數(shù)字化光處理立體成型技術(shù)中吸附力的影響機(jī)制1)
2021-11-09 06:26:40范徐瑜梁海弋
力學(xué)學(xué)報(bào) 2021年7期
關(guān)鍵詞:區(qū)域
范徐瑜 梁海弋,?,
*(中國(guó)科學(xué)技術(shù)大學(xué)近代力學(xué)系,合肥 230027)
? (中國(guó)科學(xué)技術(shù)大學(xué)先進(jìn)技術(shù)研究院?安徽春谷增材制造聯(lián)合實(shí)驗(yàn)室,合肥 230088)
引言
增材制造是一項(xiàng)具有革命意義的新興制造技術(shù),被譽(yù)為決定未來(lái)經(jīng)濟(jì)的十二大顛覆技術(shù)之一[1],在工業(yè)界與學(xué)術(shù)界有廣泛的應(yīng)用前景,如生物醫(yī)療[2-5]、航天航空[6-7]、機(jī)器人技術(shù)[8-9]、智能傳感器[10-11]、結(jié)構(gòu)設(shè)計(jì)[12-13]以及微流控芯片[14-15]等.數(shù)字化光處理(digital light processing,DLP)立體成型技術(shù)是樹脂光固化增材制造最重要的一類成型方式之一,與其他方式相比,其具有較高的成型速度與成型精度[16-17].DLP 成型利用自由基光聚合的原理,通過(guò)逐面曝光、固化、分離再填充的往復(fù)循環(huán)過(guò)程,層層累加最后形成三維實(shí)體,實(shí)現(xiàn)由面至體的成型過(guò)程.Tumbleston 等[18]基于DLP 成型原理提出了CLIP 技術(shù),采用高透氧的特氟龍膜(Teflon AF 2400)作為樹脂槽底的透明窗口,利用氧阻聚的原理,使已固化成型部分與窗口之間保持一層厚度達(dá)數(shù)十微米的未固化液膜薄層(dead zone),從而避免了固化層與窗口的黏連,實(shí)現(xiàn)了高速連續(xù)固化成型,將打印速度進(jìn)一步提高到每小時(shí)百毫米,其原理如圖1(a)所示.然而,由于高黏度的樹脂導(dǎo)致的液膜薄層的巨大吸附力限制了成型速度的進(jìn)一步提高,強(qiáng)行提高速度后液膜將出現(xiàn)空泡并發(fā)生破裂,導(dǎo)致樣品缺陷甚至引起打印失敗[19-20].

圖1 (a) DLP 成型原理和(b)多物理場(chǎng)模型Fig.1 Schematic diagram of (a) DLP 3D printer and (b) multiphysical model
為了提高DLP 光固化成型速度,國(guó)內(nèi)外學(xué)者從樹脂槽成型窗口和打印工藝等方面做了大量研究與改進(jìn).Wu 等[21]受豬籠草啟發(fā)對(duì)PDMS 膜進(jìn)行表面處理,獲得了超潤(rùn)滑表面并以此作為透明窗口,降低吸附力從而提高了成型速度至360 mm/h.Walker等[22]利用高速流動(dòng)的油層將透明窗口與樹脂固化區(qū)域分隔開,極大地降低了吸附力,實(shí)現(xiàn)了430 mm/h的固化成型速度.目前多數(shù)研究集中于試驗(yàn)層面,僅有少量研究從仿真的角度對(duì)DLP 成型過(guò)程進(jìn)行了機(jī)理分析.Wang 等[23]搭建了粗粒度分子動(dòng)力學(xué)模型用于模擬CLIP 成型過(guò)程,研究了對(duì)打印物體成型質(zhì)量的影響因素,發(fā)現(xiàn)打印物體的成型形狀將由單體交聯(lián)密度、毛細(xì)管力及摩擦力的相互作用共同決定.Taki 等[24]通過(guò)建立了一個(gè)考慮自由基聚合反應(yīng)與氧氣分子擴(kuò)散的成型過(guò)程數(shù)值模型,發(fā)現(xiàn)垂直提升速度及樹脂中光強(qiáng)的衰減程度將影響樹脂的交聯(lián)密度和成型精度.該模型考慮了連續(xù)固化的相變過(guò)程,但沒有考慮樹脂流動(dòng)的影響.Wang 等[25]忽略了光聚合反應(yīng)過(guò)程,將死區(qū)簡(jiǎn)單的考慮為平板間的流體運(yùn)動(dòng),模擬了固化截面尺寸、提升速度等因素的影響.上述研究中的模型較為簡(jiǎn)化,沒有全面考慮DLP 固化成型中的關(guān)鍵因素的影響,因而未能揭示液膜薄層區(qū)吸附力的物理機(jī)制.
