氨法脫硫原煙道壓力高原因分析及故障排除
2021-05-06 08:05:44李麗
氮肥與合成氣 2021年5期
李 麗
(陜西未來能源化工有限公司, 陜西榆林 719000)
陜西榆林某公司設3臺480 t/h高溫高壓煤粉鍋爐,鍋爐煙氣脫硫系統1開1備,均采用氨法脫硫。脫硫系統按塔內飽和結晶工藝設計,吸收塔由濃縮段、吸收段和塔外氧化段組成,其中1層二級噴淋層、3層一級噴淋層、1層填料層、2層屋脊式除霧器,內部結構見圖1。
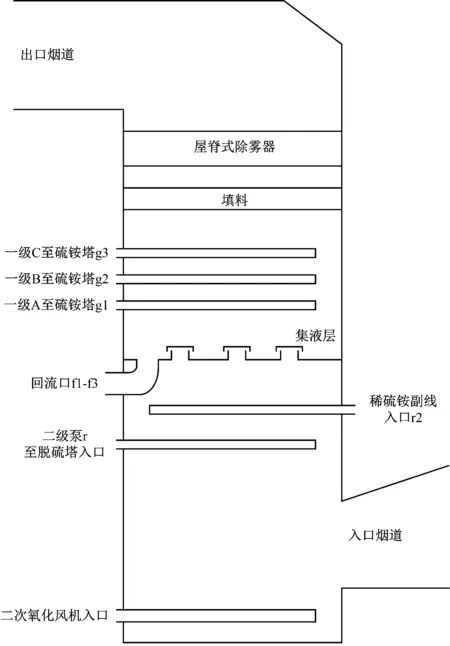
圖1 吸收塔塔內結構
鍋爐燃燒后的煙氣,經過布袋除塵器除塵后,進入2臺引風機加壓匯合至原煙道,通過脫硫塔進口擋板門進入吸收塔,分別經過二級噴淋層、升氣帽、一級噴淋層、填料層和除霧器,在塔內進行化學反應,以脫除煙氣中的二氧化硫。干凈的煙氣經過凈煙道及擋板門進入煙囪后排入大氣。管道及測點見圖2。
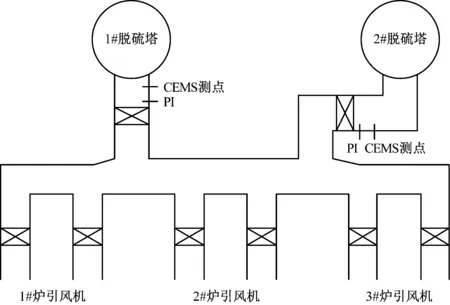
CEMS—固定污染源連續自動監測系統;PI—壓力測點。
1 故障經過
2019年6月中旬,1#脫硫系統超低排放改造施工,脫硫系統切換至2#脫硫系統運行。2019年11月3日,原煙道壓力逐漸升高,至11月8日壓力升高至3 500 Pa。查找原因并調整系統運行方式后,11月10日,原煙道壓力降低至2 100 Pa左右,隨后又緩慢升高,于11月14日升高至3 922 Pa。在2臺鍋爐負荷穩定情況下,2臺引風機電流升高,1#爐引風機出口的織物膨脹節外蒙皮撕裂。若原煙道壓力繼續升高,鍋爐將被迫停車。
2 故障排查
根據整個脫硫塔系統中煙氣流向和系統可能存在的阻力點,逐項排查分析壓力升高的原因。
2.1 脫硫塔原煙道煙氣壓力測點
設計脫硫系統時,在入口CEMS中設置了壓力測點(61PT01)和原煙道壓力測點(61PT02)。查看歷史趨勢,發現2個測點同時升高。后經儀表專業人員就地測量,確認壓力測點數值無誤。
2.2 備用鍋爐引風機運行
11月4日,運行人員發現引風機出口擋板關閉不嚴,煙氣倒流,造成備用鍋爐布袋除塵器及輸灰系統倉泵處出現凝結水[1],于是啟動備用鍋爐引風機。
原煙道壓力升高時間與風機啟動時間基本吻合,懷疑是由備用鍋爐引風機運行造成故障。降低引風機液偶執行器開度并且關閉出口擋板,煙道壓力無明顯改善;停運引風機后煙道壓力未下降反而繼續升高,排除該原因。
2.3 脫硫塔入口煙道干濕交界面硫酸銨結晶堵塞
因脫硫塔采用塔內飽和結晶工藝,在運行過程中,二級循環系統的過飽和漿液在噴淋過程中容易在入口煙道處的高溫煙氣蒸發作用下結晶[2],形成硫酸銨,長時間積累會堵塞入口煙道,造成煙氣流通界面減少,煙道壓力升高。脫硫塔入口煙道設計有消防降溫噴淋和煙道沖洗管道,開啟煙道沖洗和消防噴淋閥門,煙道壓力未出現變化。在入口煙道處切孔,進行入口煙道疏通,經排查煙道底部無硫酸銨積料堵塞。
