高純稀土釔靶材焊接技術(shù)
2021-06-09 07:02:12徐國(guó)進(jìn)張巧霞羅俊鋒李勇軍滕海濤熊曉東
焊接 2021年3期
關(guān)鍵詞:界面
徐國(guó)進(jìn), 張巧霞, 羅俊鋒, 李勇軍, 滕海濤, 熊曉東
(1.有研億金新材料有限公司,北京 102200;2.北京市高純金屬濺射靶材工程技術(shù)研究中心, 北京 102200)
0 前言
隨著集成電路產(chǎn)業(yè)的飛速發(fā)展,中芯國(guó)際已于2019年底實(shí)現(xiàn)14 nm制程的量產(chǎn),下一步將努力實(shí)現(xiàn)對(duì)7 nm的量產(chǎn),英特爾將于2021年由10 nm制程升級(jí)到7 nm 極紫外光刻(EUV)工藝,臺(tái)積電5 nm制程預(yù)計(jì)2020年實(shí)現(xiàn)量產(chǎn),三星在2021年將量產(chǎn)更先進(jìn)的3 nm GAA制程。隨著制程節(jié)點(diǎn)的減小,MOSFET器件尺寸不斷縮小,同時(shí)性能不斷提高,作為柵介質(zhì)層的二氧化硅膜厚也隨之減薄,但膜厚降到納米數(shù)量級(jí)以下時(shí),電子的直接隧穿效應(yīng)導(dǎo)致器件的漏電流增加,同時(shí)出現(xiàn)擊穿及雜質(zhì)向硅襯底的擴(kuò)散等問(wèn)題[1-2],這將嚴(yán)重影響器件的可靠性及壽命,需要采用高K柵介質(zhì)材料來(lái)取代傳統(tǒng)SiO2材料[3-4]。因稀土金屬La,Y,Pr,Ce等的氧化物[5-6]具有高介電常數(shù)、高熱穩(wěn)定性及對(duì)硅中的空穴和電子具有高能勢(shì)壘,是先進(jìn)制程理想的高K柵介質(zhì)材料。隨著PVD薄膜制備技術(shù)的發(fā)展,采用磁控濺射[7-8]方式制備高質(zhì)量薄膜材料在半導(dǎo)體產(chǎn)業(yè)中得到廣泛應(yīng)用,稀土靶材作為功能性薄膜制備用原材料,需求在快速增長(zhǎng)。濺射靶材常用的綁定技術(shù)包括機(jī)械連接、釬焊、膠粘結(jié)、擴(kuò)散焊、電子束焊和爆炸焊,不同的綁定技術(shù)一般應(yīng)用于特定的材料和靶材結(jié)構(gòu)型式[9-11]。