本文針對(duì)DLP 成型過(guò)程中的自由基光聚合反應(yīng)、樹脂固化相變以及樹脂流動(dòng)等物理過(guò)程,搭建了多物理場(chǎng)仿真模型并進(jìn)行數(shù)值求解,研究了DLP打印成型區(qū)的演化過(guò)程,對(duì)固?液界面形貌及吸附力大小的影響因素進(jìn)行了模擬分析,并提出了降低吸附力、提高打印速度的改進(jìn)措施,以期為DLP 技術(shù)的工藝改進(jìn)與工程應(yīng)用提供參考.
1 多物理場(chǎng)模型建立
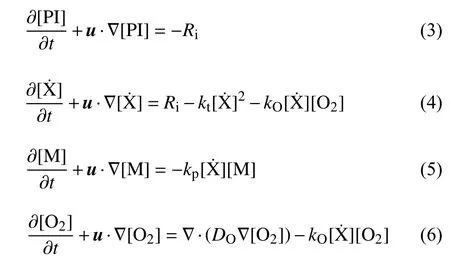
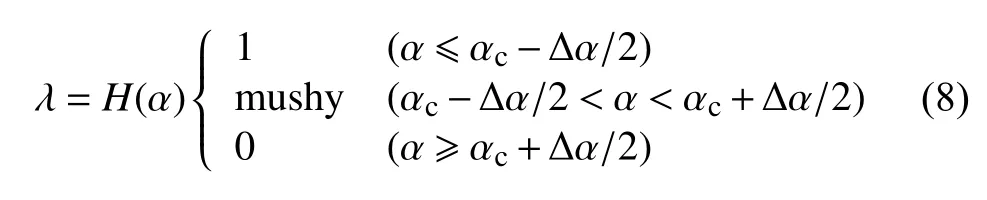
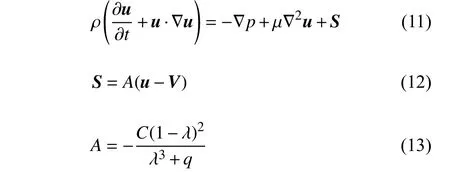
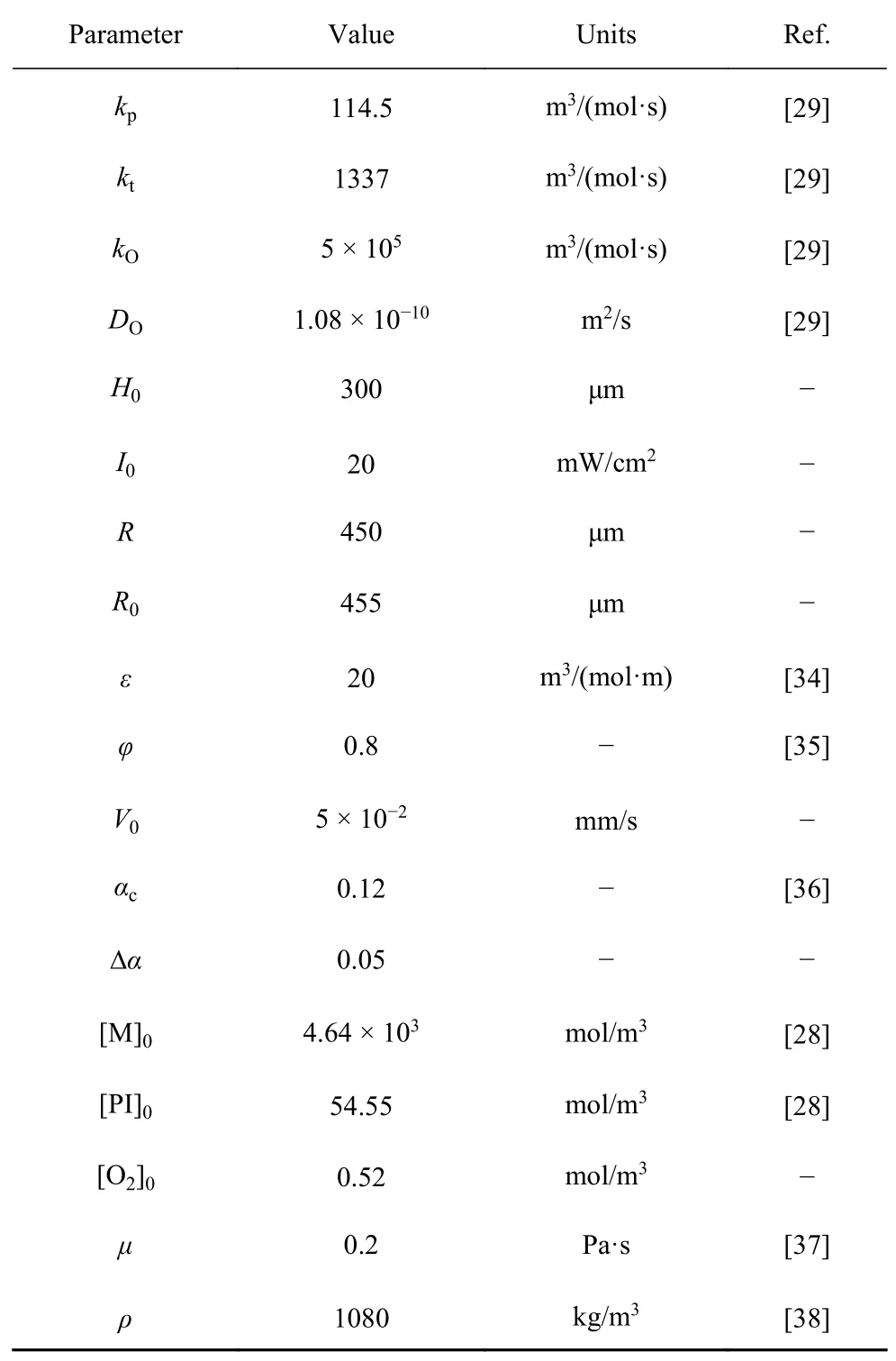
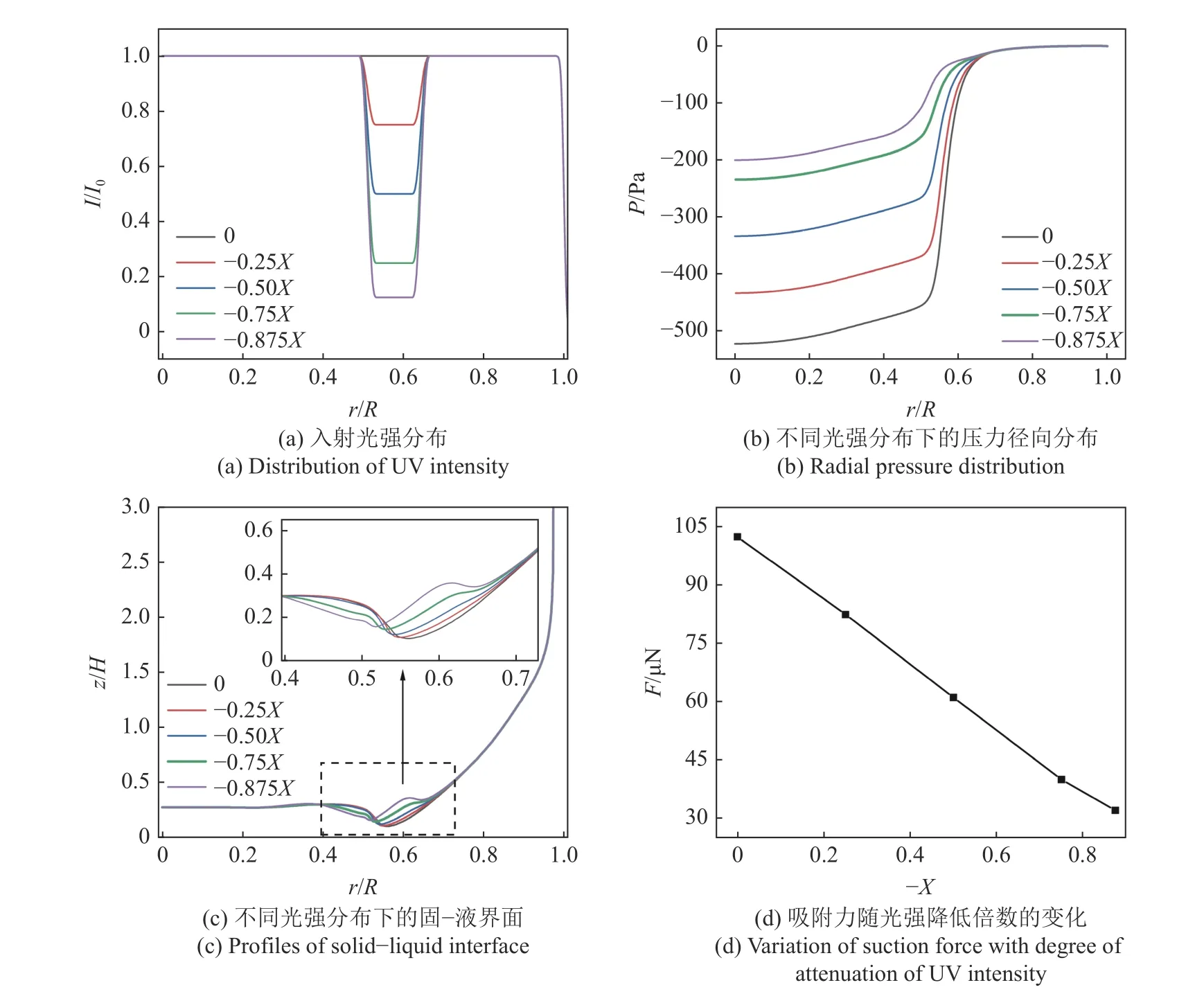
為了便于研究,本文以打印半徑為R的實(shí)心圓柱形狀樣品為例,結(jié)合DLP 打印的成型原理與工作過(guò)程,構(gòu)建如圖1(b)所示的二維軸對(duì)稱(r,θ,z)簡(jiǎn)化模型.整個(gè)模型主要針對(duì)液膜及緊鄰其上方的一部分已固化樹脂區(qū)域,圓柱樣品中心軸線與z軸重合,固相區(qū)域以恒定速度V0向上提升.模型的高度為H0,半徑為R0,受到由下往上的光強(qiáng)分布為I(z,r)的恒定紫外光照射,固化區(qū)域的尺寸即取決于光照范圍(要求紫外光照射區(qū)域半徑R 本文采用經(jīng)典的自由基光聚合反應(yīng)模型,主要包括鏈引發(fā)、鏈增長(zhǎng)、鏈終止等過(guò)程,具體表示為表1 所示的5 個(gè)步驟[26-29].首先,在紫外光(UV)的作用下誘導(dǎo)光引發(fā)劑(PI)由基態(tài)轉(zhuǎn)變?yōu)榧ぐl(fā)態(tài),進(jìn)而分解產(chǎn)生初級(jí)自由基(R˙),如步驟1 所示.初級(jí)自由基()進(jìn)一步進(jìn)攻體系中的不飽和單體(M)產(chǎn)生單體自由基(),如步驟2 所示.