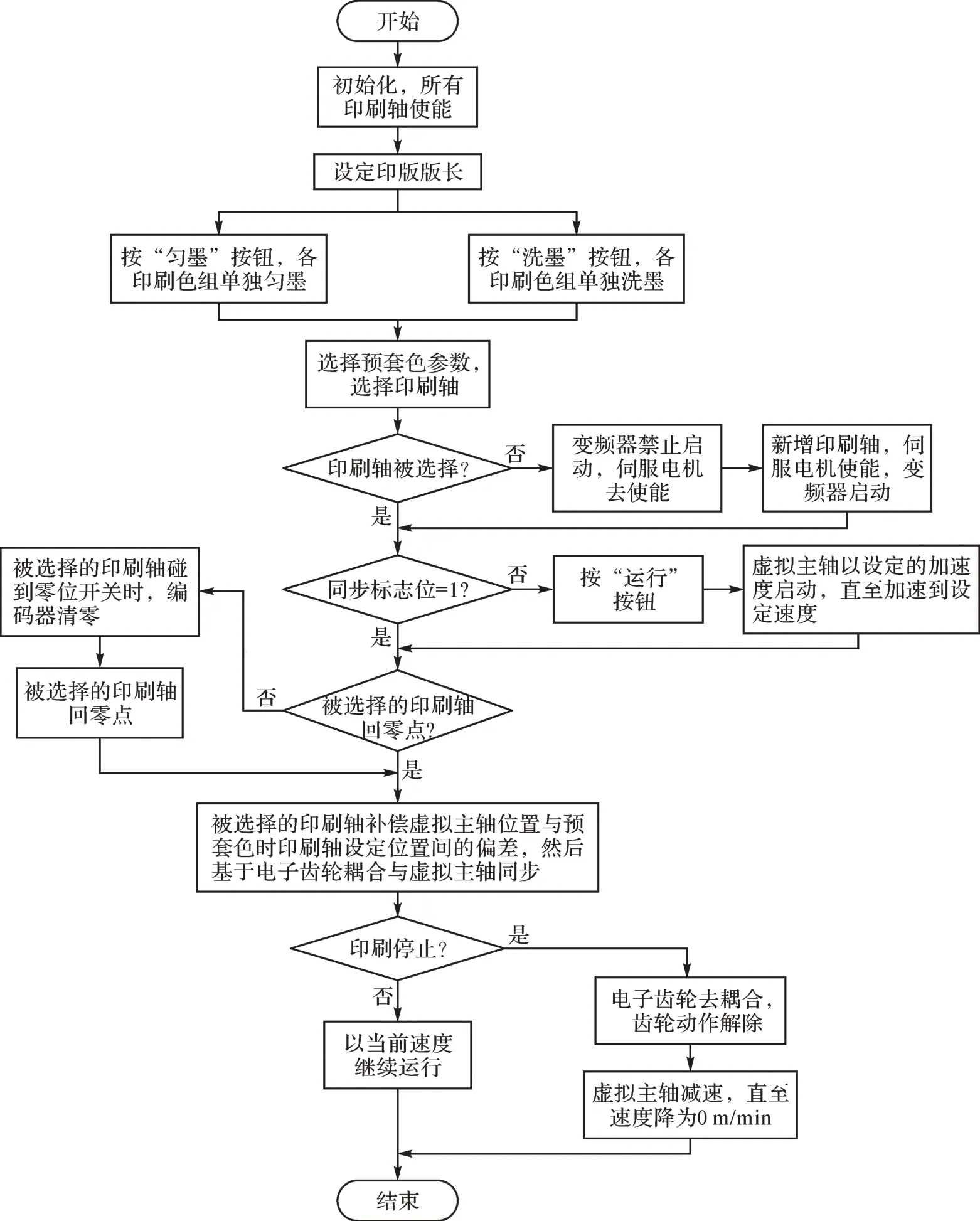
圖9 LYP1050輪轉膠印機控制系統主控制程序流程Fig.9 Main control program flow of LYP1050 rotary offset press control system
4.2 人機交互界面設計
LYP1050輪轉膠印機采用匯川ⅠT6000系列觸摸屏作為人機交互界面,包括主操作觸摸屏和各印刷色組操作屏。匯川ⅠT6000 系列觸摸屏支持MODBUS RTU通信協議,可自動、高效地與匯川AC810運動控制器通信。根據LYP1050 輪轉膠印機的操作需求,設計的主操作觸摸屏界面主要由登錄界面、主界面(見圖10)、參數設置界面、系統報警界面、套色控制界面、氣缸順序調整界面、張力曲線顯示界面以及扭矩曲線顯示界面等組成,各界面的功能如表2所示。
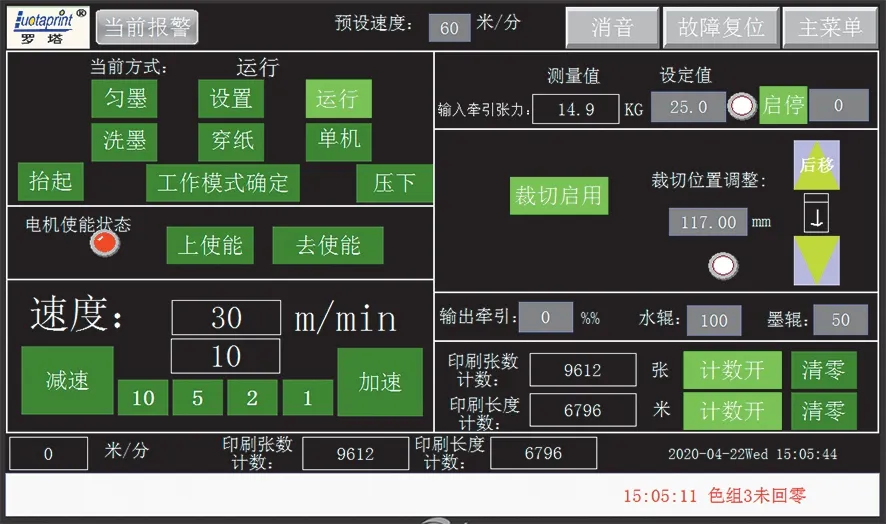
圖10 LYP1050輪轉膠印機主操作觸摸屏主界面Fig.10 Main interface of LYP1050 rotary offset press main operation touch screen
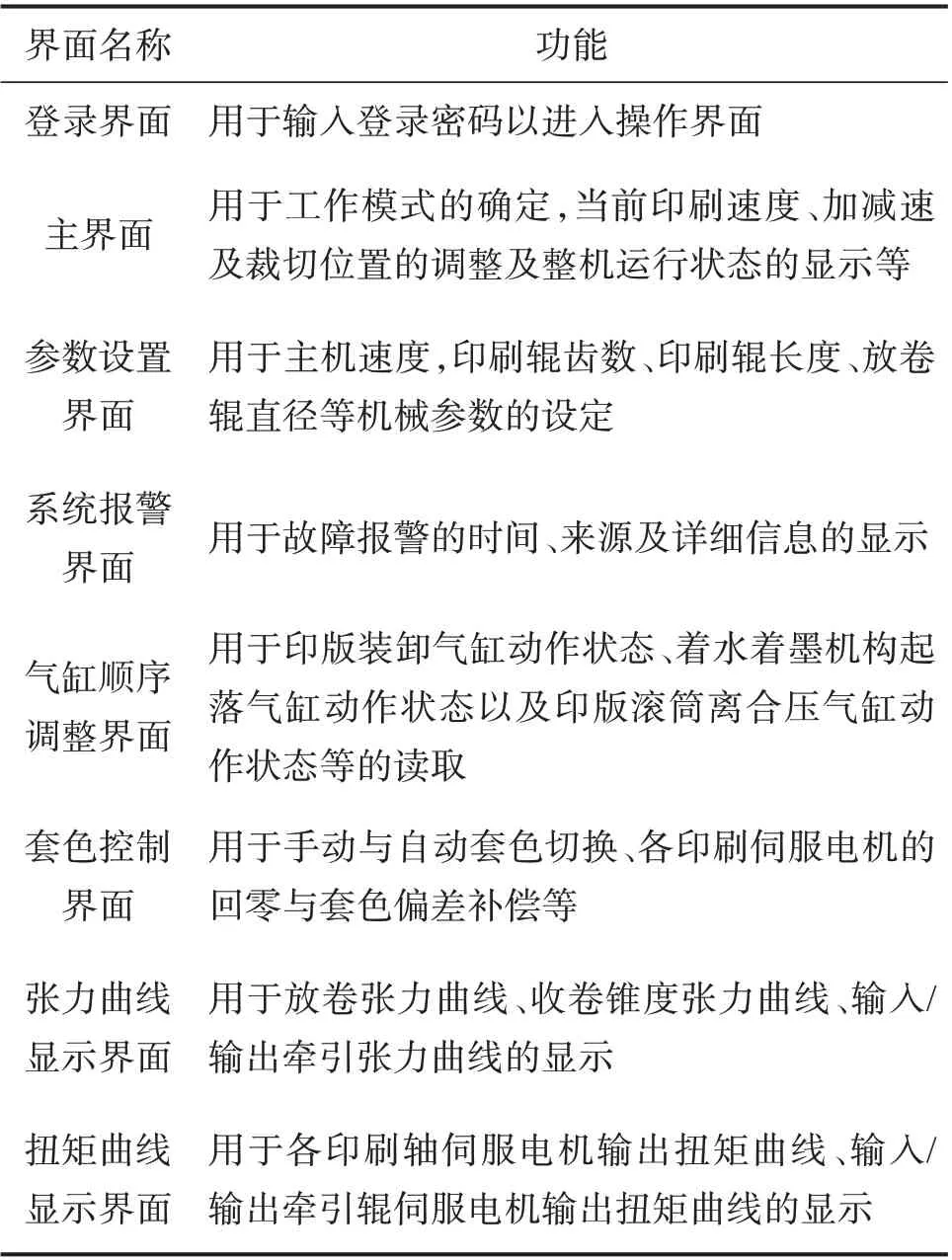
