基于機(jī)器視覺技術(shù)的工件尺寸測量實(shí)訓(xùn)教學(xué)項(xiàng)目設(shè)計(jì)
2021-06-28 00:42:01張?zhí)K新韓仲洋黃天宇張?jiān)脐?/span>
現(xiàn)代信息科技 2021年1期
關(guān)鍵詞:機(jī)器視覺
張?zhí)K新 韓仲洋 黃天宇 張?jiān)脐?/p>
摘? 要:通過對機(jī)器視覺硬件電路的設(shè)計(jì),同時(shí)使用VisionPro軟件進(jìn)行工件尺寸測量的編程設(shè)計(jì),完成了工件尺寸測量實(shí)訓(xùn)教學(xué)項(xiàng)目的設(shè)計(jì),具體完成了工件的長度、角度、孔徑和直徑的尺寸測量。該實(shí)訓(xùn)項(xiàng)目包含了工件測量的常用測量變量,對于通過VisionPro軟件進(jìn)行工件測量的教學(xué)具有良好的教學(xué)效果,能夠讓學(xué)生更好地掌握機(jī)器視覺檢測的應(yīng)用。
關(guān)鍵詞:機(jī)器視覺;實(shí)訓(xùn)教學(xué)項(xiàng)目;VisionPro
中圖分類號:TP391.41? ? ? ?文獻(xiàn)標(biāo)識碼:A 文章編號:2096-4706(2021)01-0149-04
Design of Practical Teaching Project of Workpiece Dimension Measurement
Based on Machine Vision Technology
ZHANG Suxin,HAN Zhongyang,HUANG Tianyu,ZHANG Yunhao
(Suzhou Vocational University,Suzhou? 215104,China)
Abstract:By the means of designing of machine vision hardware circuit,and making the programming design of workpiece dimension measurement by VisionPro software,the design of practical teaching project of workpiece dimension measurement is completed. For more,the dimension measurement of the length,angle,aperture and diameter of the workpiece are completed. The training project includes the common measurement