單體自由基()繼續(xù)與單體(M)作用形成新的鏈自由基(),引起分子鏈持續(xù)增長(zhǎng),交聯(lián)密度增大,如步驟3 所示,鏈增長(zhǎng)速率常數(shù)為kp.最后,鏈自由基之間相互反應(yīng)導(dǎo)致鏈增長(zhǎng)終止(步驟4),終止速率常數(shù)為kt.此外,氧氣能與自由基反應(yīng)形成類似于過(guò)氧化物的中間體(RMnOO),抑制其進(jìn)一步參與聚合反應(yīng)(步驟5),反應(yīng)速率常數(shù)為kO. 表1 自由基光聚合反應(yīng)動(dòng)力學(xué)模型Table 1 Reaction scheme and kinetic model of free radical photopolymerization 鑒于光引發(fā)劑、單體、自由基等物質(zhì)在樹脂中的擴(kuò)散速率較慢,遠(yuǎn)小于氧氣,因此忽略其分子擴(kuò)散過(guò)程,而只考慮對(duì)流傳質(zhì)過(guò)程.初級(jí)自由基的生成速率Ri與對(duì)紫外光的吸收率相關(guān),可表示為 式中,φ為量子產(chǎn)率,ε為摩爾吸光系數(shù),[PI]為光引發(fā)劑的濃度.考慮光強(qiáng)分布在樹脂中沿軸線方向的衰減過(guò)程,根據(jù)朗伯?比爾定律(Beer-Lambert Law)可得 式中,I0(r) 為樹脂下表面所受到的入射光光強(qiáng),其沿r方向的分布范圍等于擬打印樣品的半徑R,即r≤R時(shí),I0(r)=I0;r>R時(shí),I0(r)=0. 式(3)~式(6)中,只考慮氧氣的分子擴(kuò)散過(guò)程,其擴(kuò)散系數(shù)為DO.[PI],[],[M],[O2]分別為PI,,M,O2的物質(zhì)的量濃度,u表示對(duì)流速度矢量.式(3)~式(5)中等號(hào)左側(cè)第二項(xiàng)為對(duì)流項(xiàng),與流場(chǎng)分布相關(guān);等號(hào)右側(cè)為反應(yīng)項(xiàng),對(duì)應(yīng)于表1 中的5 個(gè)反應(yīng)步驟.而式(6)中除了包括上述二者,還含有擴(kuò)散項(xiàng) ? ?(DO?[O2]). 隨著聚合反應(yīng)過(guò)程的進(jìn)行,光敏樹脂的黏度將隨交聯(lián)密度的增大而急劇上升,由液態(tài)轉(zhuǎn)變?yōu)楣虘B(tài)[30].