基于有限元的鋁合金汽車輪轂彎曲疲勞研究
2021-09-10 07:22:44王軍
內燃機與配件 2021年6期
關鍵詞:成型工藝
王軍

摘要:本文簡要討論了鋁合金汽車輪轂的相關研究:鋁合金輪轂鋁合金成型工藝、鋁合金輪轂性能分析、增強鋁合金輪轂性能途徑;以有限元分析形式,探索了鋁合金輪轂彎曲應力分布情況:有限元分析方法、鋁合金輪轂幾何參數、載荷分析、數據模擬、疲勞分析,以期獲取鋁合金汽車輪轂性能,獲取其彎曲疲勞性能,為相關研究提供研究依據。
關鍵詞:載荷;鋁合金;成型工藝
中圖分類號:O242.21? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)06-0022-02
0? 引言
汽車輪轂位于汽車行駛系統中,作為汽車行駛系統中較為關鍵的組成元素,在符合汽車行駛系統相關性能的基礎上,應盡可能地控制汽車輪轂質量。一般工藝方法,難以在維護輪轂安全的同時控制其質量,產品研發周期具有不受控性,生產成本無法獲得優化。此外,車輪與各區域地形、地面在相互接觸時,將會在時間疊加背景下,承受各類彎矩與載荷的共同影響,對其性能耐久性發起挑戰。
1? 鋁合金汽車輪轂的相關研究
1.1 鋁合金輪轂成型工藝
現階段輪轂成型工藝主要表現為三種形式:第一種形式為鑄造輪轂,第二種形式為鍛造輪轂,第三種形式為MAT旋壓工藝。
第一種成型工藝中可分成重力、低壓兩種形式。①重力鑄造工藝是在鑄模中添加鋁液自身重力,繼而使模具獲得填充。重力鑄造的成型優勢在于:鍛造成本較低。重力鑄造的成型缺陷在于:鍛造期間極易形成瑕疵問題。②低壓鑄造成型工藝在鑄模中添加鋁液,在添加期間借助了設備外部壓力,便于鋁液在特定壓力作用下形成凝固狀態。鋁液在受壓情況下,將會形成密度較大、強度較高的結構。
第二種鍛造成型工藝在鍛壓機的輔助作用下,成功對固態鋁合金材料增加壓力,使其在擠壓狀態下成型。鍛造工藝生產獲得的產品,相比鑄造產品更具堅固性能、質量更為輕便。
第三種MAT旋壓工藝,相比鍛造與鑄造更具成型優勢[1]。
1.2 鋁合金輪轂性能分析
汽車生產體系中,關于安全生產的內容,給予了較為標準的規定:即新型輪轂應完成三項性能測試:第一種測試為沖擊、第二種測試為徑向疲勞、第三種測試為彎曲疲勞。以第三種測試為主,開展輪轂彎曲疲勞性能的相關測試。測試裝置以彎曲疲勞性能測定設備為依據,開展性能分析,獲取輪轂運行安全性能。結合標準手冊內容可知:測定試驗需在螺母位置添加115%重力。在此過程中,借助外力提升螺栓與螺母之間形成的協調性。添加重力允許偏差應小于2.5%。
1.3 增強鋁合金輪轂性能途徑
增強鋁合金輪轂性能的途徑有兩種,第一種途徑為固溶,第二種途徑為沉淀。
①第一種固溶方法是將有益合金元素融合在鋁合金熔融液體中,保障益合金元素數量的充足性。在加工處理的基礎上,便于有益合金元素能夠處于固溶體,以此借助固溶強化,增強鋁合金輪轂性能。
②第二種沉淀方法是在高溫條件下,綜合開展熱處理程序,在短時間內迅速完成溫度下調,在低溫狀態下維持溫度一段時間,以此提升合金提取相的能力,加強合金應力調整,以此提升合金性能。由此發現:沉淀方法在增強輪轂性能時,將會受到溫度條件的影響。
2? 有限元分析鋁合金輪轂彎曲應力分布情況
2.1 有限元分析方法
有限元分析方法的關鍵在于:離散處理,將研究主體有效劃分成若干小單元,逐一開展研究活動;繼而添加較為適宜的條件、載荷等因素,便于獲得研究內容。結合虛功理念,有效確定單元剛度矩陣,科學獲取等效節點;再結合理論力學相關平衡思想,加強結構體節點形成位移與載荷關系分析,完成矩陣搭建;在矩陣聯合期間獲取節點位移范圍。通常較為復雜的問題,均可借助有限元方法予以分析。