variables of the workpiece measurement. Which has good teaching effect for the teaching to measure the workpiece through VisionPro software,and can make students better master the application of machine vision detection.
Keywords:machine vision;practical teaching project;VisionPro
0? 引? 言
傳統(tǒng)的工件尺寸測量都是檢測技術(shù)員借助儀器儀表完成的。在測量過程中,檢測人員會去觸碰工件,采用不同的測量方法。流水線上不斷重復(fù)的測量會令檢測人員出現(xiàn)視覺疲勞,另外有一些檢測是在惡劣危險(xiǎn)的環(huán)境中進(jìn)行,這些都會導(dǎo)致人工測量存在一定的誤差,尤其是對高速運(yùn)轉(zhuǎn)的物體,不僅在檢測時(shí)會產(chǎn)生較大的誤差,同時(shí)還會使工件的生產(chǎn)工藝產(chǎn)生誤差,導(dǎo)致生產(chǎn)出不合格工件。另外,人工檢測需要聘用長期穩(wěn)定的工作人員,而當(dāng)前的人力成本又在不斷增加,不利于生產(chǎn)成本的控制。隨著機(jī)器視覺檢測技術(shù)的快速發(fā)展,市場價(jià)格勢必會逐漸降低,越來越多的企業(yè)會堅(jiān)決果斷地采用機(jī)器視覺檢測代替人工檢測,從而大大減少人力成本的投入,因此機(jī)器視覺檢測將是大勢所趨。
本文在設(shè)計(jì)的機(jī)器視覺硬件系統(tǒng)的基礎(chǔ)上,設(shè)計(jì)了工件測量實(shí)訓(xùn)教學(xué)項(xiàng)目,實(shí)現(xiàn)了工件的長度、寬度、半徑、圓心距和角度的尺寸測量,該實(shí)訓(xùn)項(xiàng)目基本包含了工件檢測的常用測量變量,能夠讓學(xué)生更好地掌握機(jī)器視覺檢測的應(yīng)用。
1? 機(jī)器視覺硬件構(gòu)成
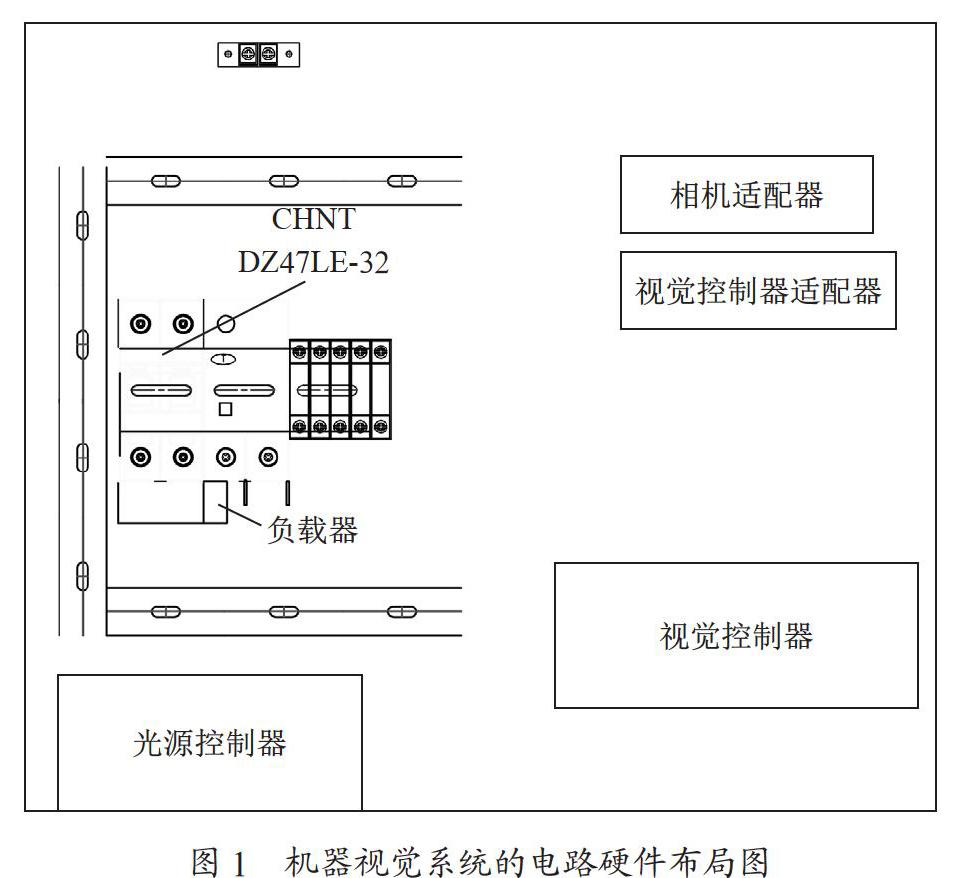
機(jī)器視覺系統(tǒng)的電路硬件布局圖如圖1所示,電控盤上分別安裝了光源控制器、視覺控制器、視覺控制器適配器、相機(jī)適配器等元器件。