常用雙鍵的轉(zhuǎn)化度α來(lái)衡量單體分子的交聯(lián)密度,此處可通過(guò)單體消耗分?jǐn)?shù)來(lái)近似表達(dá),定義為 當(dāng)轉(zhuǎn)化度α低于臨界值αc時(shí),樹脂為液態(tài);超過(guò)αc時(shí)則轉(zhuǎn)變?yōu)楣虘B(tài).通過(guò)使用階躍函數(shù)H(x)實(shí)現(xiàn)對(duì)相分布的捕捉 其中λ為相分?jǐn)?shù).當(dāng)轉(zhuǎn)化度靠近臨界值時(shí),λ從1 (液態(tài))轉(zhuǎn)變?yōu)? (固態(tài)).由于數(shù)值突變會(huì)引起計(jì)算的不穩(wěn)定性,并且固?液轉(zhuǎn)變區(qū)域即糊狀區(qū)本應(yīng)存在厚度,因此需對(duì)其進(jìn)行光滑過(guò)渡,常采用誤差函數(shù)進(jìn)行處理[31].此處為了方便,直接借助COMSOL 內(nèi)置的光滑階躍函數(shù)flc2hs(x,d),該函數(shù)能滿足具有連續(xù)的二階導(dǎo)數(shù)[32].從而式(8)進(jìn)一步表示為 式中,Δα表示過(guò)渡段寬度值,通過(guò)對(duì)比分析不同取值下的結(jié)果差異,綜合實(shí)際模型需要,最終采用Δα=0.05.為了便于后文分析,此處定義氧氣濃度分?jǐn)?shù)θ以衡量氧濃度變化 式中,[M]0和[O2]0分別為單體與氧氣的初始物質(zhì)的量濃度. 液相區(qū)域樹脂的運(yùn)動(dòng)可視作不可壓縮牛頓流體的層流流動(dòng),而固相區(qū)域?yàn)橐殉尚筒糠?將隨提升平臺(tái)以恒定速度V0沿z軸正向運(yùn)動(dòng).為同時(shí)實(shí)現(xiàn)樹脂在兩種狀態(tài)下的運(yùn)動(dòng),并同時(shí)捕獲其相變過(guò)程,在N-S 方程中加入體力項(xiàng)S.由于液膜區(qū)域極薄(通常小于100 μm),重力引起的壓強(qiáng)變化將遠(yuǎn)小于膜內(nèi)壓力分布,因此忽略重力,可得[33] 及不可壓縮流體連續(xù)性方程 式中,u為速度矢量,p為壓力,V為固相區(qū)域的速度矢量,ρ為樹脂密度,μ為動(dòng)力黏度.