表2 LYP1050輪轉膠印機主操作觸摸屏界面及其功能Table 2 LYP1050 rotary offset press main operation touch screen interface and its functions
印刷色組觸摸屏可以實現印刷單元中4個印刷色組的獨立操作。各印刷色組操作屏界面主要包含功能顯示界面、印刷速度控制界面、水/墨輥控制界面、印版位置調整界面、工藝配方設置界面和氣缸狀態顯示界面等。其中,功能顯示界面上設有10個按鈕,用于各運行界面的進入與切換,如圖11所示。
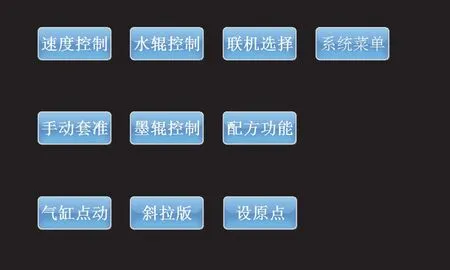
圖11 LYP1050輪轉膠印機印刷色組觸摸屏功能顯示界面Fig.11 Function display interface of LYP1050 rotary offset press printing color group touch screen
5 LYP1050輪轉膠印機套色試驗
套色精度是最能直觀評價LYP1050輪轉膠印機控制系統性能的指標。因此,以幅面寬度為1 050 mm的卷筒紙為承印材料,開展套色試驗。LYP1050輪轉膠印機樣機的工藝參數如表3所示。