靶材的釬焊技術(shù)是目前應(yīng)用最廣泛綁定技術(shù),大部分材料靶材都可以采用該技術(shù)進(jìn)行綁定連接,但在大功率濺射中,因受焊料熔點(diǎn)的局限,需要采用擴(kuò)散焊接的方式對(duì)靶材和背板進(jìn)行綁定。目前,關(guān)于異質(zhì)金屬靶材焊接研究的論文較多[12-16],如Ti/Cu,Au/Cu,Ti/Al,Al/Cu等異種材料間的焊接,對(duì)于稀土靶材異質(zhì)金屬間的焊接研究鮮有報(bào)道,文中以La系稀土金屬中的釔為研究對(duì)象,采用釬焊和擴(kuò)散焊接2種綁定方式,開(kāi)展稀土釔靶材的焊接技術(shù)研究,為制備大尺寸高性能稀土靶材提供依據(jù)。
1 試驗(yàn)及其檢測(cè)方法
文中選取純度為99.99%的稀土釔靶、銅背板和6061Al背板為原材料進(jìn)行試驗(yàn)。采用MUCT-1000S型超聲無(wú)損檢測(cè)設(shè)備進(jìn)行焊合率檢測(cè);焊接強(qiáng)度采用GB/T 7314—2017標(biāo)準(zhǔn)在WDW-300型電子萬(wàn)能試驗(yàn)機(jī)上測(cè)試,使用JSM-IT500HR型掃描電鏡觀察稀土釔靶材與背板間的界面擴(kuò)散情況。
2 結(jié)果與討論
將焊接試樣稀土釔靶材和背板加工至尺寸φ100 mm×8 mm。試驗(yàn)采用最為常用的高純In作為焊料進(jìn)行稀土釔靶材與銅背板間的綁定試驗(yàn)。采用高純稀土釔與6061Al背板進(jìn)行擴(kuò)散焊接試驗(yàn)。
2.1 稀土釔與銅背板釬焊焊接性能的研究
2.1.1稀土釔靶材的浸潤(rùn)性能
圖1采用φ100 mm×8 mm的稀土釔靶材測(cè)試焊料與靶材的浸潤(rùn)性,如圖1a所示,高純In焊料與釔靶材的浸潤(rùn)性較差,無(wú)法浸潤(rùn),為提高稀土釔靶材的綁定質(zhì)量,對(duì)靶材進(jìn)行金屬化鍍Ni處理,改善靶材的浸潤(rùn)性能。經(jīng)金屬化處理后,In焊料與靶材的不浸潤(rùn)問(wèn)題得到解決,如圖1b所示。
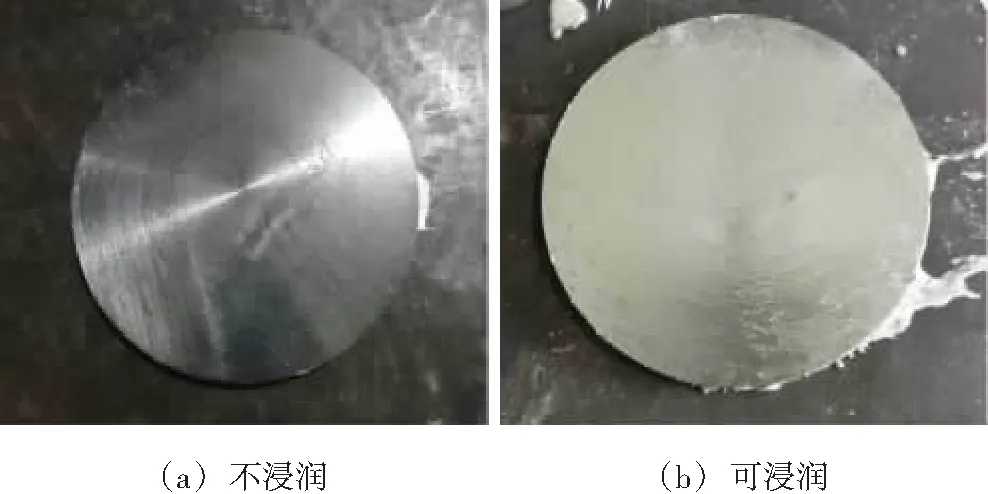
圖1 稀土釔靶材焊接浸潤(rùn)性試驗(yàn)
2.1.2焊接溫度對(duì)稀土釔靶材釬焊性能的影響
