基于Power Mill的螺旋電極的仿真加工應用
2021-08-24 05:11:30寧夏職業技術學院蘇紅磊
河北農機 2021年8期
關鍵詞:策略
寧夏職業技術學院 蘇紅磊
前言
21世紀是制造業飛速發展的時代,隨著CAD/CAM的發展,越來越多的產品借助于計算機進行制造。PowerMill是一款功能強大、加工策略豐富的數控加工編程軟件,完善的加工策略,簡單易學,其智能化過切保護、刀具過載保護、豐富的高速加工細節處理、刀桿與刀柄碰撞檢查、優化的計算方法等優點,極大地保證了加工的安全性[1]。現以一螺旋電極模型為例,通過對其加工工藝流程的探討,提出CAM加工規范化思路,為CAM編程人員多進行軸加工提供參考。
1 圓柱凸輪模型案列應用
1.1 零件加工特性分析
觀察螺旋電極圖1,外圓柱面為ф6.6mm,加工時零件剛性不好,所以選用較小的切削用量。根據螺旋特性,刀具保持Y軸和Z軸不動,只沿著X軸運動,工件裝夾在數控機床的第四軸回轉工作臺上旋轉,刀具沿著螺旋槽運動,繪制參考線,選用參考線和螺旋精加工策略,根據對稱性,對刀路軌跡進行旋轉復制。測量螺旋槽寬為4.5mm,使用D6的刀進行粗加工,D2的刀進行精加工,加工方案見表1。

圖1 螺旋電極模型
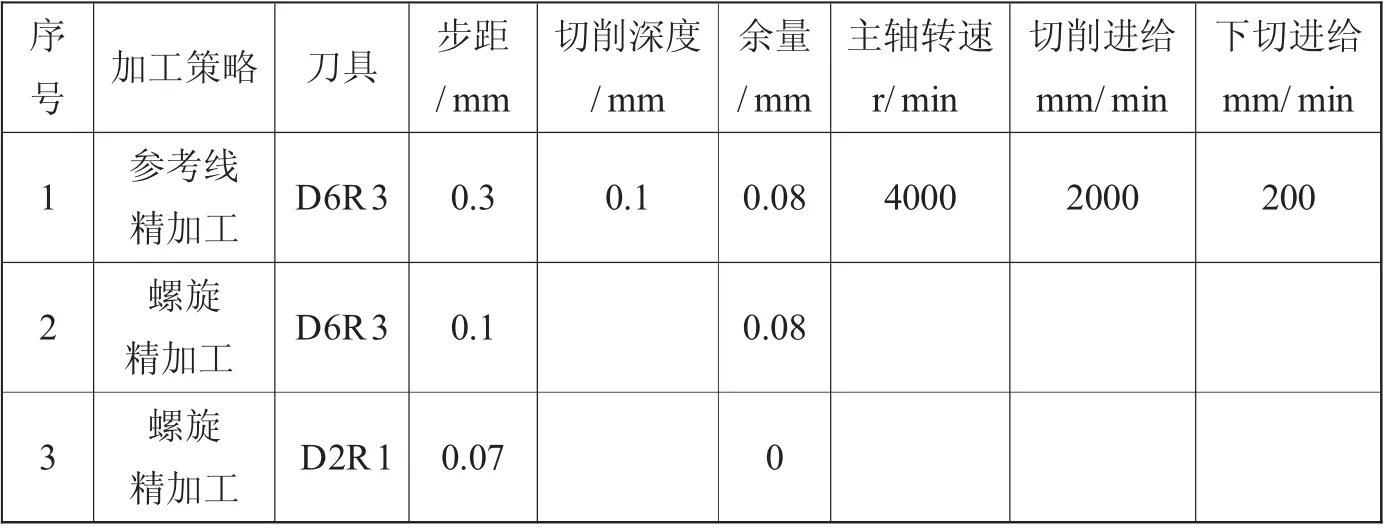
表1 螺旋電極加工方案
1.2 編程參數預設置
1.2.1 模型輸入
啟動Power Mill軟件在操作界面資源管理器中點擊模型,右鍵輸入螺旋電極模型,擺放至合適角度。
1.2.2 參數設定
(1)坐標系及毛坯設定
螺旋電極整體呈圓柱狀,因此設定毛坯時選用圓柱,坐標系使用命名的工作平面,毛坯Z軸為圓柱軸線方向,毛坯的大小以包絡體計算。擴展值不宜過大,通常以實際加工過程中的毛坯為準。再設置加工坐標系,以左端中心為坐標原點,Z軸方向向上,X軸向右,如圖2所示。