在實(shí)際成型過(guò)程中,隨著單體的轉(zhuǎn)化度的上升,液態(tài)樹脂的黏度、密度等性質(zhì)也會(huì)隨之改變.但由于本文重點(diǎn)研究的區(qū)域?yàn)闃O薄的樹脂液膜層,其由氧氣對(duì)反應(yīng)的抑制作用而產(chǎn)生,并且液膜內(nèi)的單體幾乎不被消耗,轉(zhuǎn)化度為0 (見后文分析),因此液態(tài)樹脂的黏度、密度等在膜內(nèi)分布均勻,故此處將其視作常數(shù).函數(shù)A的值隨著液相逐漸轉(zhuǎn)變?yōu)楣滔喽鴱? 增大至較大值:當(dāng)λ=1 時(shí),樹脂呈液相,A=0,式(11)即與S項(xiàng)無(wú)關(guān);當(dāng)λ=0 時(shí),樹脂呈固相,A為較大值,為平衡式(11)的左右兩側(cè),則需u=V,即以恒定速度V0向z軸正向運(yùn)動(dòng).其中,q取較小常數(shù)以避免分母為0;C為一任意的較大常數(shù)以滿足A取得較大值,通常應(yīng)根據(jù)模型具體需要選用不同的取值,當(dāng)取值過(guò)小時(shí)會(huì)導(dǎo)致固相區(qū)域不能按照預(yù)設(shè)方向運(yùn)動(dòng)而違背實(shí)際物理過(guò)程,過(guò)大時(shí)則會(huì)導(dǎo)致數(shù)值計(jì)算出現(xiàn)收斂性問(wèn)題.在反復(fù)計(jì)算測(cè)試之后,發(fā)現(xiàn)當(dāng)C=1.2×1010kg/(m3?s),q=10×10?4時(shí)能較好的符合實(shí)際物理過(guò)程,并獲得最優(yōu)的計(jì)算效果. 液膜區(qū)域上方為固相,速度由S項(xiàng)中參數(shù)V指定,下邊界為固定壁面,采用無(wú)滑移邊界條件,而外界液體與大氣相通,邊界處相對(duì)壓力設(shè)為零,初始時(shí)刻速度為0,為靜水狀態(tài) 整個(gè)模型區(qū)域樹脂受到恒定的紫外光照射,下邊界通過(guò)透氧膜與外界氧氣接觸,保持恒定氧濃度.由于樹脂槽中的樹脂暴露于環(huán)境中,假定其所含氧氣的初始平衡濃度值與外界相同,均為[O2]0.