以LYP1050輪轉膠印機印刷色組Ⅰ的印刷色為基準,連續采集印刷色組Ⅱ,Ⅲ,Ⅳ的套色誤差,每個印刷色組各采集20個數據。利用MATLAB軟件對采集的數據進行處理并繪制套色誤差曲線,結果如圖12所示。
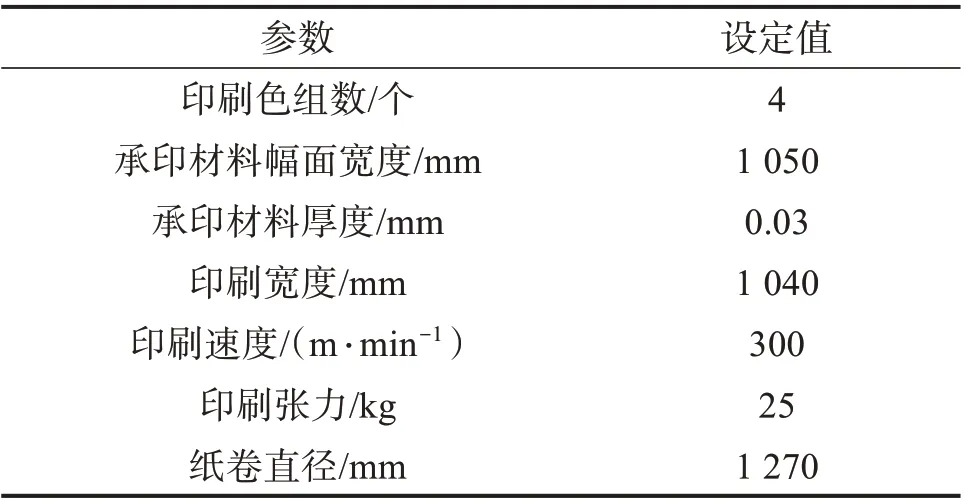
表3 LYP1050輪轉膠印機樣機工藝參數Table 3 Process parameters of LYP1050 rotary offset press prototype
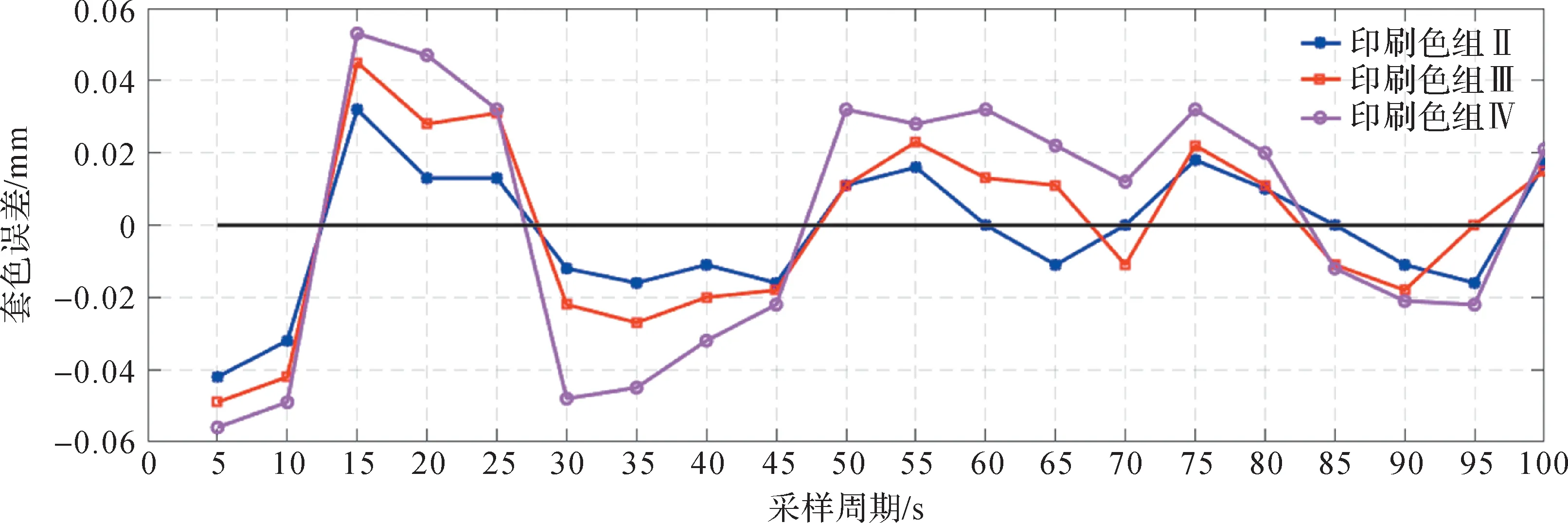
圖12 LYP1050輪轉膠印機樣機的套色誤差曲線Fig.12 Registration error of LYP1050 rotary offset press prototype
由圖12 可知,LYP1050 輪轉膠印機樣機各印刷色組的套色誤差曲線的波動趨勢大體相同,各印刷色組的初始套色誤差的波動幅度較大。這主要是因為LYP1050輪轉膠印機剛開始工作時正處于加速狀態,印刷速度變化導致印刷色組的張力發生波動;當經過11 個采樣周期后,LYP1050 輪轉膠印機的印刷速度已穩定,其印刷色組套色誤差的波動幅度明顯減小。