斷路器主要是對電路220 V交流電壓起通斷作用,在機(jī)器視覺系統(tǒng)不工作時(shí)將其斷電;在機(jī)器視覺系統(tǒng)恢復(fù)工作時(shí)再將其接通。在滿足基本的過壓和過流的同時(shí),斷路器自身帶有漏電保護(hù)功能,當(dāng)電路中存在漏電現(xiàn)象時(shí),系統(tǒng)能夠自動切斷電路,保證了電路的穩(wěn)定運(yùn)行。由于需要有三路供電系統(tǒng),因此配置了接線端子,將220 V交流電壓分成3路分別對相機(jī)適配器、視覺控制器適配器和光源控制器供電。
工業(yè)相機(jī)不能直接連接220 V交流電,需要由24 V直流電壓供電,因此相機(jī)適配器連接220 V交流電壓,將220 V交流電壓轉(zhuǎn)換為24 V直流電壓給工業(yè)相機(jī)提供電源。工業(yè)相機(jī)需要架在支撐架上方,將采集到的圖像傳遞給視覺控制器。
同理,視覺控制器也需要24 V直流電壓,因此通過視覺控制器適配器連接220 V交流電壓,將其轉(zhuǎn)換為24 V直流電壓給視覺控制器提供電源。視覺控制器主要對整個(gè)系統(tǒng)進(jìn)行控制,主要功能是將工業(yè)相機(jī)傳遞過來的數(shù)據(jù)進(jìn)行處理,并將處理后的信號傳遞給PC上位機(jī),提供給軟件數(shù)據(jù)源,通過軟件對數(shù)據(jù)進(jìn)行進(jìn)一步的處理。
光源控制器不需要通過24 V直流電壓供電,可以直接連接220 V交流電。光源控制器主要調(diào)整光量的大小和光的顏色,可以實(shí)現(xiàn)對光亮度值的調(diào)整,同時(shí)可以提供兩個(gè)通道,顏色上可以實(shí)現(xiàn)白光、藍(lán)光和黃光的選擇。
2? 軟件設(shè)計(jì)
2.1? VisionPro軟件簡介
VisionPro是一款用于具有挑戰(zhàn)性的二維和三維視覺應(yīng)用的計(jì)算機(jī)視覺軟件,主要用于設(shè)置和部署視覺應(yīng)用(無論是使用相機(jī)還是圖像采集卡)。用戶可以借助VisionPro實(shí)現(xiàn)各種功能,包括幾何對象的定位、識別、測量和對準(zhǔn),以及針對半導(dǎo)體和電子產(chǎn)品應(yīng)用的專用功能。
2.2? 工件尺寸測量
測量工件尺寸時(shí),圖像采集系統(tǒng)在理想狀態(tài)下采用背光打光方式,要求精確采集到黑白分明的產(chǎn)品輪廓,利用機(jī)器視覺硬件系統(tǒng)定位采集對象并對其進(jìn)行測量。
2.2.1? 凹槽和整體寬度
求兩個(gè)四槽寬度和工件的整體寬度D1,D2,D3,其具體步驟為:
Stepl:打開VisionPro軟件,雙擊CogJobl進(jìn)入界面。
Step2:雙擊Image Souse打開界面,圖像默認(rèn)路輕為CIProgramFiesCogneVisinProOlmages.選擇名為bracket std的文件,單擊打開該文件。
