裝配式半灌漿套筒連接施工及灌漿質量檢驗
2021-08-04 02:40:00張永超
工程與建設 2021年3期
張永超, 朱 鑫, 楊 輝
(中建七局第一建筑有限公司,北京 100076)
裝配式半灌漿套筒的連接部分一直是施工中的難點部分,需要提高對其的質量檢驗。防止由于連接施工失效,導致灌漿質量不合格。為進一步保證灌漿質量,本文提出檢驗裝配式半灌漿套筒灌漿質量,具體研究內容如下。
1 裝配式半灌漿套筒結構
在裝配式半灌漿套筒連接施工過程中,必須明確裝配式半灌漿套筒基礎結構。裝配式半灌漿套筒示意圖如圖1所示。

圖1 裝配式半灌漿套筒示意圖
結合圖1所示,在明確此前提下,展開裝配式半灌漿套筒連接施工。
2 裝配式半灌漿套筒連接施工
在裝配式半灌漿套筒連接施工過程中,預先規范裝配式半灌漿套筒連接施工流程,如圖2所示。
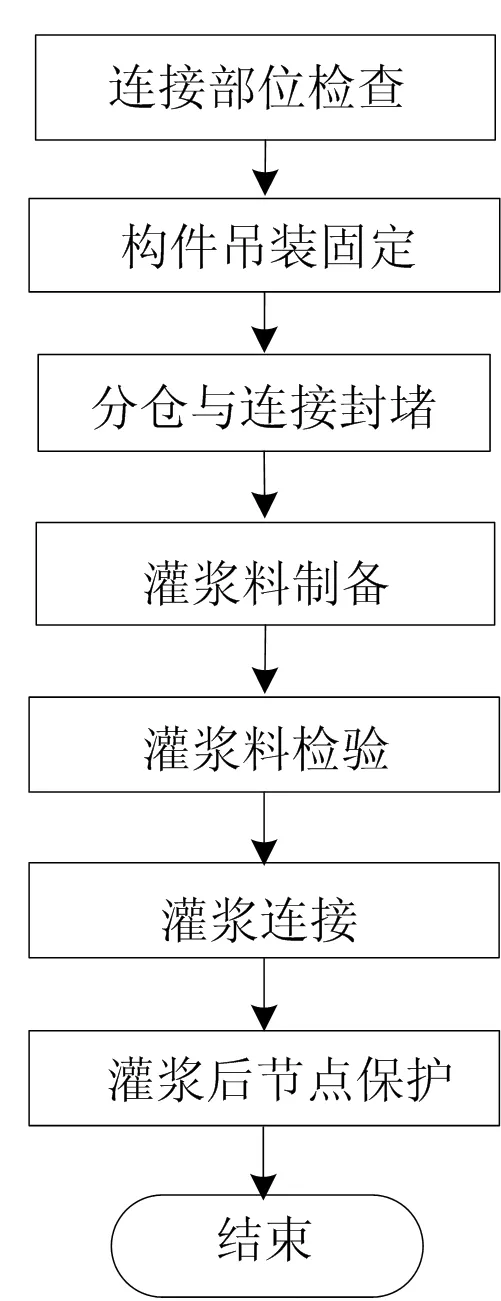
圖2 裝配式半灌漿套筒連接施工流程
結合圖2所示,下文對圖中所示5點主要施工流程加以具體研究。
2.1 連接部位檢查處理
在裝配式半灌漿套筒連接施工中,可以通過檢查連接部位,防止在加工時存在的質量不合格現象[1]。首先,要確定裝配式半灌漿套筒的尺寸,與連接部位的貼合度,保證其緊密貼合,中間距離低于2 mm。而后,檢查裝配式半灌漿套筒是否存在銹蝕的現象,一經發現,不予使用。最后,為避免裝配式半灌漿套筒連接過度干燥的問題,可以通過潤濕處理的方式,提高其濕潤度,但必須嚴格把控水的用量,過多或過少均不可取。構件連接檢查示意圖如圖3所示。

圖3 構件連接檢查示意圖
結合圖3所示,在構件連接檢查完成后,填寫檢查記錄表。
2.2 構件吊裝固定
完成連接部位檢查處理后,進行構件吊裝固定。本次裝配式半灌漿套筒連接施工中,根據軸線,校準預制墻體鋼筋和套筒位置,保證裝配式半灌漿套筒的預制墻體能夠精準接入連接套筒內。在此基礎上,加以吊裝固定[2]。構件吊裝固定示意圖如圖4所示。

圖4 構件吊裝固定示意圖
結合圖4所示,必須保證構件位置垂直的基礎上,進行固定。
2.3 分倉與連接封堵
在吊裝固定構件的基礎上,實施分倉與連接封堵。分倉標準示意圖如圖5所示。
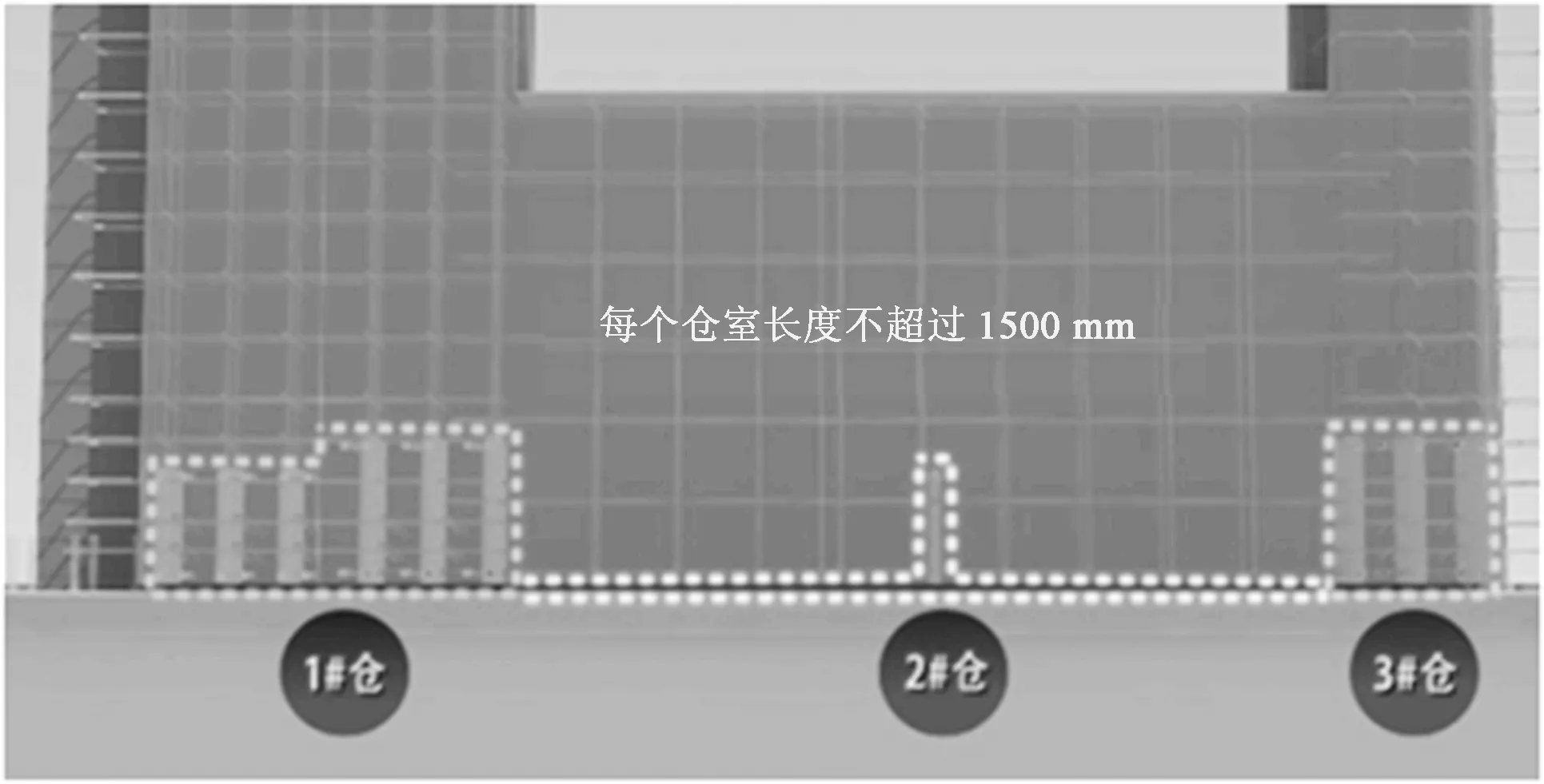
圖5 分倉標準示意圖
結合圖5所示,嚴格按照每個倉室長度不超過1 500 mm的標準,進行分倉。