此外,在印刷過程中,印刷色組Ⅱ,Ⅲ的張力波動會影響印刷色組Ⅳ的套色誤差,因此印刷色組Ⅳ較其他2個印刷色組的套色精度要低一些。在整個采樣周期過程中,除印刷色組Ⅳ在個別采樣周期的套色誤差略超過±0.05 mm 外,其他印刷色組的套色誤差都維持在±0.05 mm以內,完全滿足膠印設備套色要求。
6 結 論
針對LYP1050 輪轉膠印機,主要分析了其印刷工藝流程,完成了其整體硬件結構設計,并結合匯川組態軟件ⅠnoTouchPad和編程軟件ⅠnoProShop,設計了基于匯川AC810運動控制器的控制系統軟件。采用電子齒輪功能塊,實現了多軸同步運動;采用閉環速度張力控制方法,實現了收/放卷單元和輸入/輸出牽引單元的張力控制;提出了一種基于色標位置偏差補償的自動套色控制方法,有效解決了印刷設備在高速運行狀態下套色精度不高的問題。最后通過套色試驗對所設計的LYP1050輪轉膠印機控制系統的可靠性進行了驗證。試驗結果表明,在卷筒紙幅面寬度為1 050 mm、印刷速度為300 m/min 的情況下,LYP1050 輪轉膠印機樣機的套色精度為±0.05 mm,達到預定的套色精度要求。所設計的控制系統自動化水平較高,可極大地提升膠印機印刷效率和有效降低企業的生產成本。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04