Step3:關(guān)閉圖像窗口,單擊左上角的“運(yùn)行”按鈕。
Step4:單擊“工具箱”按鈕,雙擊“CogCaliperTool”添加卡尺工具,將Image Souse的Outputlmage連接到Cog-CaliperTool1的InputImage,進(jìn)行數(shù)據(jù)傳遞,將圖像傳遞到CogCaliperTool中。
Step6:雙擊“CogCaliperTool1”工具圖標(biāo),進(jìn)入Cog-CaliperTool工具界面。
注:對于出現(xiàn)的手柄,其中查找到的邊緣與投影方向平行,沿著掃描方向,確定邊緣兩側(cè)極性的變化。
Step7:調(diào)整手柄的大小和位置,邊緣模式選擇邊緣對,邊緣對寬度設(shè)置為50。其中,小于對比度閾值的邊會被忽略,大于對比度閾值的邊會被保留。過濾一半?yún)?shù)主要用于邊緣篩選,其目的是消除噪聲和增強(qiáng)峰值。單擊左上角的“運(yùn)行”按鈕,從右上角的下拉菜單中選擇LastRunInputlmage顯示界面
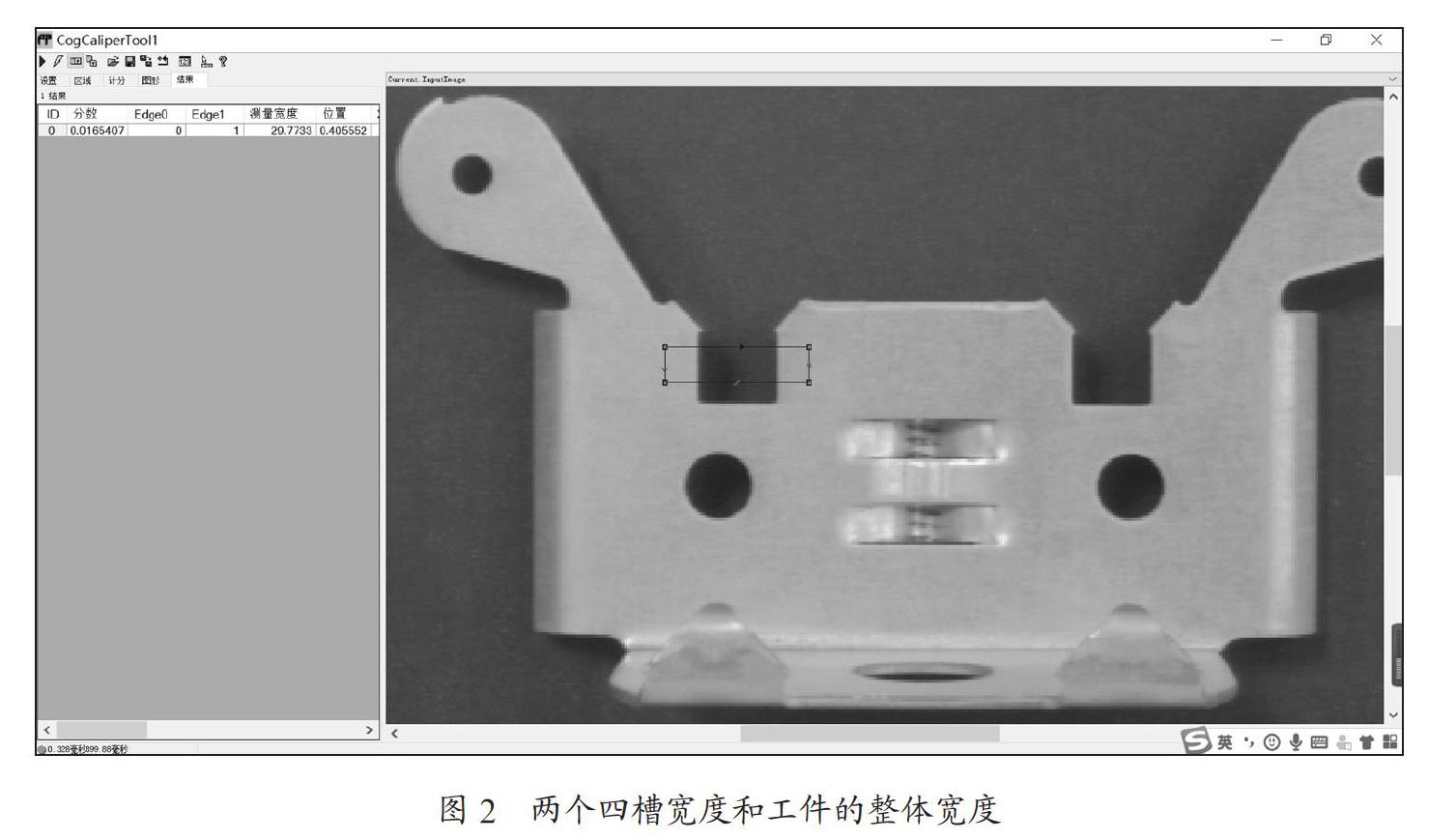
Step8:在Caliper的結(jié)果界面可以查看相關(guān)結(jié)果信息,測量寬度的默認(rèn)單位為像素,此時(shí)已經(jīng)測出D1的大小為29.773 3 mm,如圖2所示。
Step9:同理,可以測出D2、D3的距離,分別為30.020 5 mm和294.410 0 mm。
2.2.2? 圓孔半徑
求4個(gè)圓孔的C1,C2,C3,C4的半徑R1,R2,R3,R4,其具體步驟為:
Step1:添加CogFindCircle,添加輸入圖像。
Step2:打開CogFindCircleTool,設(shè)置“卡尺數(shù)量”、“半徑”等參數(shù),角度范圍設(shè)置為360°,然后將圓弧移動到待測圓孔位置。
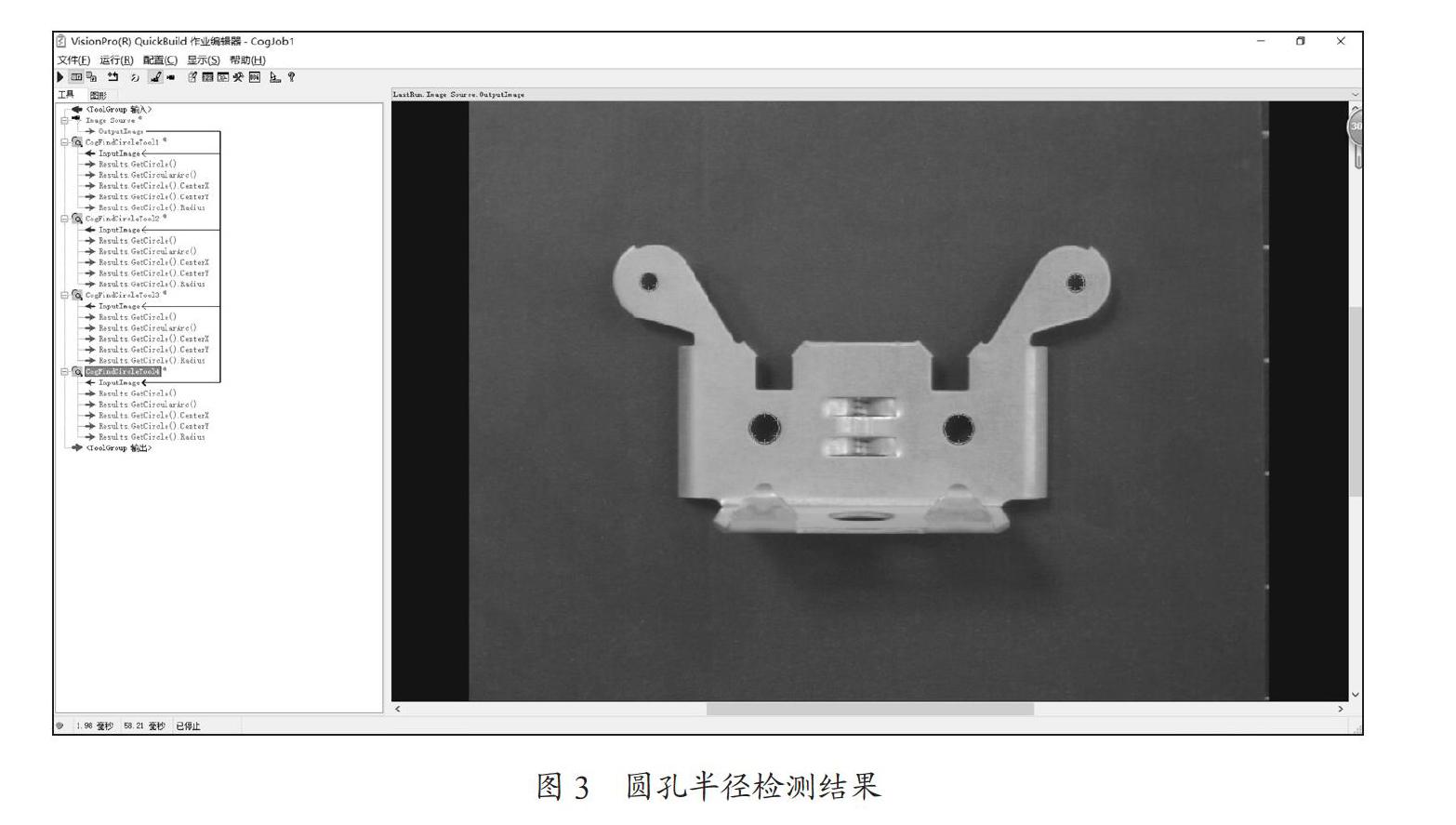
Step3:運(yùn)行結(jié)果。在LastRun.InputImage中可以看到工件上的圓孔被測量出來。單擊結(jié)果,在結(jié)果界面可以看到圓心坐標(biāo)及半徑數(shù)據(jù)。
Step4:用同樣的操作找出其他三個(gè)圓。在添加FindCircle工具時(shí),可以選擇在工具箱中添加FindCircle工具,也可以在已選工具列表中單擊鼠標(biāo)右鍵來復(fù)制FindCircle工具。在作業(yè)編輯界面將鼠標(biāo)指針移動到識別出的標(biāo)記上時(shí)會自動出現(xiàn)該處的相關(guān)數(shù)據(jù)。如圖3所示為半徑結(jié)果,R1=6.897 0 mm,R2=6.946 0 mm,R3=12.059 8 mm,R4=12.125 5 mm。
