
超聲波3D打印設備焊接頭組件設計與仿真分析
2021-10-14 06:44:06熊威沈明杰
中國科技縱橫 2021年15期
熊威 沈明杰
(1.中國航空工業空氣動力研究院,遼寧沈陽 110000;2.哈爾濱工程大學,黑龍江哈爾濱 150001)
0.引言
超聲波固結是在超聲波焊接技術的基礎上發展起來的一種增材制造方法[1]。作為高性能復合材料制備方法,其在制備功能梯度材料結構、纖維增強金屬復合材料結構、金屬層狀復合材料結構、智能金屬復合材料結構等方面潛力巨大。此外,也可將光纖和傳感器嵌入工件中,實現零件與信息傳遞系統一體化[2-3]。
該技術基于超聲波振動塑性加工原理,以金屬箔作為原材料,超聲波3D打印設備實際上是一個內置了超聲波焊接技術的數控銑床。本文對超聲波3D打印機中實現焊接功能的核心裝置超聲焊接頭組件做深入分析的基礎上,進行了組件結構設計與系統集成,并對主要零件進行了聲固耦合有限元仿真分析。
1.超聲焊接系統
1.1 超聲焊接系統原理
超聲焊接系統是將工頻電流轉化為超聲振動的系統,系統的主要部件為換能器、變幅桿、耦合桿以及焊接頭,系統框架如圖1所示[4-5]。
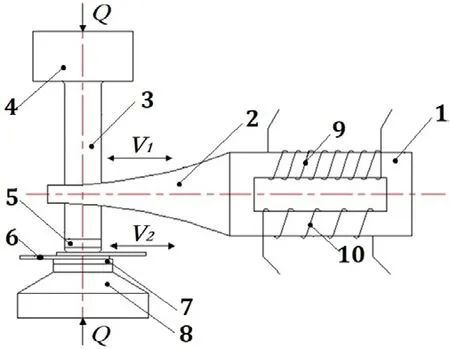
圖1 超聲焊接系統框架圖
其工作原理為:由變頻超聲波發生器將工頻電流轉變為超聲波頻率的振蕩電流,換能器則通過磁致收縮效應將電磁能轉換成彈性機械振動能。把換能器與彈性振動變幅桿相連接,變幅桿用來協調換能器和負荷的參數,并通過耦合桿和上聲極耦合到工件。系統產生諧振,從而向受靜壓力Q工件輸出彈性振動能,V1、V2振動方向,通過這種能量轉換,兩種薄材工件被焊接在一起。
1.2 系統聲學計算
超聲波換能器與超聲波變幅桿在長度方向上均取聲波的半波長。根據超聲波固結原理,使得焊件高速振動摩擦主要是縱波,因此需要得到縱波的波速與波長,縱波在細長棒中傳播速度如公式(1)。

式中:E—彈性模量(MPa);
ρ—材料密度(g/mm3);
根據以上聲學參數確定結構的尺寸形狀,從而得到諧振頻率與裝夾位置。通過適當調整尺寸保證諧振頻率一致,使焊接頭工作在振幅最大的波腹位置,將加壓與裝夾設置在振幅最小的駐波節點位置。
1.3 超聲波焊接的主要工藝參數
本文通過理論分析與計算,確定了超聲波焊接主要工藝參數的取值。取諧振頻率為20kHz;焊接時間τ一般不超過4s;換能器輸出振幅為15μm,工作振幅ξm為20μm。
超聲功率P也是一個重要工藝參數,超聲波焊接的功率和負載有關,具體關系為表達式(2),其中K為常數、δ焊接工件厚度、H材料硬度。

2.超聲焊接頭組件結構設計
本文依據超聲波傳播機理,設計了超聲波3D打印機的超聲焊接系統,包括超聲波發生器、超聲波換能器、變幅桿、超聲波焊接頭等零部件的選型與結構設計。
設計選用大功率超聲波發生器,輸出功率為9kW;采用了鋱鏑鐵(Terfenol-D)磁致伸縮換能器,工作頻率為20kHz,輸出振幅為15μm。