2.2 鋁合金輪轂幾何參數
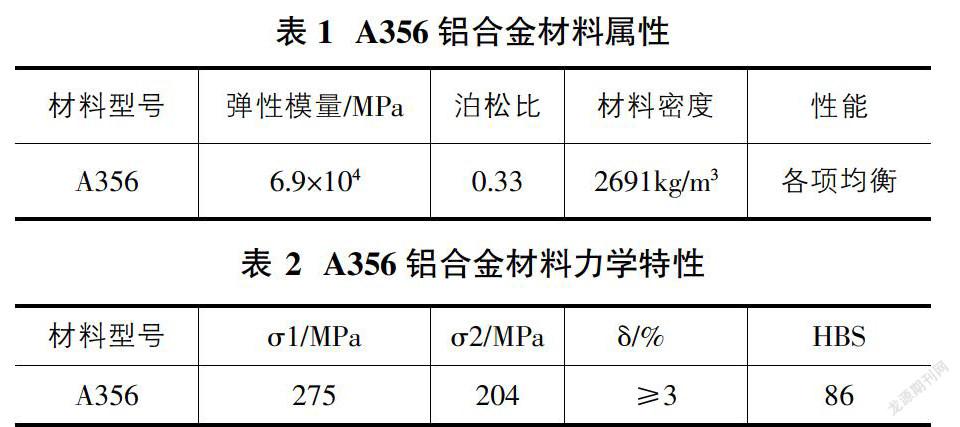
在有限元分析時,汽車輪轂材料為鋁合金,規格為A356。材料屬性如表1所示,材料力學性能如表2所示,三維分析模型為圖1所示。
2.3 載荷分析
測定輪轂彎曲疲勞性能期間,假設輪轂結構承受的力包括:螺栓預緊力、旋轉離心力、彎矩。螺栓應力作用于螺栓孔位置時,稱之為螺栓預緊力,此作用力將會在輪轂螺栓口周邊產生作用,具有內力性質,輪轂其他位置將不會受到此種應力的影響[2]。為此,開展螺栓預緊力優化處理方式,以微型車配置車輪為實體,結合實體相關彎曲疲勞試驗標準,計算輪轂能夠承受的荷載最大值,具體計算方式為:①Fmax=■;關系式①中,汽車自身質量為W,結合汽車實際運行情況,n取值為1.21,G表示汽車最大能夠承受的負荷值。汽車性能參數,具體表現為:整體質量為W=1260千克,載荷飽和承受量為L=2000千克,G的計算方式為9.8×L,計算結果為12348牛。結合公式①獲得輪轂能夠承受的荷載最大值為8247牛。
公式②M=(r×u+d)×F×S。在關系式②中:求解的是M力矩;u表示在汽車實際運行期間,地面與汽車兩個主體之間形成的摩擦系數,此數值為0.7;r表示的是靜負荷半徑,具體取值為0.35;d表示的是輪轂偏徑,具體取值為0.034;F表示輪轂運行能夠承受的荷載最大值,此參數為其賦值為8565牛;S表示的是行車安全系數,賦值為1.61。結合公式②、參數賦值情況,獲得M計算結果約為3837牛。
由于汽車輪轂曲面立體結構具有繁雜性,為此汽車輪轂在增加負載時,受力分布不具有分析便利。為提升輪轂性能分析效果,將輪轂彎曲受力的F予以細分,將其從x、y兩個方面予以分解,x方向的分解力表示為Fx=sinwt×F,y方向分解力表示為Fy=coswt×F,其中t表示的受力時間,此數值具有動態變化特征,w表示的是車輪轉動期間形成的角速度。
2.4 數據模擬
開展數據模擬分析,在分析軟件中導入各類數據,導入的數據包括:鋁合金材質、彈性模量、泊松比、材料密度等,將表1中A356鋁合金材料各項屬性完整導入。此外,輪轂曲面模型具有復雜性,在開展精準分析期間,劃分主體為網格,劃分方式為單元劃分法。單元劃分法能夠保障劃分期間,對分析主體具有針對性,減少客觀因素對分析過程產生影響。Solid186單元劃分法,其劃分依據是結合模型曲面存在的差異性,將其有效劃分為三棱柱、四面體單元等,以此緩解外觀不規則模型的劃分問題,提升網格劃分效果[3]。單元劃分完成時,節點數共計149458,單元數有85101,由此獲得有限元模型。在數據模擬期間,在輪轂兩個側面圓端位置,添加具有固定性質的約束力,在軸遠端完成集中力載荷的添加,以此完成彎曲狀態時荷載受力分布的模擬試驗。
2.5 疲勞分析
①輪轂在較為繁雜應力承受的情況下,結合第四強度理論中關于米塞斯應力的相關內容,完成輪轂在x、y兩個方向實際承受載荷力的性能模擬,獲取等效應力分布分析結果。等效應力分布的分析結果為:1)在y方向等效應力的最大值情況為:軸輪位置應力分析結果分別為151.2MPa、152.0MPa。分析數據顯示情況為:均值為75%。2)在x方向等效應力最大值分別為151.3MPa、147.4MPa。分析數據顯示情況為:均值為75%。由此確定在x、y兩個方向,輪轂承受的最大應力為152.0MPa。
