一種起重機模塊化車輪組冷裝工藝研究
2021-10-14 06:44:04蔡昌張杰義李靜宇劉洋
中國科技縱橫 2021年15期
關(guān)鍵詞:工藝
蔡昌 張杰義 李靜宇 劉洋
(河南衛(wèi)華重型機械股份有限公司,河南新鄉(xiāng) 453400)
0.序言
在機械制作領(lǐng)域中,零部件的過盈配合通常采用壓裝法、溫差法等,針對H7/u6級配合大過盈量的無鍵車輪組,各裝配方法有以下幾種特點:
(1)壓裝法需要較高的壓裝力,設(shè)備投資較大,且對零部件的表面質(zhì)量(優(yōu)于Ra1.6)和壓裝件同軸對正要求較高,壓裝時車輪、車輪軸結(jié)合面之間存在強力摩擦,只能通過壓力機曲線來間接評估裝配質(zhì)量,壓裝過程中需確認的控制點較多、廢品率較高。(2)熱裝法主要采用加熱爐對車輪進行整體加熱,使車輪膨脹以滿足裝配間隙要求,裝配中無接觸摩擦,冷卻后通過盈接觸強度保證驅(qū)動扭矩,但該車輪屬變截面結(jié)構(gòu),厚度較大造成熱傳導(dǎo)時間較長,熱應(yīng)力變形回彈量不均勻造成工件精度損失,且裝配過程暴露在空氣中,易產(chǎn)生氧化顆粒影響配合質(zhì)量,同時由于工件重量較大,溫度較高,流轉(zhuǎn)過程操作不便。(3)冷裝法主要是將車輪軸放入冷卻介質(zhì)中,按裝配間隙和工件直徑控制冷裝溫度和保溫時長,裝配后工件在常溫狀態(tài)下升溫膨脹,依靠過盈接觸強度保證驅(qū)動扭矩,車輪軸相對重量輕、截面變化小,冷裝過程性中具有無接觸摩擦、無表面氧化、裝配接觸強度高和易于工件流轉(zhuǎn)等特點,便于實現(xiàn)自動化裝配,但冷卻介質(zhì)具有揮發(fā)性[1]。
綜合上述因素分析,從綠色、節(jié)能、裝配質(zhì)量控制及裝配產(chǎn)線建設(shè)方面分析,冷裝工藝具有較強的可行性,但需通過檢測車輪、車輪軸配合尺寸,在保證裝配間隙下節(jié)約冷凍時間,提高裝配效率,減少冷卻介質(zhì)損耗均攤。
1.冷裝工藝分析
冷裝法是常規(guī)冷處理的一種延伸,在-150℃低溫下可大幅度降低金屬材料中的殘余奧氏體,使基體組織上析出均勻、細微且彌散的碳化物,在軸的外徑微量減小的同時可顯著提升材料的力學(xué)性能和使用壽命,低溫冷縮狀態(tài)下按圖裝配,隨著車輪軸溫度升至室溫,其回彈至原始加工尺寸,從而達到過盈裝配目的。大過盈冷裝通常采用液氮作為冷裝介質(zhì),冷卻溫度低且化學(xué)性能穩(wěn)定,使用過程中將液氮投放至冷裝桶或冷裝箱中,由于液氮不能回收,損耗成本較高,因此必須通過流程化裝配提高作業(yè)效率。裝配前檢查車輪軸外徑無應(yīng)力集中尖角,外徑粗糙度優(yōu)于Ra3.2,車輪內(nèi)孔、車輪軸外圓經(jīng)強力清吹后(避免表面結(jié)冰)拍照測量配合尺寸并編號記錄,車輪軸進入回轉(zhuǎn)通過式液氮冷裝箱(工件擺放間隙值大于30mm),按記錄尺寸設(shè)定保溫時長,到時后采用桁架機械臂吊出工件復(fù)檢外徑尺寸,并與車輪對號定位裝配[2]。