2.1 變幅桿
超聲變幅桿的主要作用是把機械振動的質點位移或速度放大,或者將超聲波的能量集中在較小的面積上,也就是聚能作用。本文中采用半波長圓截面指數型變幅桿。變幅桿設計參數:大端直徑40mm;小端直徑30mm;面積系數1.3,諧振長度125.83mm。
2.2 超聲波焊接頭
超聲波焊接的過程中需要對工件施加靜壓力,而壓力需要通過超聲波焊接頭來傳遞。焊接頭選用TC4鈦合金(Ti-6Al-4V),經熱處理其洛氏硬度43HRC。其結構采用對稱式設計,以抵消彎曲力矩;為減小工作表面處使聲波波長,需加大此處截面面積。同時,工作表面兩邊的駐波節點處即為施加壓力位置。
超聲焊接頭組件的其他零部件包括:外殼與裝夾裝置、滑動軸承、同步轉動結構、集電環等。需考慮散熱、裝夾、減摩、焊接頭的振動與轉動協同、及轉動體導電問題。
最終設計完成的超聲焊接頭組件整體組裝三維模型如圖2所示。
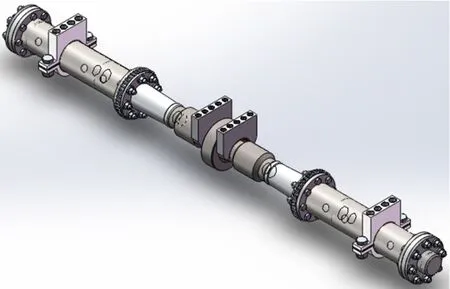
圖2 超聲波振動系統整體組裝圖
3.超聲焊接頭組件有限元分析
超聲波固結設備的振動與系統的聲學特性密切相關。超聲振動系統的機械振動和內部聲腔空氣的聲振動相互耦合,相互影響。本文應用COMSOL Multiphysics[6]對超聲振動系統中的變幅桿,超聲焊接頭進行了聲固耦合分析。
變幅桿的聲固耦合分析如圖3所示。從圖上可以看到,變幅桿與換能器、焊接頭的連接側以及法蘭面上的聲波密度較大,主體部分聲波密度較小,整體的耦合振動在合理的范圍內。
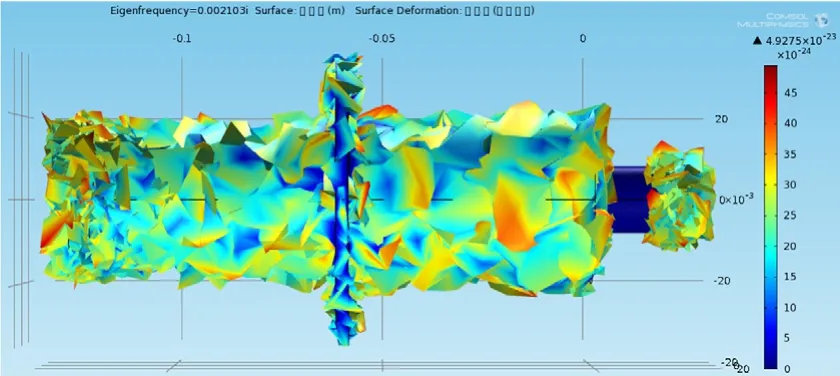
圖3 變幅桿的聲固耦合分析
超聲波焊接頭的聲固耦合分析如圖4所示。從圖上可以看到,焊接頭處聲波密度較大,符合上文分析的超聲波焊接頭上的波形要求,整體的耦合振動在合理的范圍內。
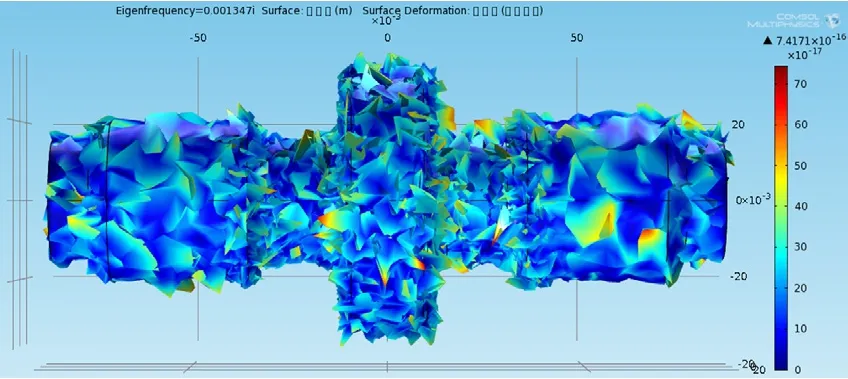
圖4 超聲波焊接頭的聲固耦合分析
4.結語
本文從聲學原理為出發,研究了超聲波3D打印機焊接頭組件。超聲波換能器采用鋱鏑鐵(Terfenol-D)磁致伸縮換能器;半波長圓截面指數型變幅桿放大換能器振幅;對稱式超聲波焊接頭抵消彎曲力矩,使受力更加均勻;對變幅桿以及焊接頭進行聲固耦合分析,驗證了零件結構設計的可行性。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
北京測繪(2020年12期)2020-12-29 01:33:58
天天愛科學(2020年6期)2020-09-10 07:22:44
電子制作(2018年18期)2018-11-14 01:48:24
數學物理學報(2017年6期)2018-01-22 02:26:40
家庭影院技術(2017年9期)2017-09-26 03:41:45
山東工業技術(2016年15期)2016-12-01 05:31:22