2.2.3? 圓孔之間的距離
求C1、C2兩個(gè)圓孔之間的距離D4,其具體步驟為:
Step1:添加CogDistanceCircleCircleTool工具,并將Image Source的Outputlmage連接到CogDistanceCircleCircleTool的InputImage,將CogFindCircleTooll和CogFindCircleTool2的Result.GetCircle(結(jié)果傳送到CogDistanceCircleCircleTool的輸入CircleA、CircleB,如圖4所示。
Step2:查看運(yùn)行結(jié)果。將鼠標(biāo)移動到測量結(jié)果的標(biāo)注線上可看到兩圓孔間的距離數(shù)據(jù),D4=131.580 0 mm。
2.2.4? 工件內(nèi)部夾角
求兩個(gè)耳朵和中間橫線的夾角A1、A2,其具體步驟為:
Step1:此案例的操作邏輯是,先使用找線工具找出三條邊再分別使用量角工具量出被測角的角度。添加CogFind LineTool工具,并將Image Source的OutputImage連接到Cog FindLineTool的InputImage。
Step2:設(shè)置CogFindLineTool工具參數(shù)并運(yùn)行。雙擊打開CogFindLineTool界面,在工件圖像界面調(diào)整手柄大小并將其拖拽到需要識別的邊緣,然后單擊“運(yùn)行”按鈕查看運(yùn)行結(jié)果。
Step3:用類似方法找出需要測量角度的三條邊。
Step4:添加測直線間角工具——CogAngleLineLineTool工具,設(shè)置工具相關(guān)參數(shù)并運(yùn)行。將CogFindLineTool工具輸出端的Results.GetLine()拖拽到CogAngleLineLineTool工具輸入端LineA,LineB操作類似。
Step6:同理可測出另一角度數(shù)據(jù),最終結(jié)果如圖5所示。A1=125.433度,A2=53.111度。
2.2.5? AB間距
求A、B兩點(diǎn)間的距離D,其具體步驟為:
Step1:添加直線相交工具——CogIntersectLineLineTool工具,獲取交點(diǎn)坐標(biāo)。添加輸入圖像,設(shè)置CogIntersect LineLineTool工具的相關(guān)參數(shù)。單擊運(yùn)行,查看運(yùn)行結(jié)果。