在稀土釔靶材(φ100 mm×8 mm)焊接面進(jìn)行金屬化鍍Ni處理,提高稀土釔的焊接性能,對(duì)稀土釔靶材和銅背板在不同的焊接溫度下進(jìn)行綁定試驗(yàn),試驗(yàn)參數(shù)及結(jié)果見(jiàn)表1,焊合率圖如圖2所示。

表1 釬焊焊接試驗(yàn)參數(shù)及結(jié)果

圖2 稀土釔靶材焊合率
稀土釔靶材與銅背板釬焊焊合率隨著焊接溫度的升高而增加,在260 ℃時(shí)焊接溫度最高達(dá)到99.95%,最大單傷最小達(dá)到0.05%。隨著溫度的升高,In焊料的流動(dòng)性增加,提高了靶材的焊合率,但是過(guò)高的焊接溫度會(huì)引起高純In材料的氧化,增加高純In的用量,設(shè)備能耗增加。釬焊靶材焊合率一般要求達(dá)到焊合率≥95%,最大單傷≤2%,考慮到焊接質(zhì)量及成本,稀土釔靶材的最佳焊接溫度范圍為220~240 ℃。
2.1.3稀土釔與銅背板焊接強(qiáng)度及焊接界面分析
對(duì)4號(hào)稀土釔靶材機(jī)加工制備焊接強(qiáng)度測(cè)試試樣,試樣尺寸如圖3所示,測(cè)試稀土釔靶材焊接強(qiáng)度,檢測(cè)結(jié)果見(jiàn)表2,稀土釔靶材的焊接強(qiáng)度為8 MPa,達(dá)到常規(guī)釬焊靶材的焊接強(qiáng)度(≥5 MPa)要求。
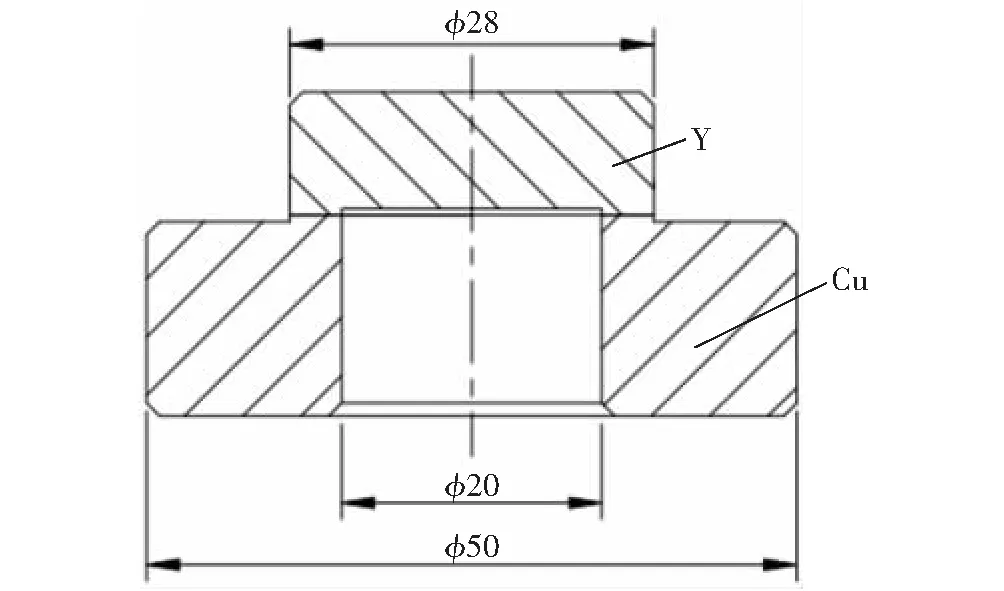
圖3 焊接強(qiáng)度測(cè)試試樣

表2 4號(hào)樣件焊接強(qiáng)度測(cè)試結(jié)果
稀土釔材料活性高,需要分析焊接界面材料的反應(yīng)情況,對(duì)焊接試樣沿直徑方向取樣做焊接界面分析,如圖4所示。EDS能譜顯示,稀土釔與In焊料未發(fā)生明顯的反應(yīng)污染,這是由于稀土釔與In焊料間的金屬化Ni層起到了阻擋層的作用,將稀土釔與In焊料隔離開(kāi)。
2.2 稀土釔與6061Al背板擴(kuò)散焊接性能的研究
2.2.1稀土釔與6061Al背板擴(kuò)散焊接設(shè)計(jì)