針對裝配式半灌漿套筒連接封堵方面,必須保證裝配式半灌漿套筒連接部分接縫處的緊密性。可采用密封條、專用封縫料等進行連接封堵,防止裝配式半灌漿套筒連接部分存在縫隙。而針對封堵材料具體的選擇方面,還要結合裝配式半灌漿套筒連接施工現場情況,有針對性地選擇與其最為匹配的封堵材料。在裝配式半灌漿套筒連接施工中,一定要做好封堵工作,否則將會對裝配式半灌漿套筒連接施工造成不可逆的影響。與此同時,采用專用封堵材料,嚴格根據標準進行連接封堵。封堵時,里面加襯,確保不堵套筒孔,一段抹完后抽出內襯,在此基礎上填抹下一段。針對灌漿料水分的把控方面,一是必須按照灌漿料使用說明書加水攪拌施工(比如14%,即為14 kg水+100 kg灌漿料),二是必須請專業的施工工作人員進行檢驗,防止灌漿料水分不足引起收縮,與此同時保證底部基礎的平整性。
2.4 灌漿連接
對于灌漿連接行為的實施,是裝配式結構施工中的重要構成環節,在此過程中,應先明確灌漿連接前的出孔檢查,分析孔洞是否處于常規灌漿狀態,在完成檢查工作后,應持續對灌漿連接的多個節點與接頭進行灌漿連接質量檢測,在確保多個灌漿出口通常的條件下,實施灌漿連接行為。而在此基礎上,應使用灌漿槍從灌漿連接下端進行施壓灌漿。在執行此步驟環節中,應保證灌漿料拌和物在之前已經完成加水攪拌,攪拌過程大約需要10 min,灌漿料拌合物必須在30 min內使用完畢,以盡量預留2~5 min的時間,作為灌漿連接行為的應急時間。
在上述相關灌漿連接的操作中,應注意下述兩點方面。一方面為相同倉導出的灌漿只能在同一灌漿連接使用,另一方面為封堵行為的實施應按照一次構件的行為實施。行為在發生的整體過程中應注意,施壓的行為是連續發生的,而且最后要有一個灌倉保壓的操作。在此基礎上,安排專門的人員旁站并記錄灌漿連接中相關數據,以此避免灌漿連接行為的實施存在漏漿或不規范的行為發生,導致灌漿質量不飽滿。綜上所述,完成對灌漿連接的分析。
2.5 灌漿后節點保護
完成上述施工操作后,需要進行相應的灌漿后節點保護。本文在拆支撐模架過程前,通過檢測試塊強度是否滿足要求,來確定支撐模架是否拆除,以保證拆支撐模架時不會影響裝配式半灌漿套筒連接的穩定性[3]。結合《裝配式半灌漿套筒施工要求》,必須保證其強度高于35 MPa。為防止外界環境因素對其產生的干擾,整體施工在5~25 ℃溫度范圍內進行,如遇到溫度過低的問題,需要采取一定的保溫措施,避免發生凍結的現象,進而阻礙施工;同理,在溫度過高時也需要采取一定的降溫措施。以此,實現灌漿后節點保護。
3 裝配式半灌漿套筒灌漿質量檢驗