2.冷裝工藝試驗
2.1 試驗對象確定
根據(jù)機械設(shè)計手冊中過盈連接件裝配經(jīng)驗公式表明,影響工件冷裝溫度的主要因素是工件直徑和線膨脹系數(shù),為有效評估各類車輪組的冷裝可行性,我們選擇直徑φ200~φ630mm車輪組為試驗對象[3],相關(guān)參數(shù)見表1。
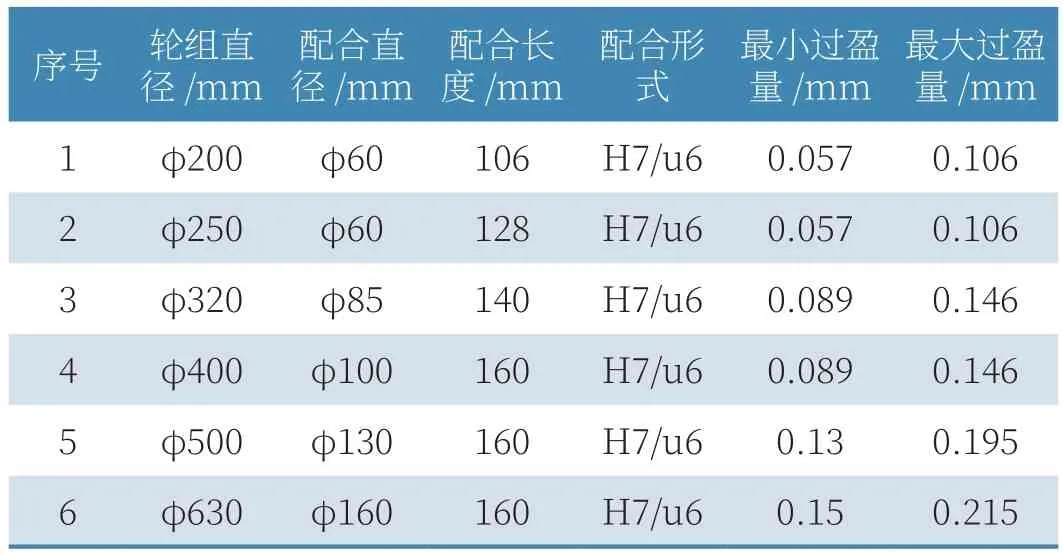
表1 過盈量計算表
2.2 冷裝溫度計算
按照經(jīng)驗公式,工件冷裝溫度與外徑收縮量成正比,與材料系數(shù)、配合直徑成反比,故車輪軸冷裝溫度經(jīng)驗公式設(shè)定為:
式中:T—冷裝溫度,℃;Δmax—最大過盈量,mm;α—低溫線膨脹系數(shù),℃-1;d—配合直徑,mm。
(1)線膨脹系數(shù)測定。由于該車輪軸的材料為40Cr,冷裝前處于調(diào)質(zhì)狀態(tài),由線性膨脹系數(shù)公式,得線材料膨脹系數(shù)與溫度成反比,采用φ60×180mm樣件在不同溫度下冷凍1h測得該材料線膨脹系數(shù)與溫度曲線,見圖1。
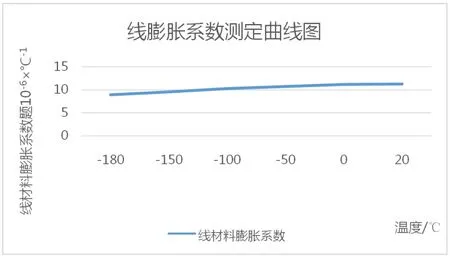
圖1 線膨脹系數(shù)測定曲線圖
由圖1可知,不同溫度下同類材料的線膨脹系數(shù)不同,相對差值較大,在-180℃時該材料對應(yīng)線膨脹系數(shù)為8.9×10-6℃-1,通過統(tǒng)計工件出箱溫度和外徑收縮量,該理論計算公式的溫度修正值約為35℃。
(2)冷裝溫度計算。為保證冷裝溫度的可靠性,我們選取最大過盈量作為計算原始參數(shù),冷裝溫度計算情況見表2。
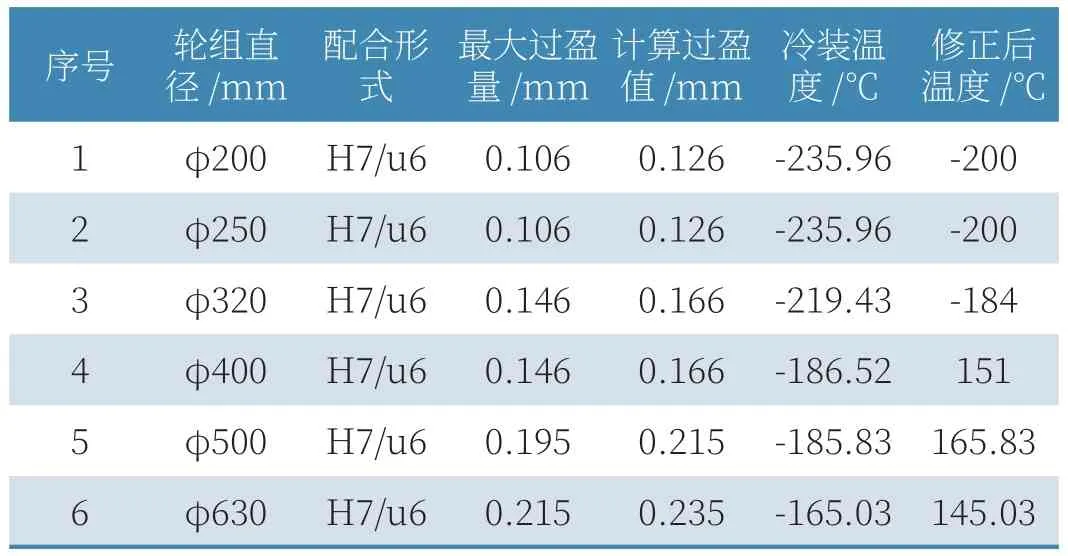
表2 冷裝溫度修正計算表
在常壓下液氮溫度為-196℃,考慮傳導(dǎo)損失,冷裝箱環(huán)境極限低溫設(shè)置在-180℃,上表計算數(shù)據(jù)可知,直徑φ200~φ250的車輪在當前常溫低壓狀態(tài)下不滿足最大過盈裝配要求,因此控制φ200~φ250輪組車輪軸及車輪內(nèi)孔的公差值,減少實際過盈量。
3.結(jié)論
本文以起重機模塊化車輪組冷裝工藝及產(chǎn)線建設(shè)為切入點,梳理分析各直徑輪組在冷裝工藝下的加工尺寸控制要求、完善低溫冷凍理論計算公式。冷裝工藝有效推動車輪組由有鍵連接向無鍵連接優(yōu)化,相對傳統(tǒng)壓裝,采用冷裝工藝的大過盈無鍵結(jié)構(gòu)車輪組的裝配合格率提升20%,批量化集中作業(yè)效率提升40%,有效提升裝配質(zhì)量、實現(xiàn)裝配組合揀選控制和數(shù)據(jù)的可追溯要求。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