對(duì)稀土釔靶材焊接面進(jìn)行金屬化設(shè)計(jì),將稀土釔靶材與6061Al背板配合裝入包套內(nèi),并對(duì)包套進(jìn)行電子束真空封焊加工,對(duì)真空封焊后的樣件進(jìn)行熱等靜壓(HIP)試驗(yàn)。封焊后包套及靶材截面結(jié)構(gòu)圖如圖5所示。等靜壓試驗(yàn)設(shè)計(jì)及參數(shù)見(jiàn)表3。

表3 熱等靜壓試驗(yàn)參數(shù)
2.2.2稀土釔與6061Al背板焊接強(qiáng)度及焊接界面分析
對(duì)擴(kuò)散焊接樣品進(jìn)行解包套,對(duì)1~4號(hào)試樣進(jìn)行焊合率檢測(cè),并制備焊接強(qiáng)度測(cè)試試樣,測(cè)試焊接強(qiáng)度。焊合率及焊接強(qiáng)度數(shù)據(jù)見(jiàn)表4。
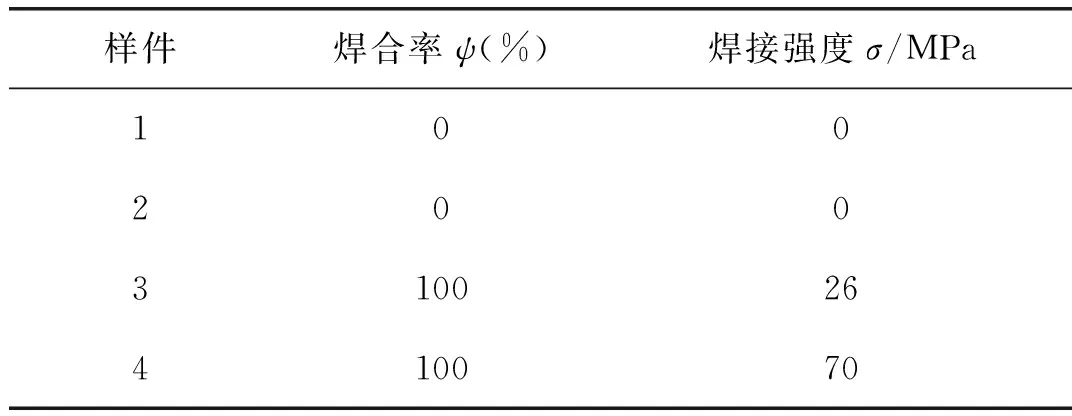
表4 1~4號(hào)樣件焊合率及焊接強(qiáng)度結(jié)果
對(duì)擴(kuò)散焊接后樣件機(jī)加工去除包套,1號(hào)和2號(hào)高純稀土釔靶材與6061Al背板直接分離,靶材與背板未發(fā)生焊合;對(duì)3號(hào)和4號(hào)試樣加工焊接強(qiáng)度測(cè)試試樣,試樣尺寸如圖3所示,并進(jìn)行焊接強(qiáng)度測(cè)試,焊接強(qiáng)度分別為26 MPa和70 MPa,3號(hào)未達(dá)到高強(qiáng)度焊接,但焊接強(qiáng)度明顯高于釬焊焊接強(qiáng)度。1號(hào)試樣焊接溫度偏低,未發(fā)生擴(kuò)散連接;升高溫度至300 ℃,2號(hào)試樣與背板也未發(fā)生擴(kuò)散連接,而3號(hào)試樣與背板間發(fā)生了擴(kuò)散焊接,焊合率為100%,焊接強(qiáng)度為26 MPa,主要為3號(hào)試樣稀土釔與背板間增加了Ni薄膜,提高了界面的活性,但是焊接溫度偏低;4號(hào)試樣中稀土釔材料與背板發(fā)生了擴(kuò)散焊合,焊合率為100%,同時(shí)達(dá)到了高焊接強(qiáng)度。