完成裝配式半灌漿套筒連接施工后,本文通過下述兩方面,檢驗裝配式半灌漿套筒灌漿質量,具體檢驗內容如下。
3.1 工藝檢驗
針對裝配式半灌漿套筒灌漿工藝檢驗共包括5點主要內容,分別為:
(1)執行灌漿操作前應持續進行工藝檢驗行為,此行為應發生在預制件制作前,實現對裝配式半灌漿套筒灌漿質量前期檢驗。
(2)檢驗執行應模擬接頭環境,并按照工藝要求執行。
(3)按照鋼筋規格與標準進行灌漿行為的質量檢測。
(4)每個接頭的強度應符合JGJ107型號零件中I等級的接頭條件。
(5)每次工藝檢驗過程中,若存在一次檢驗不合格問題,需要增設三次抽檢行為,指導抽檢樣本全部檢測合格。
3.2 灌漿接頭抗拉強度檢驗
在對灌漿接頭抗拉強度進行檢驗過程中,若使用的材料與此現場生產所使用的材料相同,那么在進行試件制作過程中,也應模擬現場施工條件進行,否則實驗結果與實際結果將存在一定的偏差。
綜合上述提出的條件,對灌漿接頭抗拉強度實驗要求如下:材料供應商應選擇相同的生產單位;每個檢驗批量應小于1000次,在此過程中,隨機選擇灌漿套筒作為中間接口過程中,每間隔3個執行一次實驗,本文此次的實驗行為應在具備此方面研究與實踐資質的實驗室進行。以此,實現裝配式半灌漿套筒灌漿質量檢驗。
4 結束語
本文通過裝配式半灌漿套筒連接施工及灌漿質量檢驗兩方面研究,證明了設計施工方法在實際應用中的適用性,以此為依據,證明此次研究的必要性。因此,有理由相信通過本文研究,能夠解決傳統裝配式半灌漿套筒連接施工中存在的灌漿質量低的缺陷。但本文同樣存在不足之處,主要表現為未通過實例分析方式,以對比指標的形式表明本文設計裝配式半灌漿套筒連接施工方法的優越性。這一點,在未來針對此方面的研究中可以加以補足。與此同時,還需要對裝配式半灌漿套筒的優化設計提出深入研究,以此為提高裝配式半灌漿套筒的灌漿質量提供建議。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年9期)2021-07-16 07:11:36
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國房地產業(2016年2期)2016-03-01 01:25:48
汽車觀察(2016年3期)2016-02-28 13:16:26
河南電力(2016年5期)2016-02-06 02:11:34
中國共青團(2015年7期)2015-12-17 01:24:38