Step2:添加點(diǎn)間距離測量工具并運(yùn)行CogDistancePoint PointTool工具,設(shè)置工具相關(guān)參數(shù)并運(yùn)行,結(jié)果如圖6所示,D=200.759 0 mm。
3? 結(jié)? 論
本論文首先介紹了機(jī)器視覺技術(shù)的基本概念,然后闡述了運(yùn)用機(jī)器視覺技術(shù)測量工件尺寸相較于傳統(tǒng)檢測人員通過儀器儀表測量的優(yōu)點(diǎn),由此總結(jié)出機(jī)器視覺檢測是工業(yè)發(fā)展的一種必然趨勢。接著說明了機(jī)器視覺系統(tǒng)硬件構(gòu)成,包含光源控制器、視覺控制器、視覺控制器適配器、相機(jī)適配器等元器件,最后通過VisionPro軟件設(shè)計(jì)完成了對工件的長度、寬度、圓心距、直徑和角度的測量,學(xué)生通過該項(xiàng)目的實(shí)訓(xùn),能夠較好地掌握機(jī)器視覺對于工件尺寸的檢測。
參考文獻(xiàn):
[1] 劉金橋,吳金強(qiáng).機(jī)器視覺系統(tǒng)發(fā)展及其應(yīng)用 [J].機(jī)械工程與自動化,2010(1):215-216.
[2] 郭靜,羅華,張濤.機(jī)器視覺與應(yīng)用 [J].電子科技,2014,27(7):185-188.
[3] 劉中坡,杜寶江,張杰.基于機(jī)器視覺的零件尺寸自動測量系統(tǒng) [J].精密制造與自動化,2006(2):47-49.
[4] 戴知圣,潘晴,鐘小蕓.基于機(jī)器視覺的工件尺寸和角度的測量 [J].計(jì)算機(jī)測量與控制,2016,24(2):27-29+41.
[5] 常春國,徐運(yùn)濤.應(yīng)用機(jī)器視覺精確檢測工件尺寸的研究 [J].電子質(zhì)量,2008(2):1-4.
作者簡介:張?zhí)K新(1987—),男,漢族,江蘇蘇州人,講師,工學(xué)碩士,研究方向:電氣控制、智能控制。
猜你喜歡
軟件導(dǎo)刊(2016年11期)2016-12-22 21:52:17
電腦知識與技術(shù)(2016年28期)2016-12-21 12:13:14
科技視界(2016年26期)2016-12-17 17:31:58
科技視界(2016年25期)2016-11-25 19:53:52
科技視界(2016年25期)2016-11-25 09:27:34
科教導(dǎo)刊(2016年25期)2016-11-15 17:53:37
軟件工程(2016年8期)2016-10-25 15:55:22
科技視界(2016年20期)2016-09-29 11:11:40
科技視界(2016年6期)2016-07-12 09:12:40
科技視界(2016年15期)2016-06-30 19:03:30