2.4 升氣帽及下方堵塞
脫硫塔分為上部吸收段和下部濃縮段。上下兩段被集液層分隔,集液層采用玻璃鋼底板,中間分布若干升氣帽。入口煙氣在濃縮段與二級循環系統發生化學反應,交換熱量后從升氣帽中間向上流入吸收段。
集液層下方布置有稀硫銨副線噴淋和塔壁沖洗噴淋管。稀硫銨副線噴淋設計為2種結構形式,四周分布90°螺旋噴嘴向下噴淋,中間分布120°螺旋噴嘴向上噴淋。正常運行時稀硫銨副線使用密度較低(1.12~1.14 g/mL)的一級循環液進行噴淋[3],沖洗集液層底部以避免硫酸銨堆積。由于脫硫系統液位異常升高,為降低濃縮段液位,提高一級循環液密度,將密度為1.25 g/mL的二級循環飽和液臨時接至稀硫銨副線。在投用稀硫銨副線沖洗時,向上噴淋的漿液在熱煙氣干燥下堆積于集液層下方,堵塞升氣帽,造成煙氣流通面積減少。隨著運行時間增加,堵塞面積增大,原煙道壓力升高。
2.5 除霧器堵塞
除霧器安裝在脫硫塔頂部,并設置有前、后壓力測點監控除霧器壓差,查看并分析監控數據,發現除霧器前壓力在250~390 Pa之間變化,壓差基本保持不變。開啟除霧器沖洗水多次沖洗除霧器[4],除霧器壓力降低至200 Pa左右時,原煙道壓力基本無變化,排除除霧器堵塞的原因。
3 解決措施
通過排查及分析,確定故障原因為:集液層下方堆積的硫酸銨結晶,造成煙氣流通面積減少,使原煙道壓力升高。為此,調整脫硫系統運行方式予以解決。
3.1 降低一級循環液的密度
將改造后的稀硫銨副線恢復使用密度較低(≤1.18 g/mL)的一級循環液進行噴淋,通過工藝補水將一級循環液的密度由1.21 g/mL降低至1.14 g/mL。
3.2 加大稀硫銨副線沖洗頻次
在降低稀硫銨副線噴淋液密度的同時,加大稀硫銨副線沖洗頻次,減少硫酸銨結晶堆積,增大煙氣流通面積,降低原煙道壓力。增大沖洗頻次后,由于煙道壓力下降,運行人員不再降低一級循環液密度,并減少了沖洗頻次,造成原煙道壓力重新升高,相關數據記錄見表1。
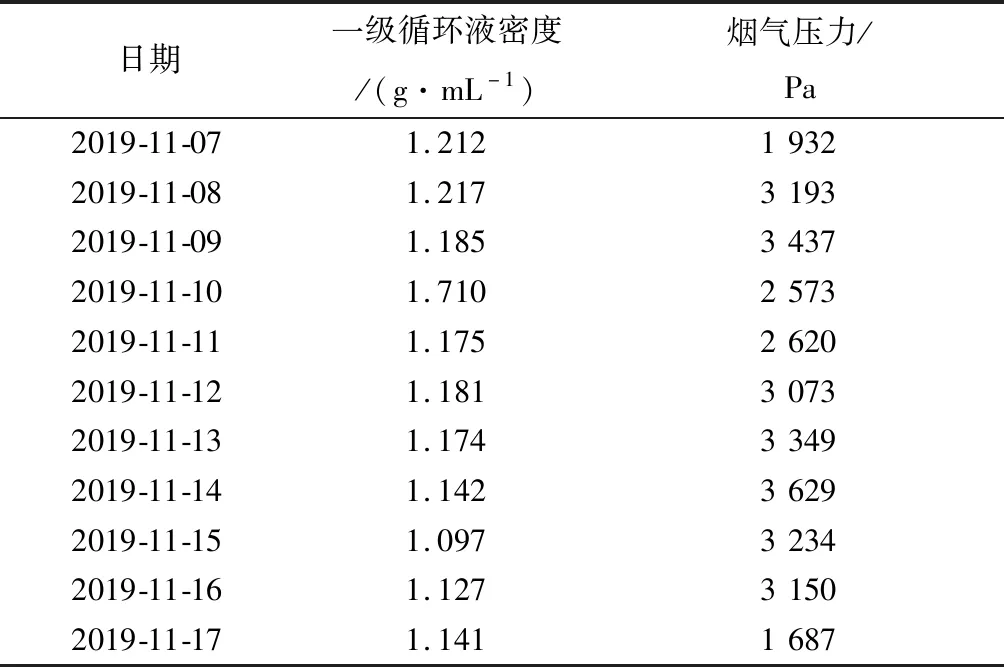
表1 一級循環液密度及煙氣壓力變化趨勢
4 結語
此次原煙道壓力持續升高了10 d,造成運行鍋爐引風機電流升高,煤粉鍋爐爐膛壓力正壓運行,給整個化工系統的長周期穩定運行帶來了安全隱患。之后,采取一系列措施,降低了原煙道壓力,脫硫系統恢復正常運行。脫硫系統運行必須控制一級循環液密度在1.18 g/mL以下,同時,設置合理稀硫銨副線沖洗頻次和間隔,監控煙道壓力參數,避免此類情況再次發生。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
家庭影院技術(2017年9期)2017-09-26 03:41:45
當代化工研究(2016年9期)2016-03-20 16:22:15