圖2 螺旋電極加工坐標系
(2)刀具創建
螺旋電極外表面為曲面,因此在加工中選用球頭銑刀,經過測量,螺旋槽寬為4.5mm,使用D6的刀進行粗加工,D2的刀進行精加工。
(3)參考線繪制
創建參考線,可以使用其它CAD軟件繪制、導入,也可以使用Power Mill軟件的曲線編輯器Beizer曲線在螺旋面繪制曲線,首尾相連,線條連續。由于參考線精加工是根據參考線在模型上的投影創建刀具路徑,因此參考線的位置直接影響刀具加工路徑,參考線外邊緣盡量靠近零件輪廓。觀察螺旋電極共有四個螺旋區域,對繪制完成的參考線進行旋轉復制,數量為4,角度90,選擇正確的旋轉軸X,從而創建出4條參考線。

圖3 螺旋電極參考線旋轉復制
(4)部分加工參數預設值
根據工藝方案表對切削用量進行參數設置,因為毛坯是圓柱,四軸加工,因此安全區域用圓柱,刀軸朝向螺旋電極軸線,“I”為1。在實際數控加工中,切削用量設置要根據刀具、材料和機床的特性綜合考慮。
1.3 仿真加工與后處理
1.3.1 粗加工策略
粗加工主要考慮效率,在現有的條件下盡快去除多余加工量,保證后續精加工的加工余量均勻,從而有利于提高加工精度。粗加工采取參考線加工方式,從底部位置開始驅動曲線,測量加工余量為2.25,考慮螺旋電極尺寸相對較小,加工過程中易振動,因此采用多重切削11次,最大下切步距為0.1。刀軸方向采用朝向X軸,即朝向直線。切入、切出水平圓弧,連接曲面上,將四部分螺旋面的刀具路徑合并,仿真加工結果如圖4。從圖中可以看出,在螺旋電極端部有明顯的刀具換向銑削痕跡,螺旋槽中也有沿著參考線加工的痕跡,刀具加工殘留高度明顯,根據刀具路徑統計結果抬刀4次,理論用時2.26min。螺旋電極回轉方向與走刀方向不一致,更換加工策略為旋轉精加工,行距0.1,刀具D6,仿真結果如圖5所示,刀具加工殘留高度明顯改善,從表2刀具路徑統計中,可以看出理論用時3.24min,因此粗加工選用更高效的參考線加工,半精加工采用旋轉加工策略。

表2 刀具路徑統計
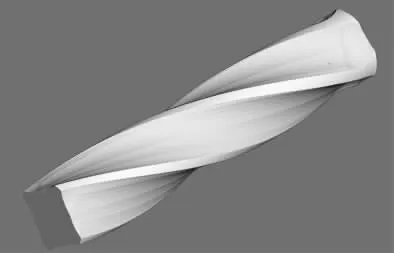
圖4 螺旋電極參考線仿真結果

圖5 螺旋電極旋轉仿真結果
1.3.2 半精加工策略
旋轉精加工適合圓柱類形體,加工參數保持刀軸不變,參考方向螺旋,行距0.1,刀具D6R3。螺旋電極的螺旋面最小圓角半徑為1mm,有D6的球頭銑刀加工不到的最小圓角部分。增加半精加工為了精加工時只切削較少的余量,螺旋電極外形尺寸相對較小,精加工刀具直徑小,剛性較差,小的切削量可以減少加工過程中的振動,提高零件表面的加工質量。
1.3.3 精加工策略
采用D2的球頭銑刀,旋轉精加工策略,行距0.07,對螺旋電極外表面進行精加工。精加工目的是提高表面加工質量,銑削方向為順銑,節距采用螺旋,工件轉一圈刀具沿X軸進給量。同時增加Y軸偏移0.1,避免球頭銑刀刀尖切矢法向銑削,使刀尖偏移0.1,理論上刀尖銑削速度為零,會影響工件加工表面質量,用側刃先參與銑削。最終仿真加工結果如圖6所示。

圖6 螺旋電極仿真加工結果
刀具路徑碰撞過切檢查及仿真模擬加工沒問題后,進行后處理,設置NC首選項,注意輸出工作平面,選擇合適的機床,生成NC機床程序。

圖7 后處理設置
2 結束
Power Mill軟件在多軸數控加工方面有著明顯的優勢,多種加工方式淺顯易懂,能夠有效地提高加工準確性和加工復雜零件的能力。本文介紹的加工與編程方法,對圓柱形體類零件的加工有著一定的參考作用。
猜你喜歡
教學考試(高考化學)(2021年2期)2021-05-30 06:15:52
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:42
中學生數理化·高一版(2020年3期)2020-04-21 08:03:20
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
小學生作文(低年級適用)(2019年9期)2019-10-08 08:37:10
小學生作文(低年級適用)(2018年9期)2018-10-08 02:29:48
中學生數理化·七年級數學人教版(2018年6期)2018-06-26 08:36:10
數學大世界(2018年1期)2018-04-12 05:39:14
幸福(2017年18期)2018-01-03 06:34:53
中國衛生(2016年8期)2016-11-12 13:26:50