②開展輪轂現場試運行測試,設定20萬轉相條件,開展彎曲疲勞性能測試,獲得性能分析結果,具體表現為:輪轂正面、背面未表現出較為明顯的疲勞損壞問題;軸、輪轂相連位置表現出輕微受損情況;輪輻周邊輪芯位置具有性能受損趨勢。
③由仿真分析可知:輪轂承受等效應力最大值為152
MPa,結合表2中σ2=204MPa發現,等效應力最大值不大于材料在循環期間屈服性能,符合力學分析對輪轂疲勞強度的需求;204-152=52MPa,此數值將作為輪轂應力承受的余量,與實際測量結果具有一致性。
④疲勞工具的結合使用,獲得輪轂運行周期與安全情況:1)輪轂使用周期預測結果:le6最大值,經軟件分析計算獲得輪轂壽命周期為98911min,即1649小時,大約合計為69天。2)輪轂安全系數為:15max、10、5、0.622、0。安全系數分別測定的是輪轂半徑、過渡圓角、輪輻、輪芯位置、軸與輪轂相連位置。在此期間,軸與輪轂相連位置安全系數為0,其次是輪芯位置。3)針對輪芯位置受損問題,采取過渡圓角半徑優化措施,由原有30mm設計,優化為55mm設計,提升過渡位置平緩效果,加強輪轂結構優化效果。4)針對軸與輪轂相連位置安全系數較低的問題,應加強連接位置性能,減少輪轂發生彎曲疲勞問題。
⑤疲勞分析討論:借助各項數據發現,輪轂大多數位置表現為le6循環可見。安全系數最低的區域在軸與輪轂兩者之間的連接位置,此分析結果較為精準[4]。為此,在開展輪轂彎曲疲勞防護工作時,應結合安全系數分布情況,具體開展具有針對性的性能提升工作,以此保障輪轂使用性能,減少彎曲疲勞問題帶來的輪轂性能欠佳現象,維護輪轂運行能力,發揮有限元分析結果應用的內在價值。
3? 結論
①輪轂承受應力最大值為152MPa,此應力不大于材料循環體系中形成的屈服強度204MPa。針對輪轂開展的彎曲疲勞測定,順應相關工藝的具體標準。②輪轂安全性能最小值,發生于軸、輪轂相連位置,應加強連接位置性能。應力集中分布在輪輻周邊輪芯位置,此位置作為應力承受較大區域。在長時間載荷作用下,形成性能受損問題。針對此處問題,采取過渡圓角半徑優化措施,由原有30mm設計,優化為55mm設計,提升過渡位置平緩效果,加強輪轂結構優化效果。
參考文獻:
[1]童寒川,夏偉.鋁合金輪轂彎曲性能有限元分析[J].汽車實用技術,2019(23):132-134.
[2]焦洪宇,夏葉,趙榮,范麗穎.基于ANSYS Workbench的汽車鋁合金輪轂彎曲疲勞強度有限元分析[J].汽車實用技術,2018(22):40-42.
[3]韋洲,張曉光,徐洪琛.基于有限元的鋁合金汽車輪轂彎曲疲勞分析[J].鑄造技術,2018,39(10):2413-2416.
猜你喜歡
科技與創新(2017年7期)2017-05-13 11:30:40
中國民族民間醫藥·上半月(2016年9期)2017-05-11 00:14:18
科技資訊(2016年36期)2017-04-21 01:46:44
課程教育研究·學法教法研究(2016年34期)2017-03-31 04:01:04
山東工業技術(2017年5期)2017-03-16 15:57:08
中國民族民間醫藥·上半月(2017年2期)2017-03-09 17:42:17
科技與創新(2016年21期)2017-02-14 10:49:48
科技經濟市場(2016年5期)2017-02-05 23:30:06
中國醫藥導報(2016年28期)2017-01-06 19:20:09
中小企業管理與科技·中旬刊(2016年8期)2016-08-03 14:57:53