對(duì)3號(hào)和4號(hào)擴(kuò)散焊接樣件沿直徑方向取樣做焊接界面分析試樣,采用能譜儀對(duì)3號(hào)和4號(hào)焊接界面進(jìn)行線掃描成分分析,結(jié)果如圖6和圖7所示。經(jīng)過(guò)熱等靜壓后,焊接界面緊密結(jié)合。300 ℃擴(kuò)散焊接的3號(hào)樣件界面間發(fā)生擴(kuò)散,擴(kuò)散區(qū)深度約為3 μm,擴(kuò)散深度較少,導(dǎo)致焊接強(qiáng)度較低;400 ℃擴(kuò)散焊接的4號(hào)樣件界面間發(fā)生擴(kuò)散,擴(kuò)散區(qū)深度約為8 μm,各成分在焊接界面區(qū)域形成了一個(gè)成分逐漸變化互擴(kuò)散層,在分布曲線上無(wú)平臺(tái)出現(xiàn),表明焊接界面區(qū)域?yàn)榛U(kuò)散形成的固溶體,未形成金屬間化合物,焊接強(qiáng)度較高為70 MPa。若溫度繼續(xù)升高,擴(kuò)散區(qū)深度繼續(xù)增加,在擴(kuò)散區(qū)可能發(fā)生固相反應(yīng)擴(kuò)散,形成具有穩(wěn)定成分的金屬間化合物,導(dǎo)致焊接強(qiáng)度降低,具體溫度臨界點(diǎn)需要進(jìn)一步詳細(xì)試驗(yàn)分析。
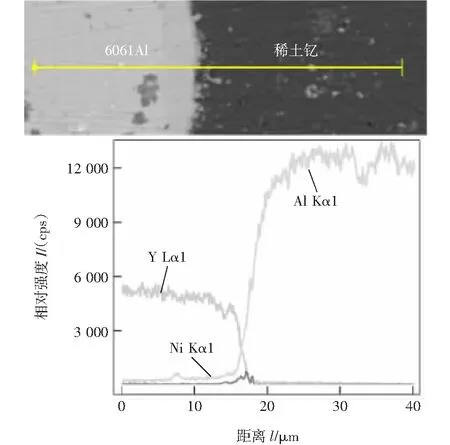
圖6 3號(hào)樣件焊接界面擴(kuò)散線掃描圖
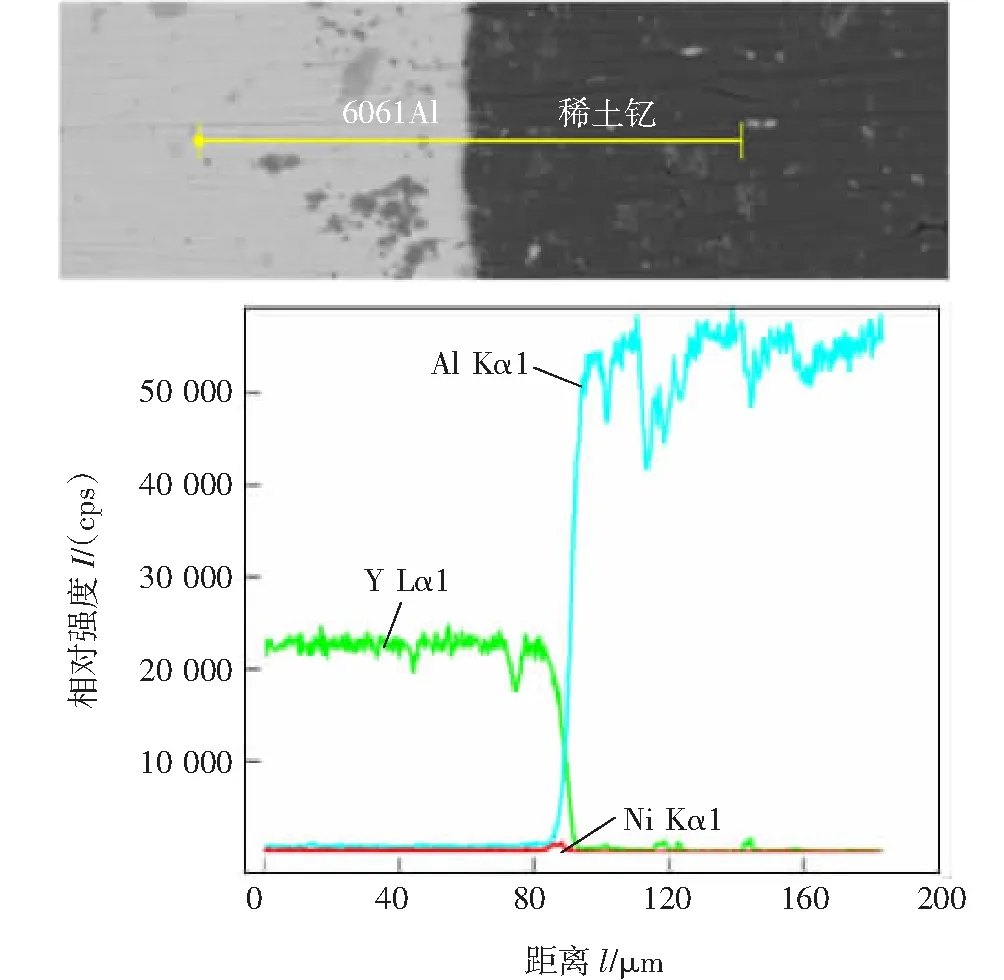
圖7 4號(hào)樣件焊接界面擴(kuò)散線掃描圖
3 結(jié)論
(1)稀土釔靶材釬焊性能較差,需要進(jìn)行金屬化處理來(lái)提高焊接性能。
(2)稀土釔靶材釬焊焊合率隨焊接溫度的升高而提高,稀土釔靶材最佳釬焊溫度為220~240 ℃,焊接質(zhì)量達(dá)到常規(guī)釬焊焊接要求。
(3)稀土釔靶材擴(kuò)散焊接強(qiáng)度明顯高于釬焊焊接強(qiáng)度,在HIP溫度400 ℃,壓力110 MPa,保溫3 h時(shí),靶材的焊接強(qiáng)度達(dá)到70 MPa,實(shí)現(xiàn)擴(kuò)散焊接,得到高焊接強(qiáng)度靶材。
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(bào)(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國(guó)材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04