右邊界與樹脂槽內(nèi)未曝光的樹脂相通,各物質(zhì)濃度均保持初始值平衡值,上邊界采用無(wú)通量邊界條件,即 式中,[PI]0為光引發(fā)劑初始濃度.與仿真模型相關(guān)的各參數(shù)取值如表2 所示. 表2 仿真參數(shù)Table 2 Parameters used in this study 本文搭建的模型形狀為規(guī)則的矩形,因此為了減少網(wǎng)格數(shù)量并提高計(jì)算效率,均采用結(jié)構(gòu)網(wǎng)格劃分.由于曝光區(qū)域邊界位置變化梯度大,因此對(duì)右邊界進(jìn)行局部加密;考慮下邊界為壁面,同時(shí)存在由液相至固相的過(guò)渡,因此對(duì)該處也進(jìn)行加密處理.經(jīng)過(guò)網(wǎng)格獨(dú)立性驗(yàn)證,采用270 000 個(gè)單元的結(jié)構(gòu)化網(wǎng)格進(jìn)行計(jì)算分析,具體劃分為nr×nz=450×600,最小單元尺寸0.09 μm. 上述物理模型通過(guò)商業(yè)有限元軟件COMSOL Multiphysics 5.4 進(jìn)行建模,采用瞬態(tài)求解器進(jìn)行隱式求解,計(jì)算時(shí)長(zhǎng)設(shè)置為8 s,整個(gè)模擬過(guò)程可概述為: (1)初始時(shí)刻均為液態(tài),流體靜止; (2)受到紫外光照射,氧氣開始消耗,單體開始轉(zhuǎn)化,逐漸由液態(tài)轉(zhuǎn)變?yōu)楣虘B(tài); (3)轉(zhuǎn)變?yōu)楣虘B(tài)的區(qū)域開始以恒定速度向上提升,未固化液體被不斷填充至空缺部位,并持續(xù)反應(yīng),最終達(dá)到穩(wěn)定狀態(tài). 以上模型用來(lái)模擬DLP 打印成型過(guò)程,至8 s時(shí)可視作流場(chǎng)達(dá)到穩(wěn)定,該時(shí)刻固化區(qū)域的單體轉(zhuǎn)化度分布以及速度矢量圖如圖2(a)所示.灰色實(shí)線為臨界轉(zhuǎn)化度αc等值線,根據(jù)前文描述此處可將其定義為固?液界面,呈現(xiàn)出穩(wěn)定的非均勻波浪衰減形貌,液膜厚度極小且在邊界處波動(dòng)劇烈,致使液膜區(qū)域出現(xiàn)狹縫段,由外至內(nèi)呈現(xiàn)緊縮的特征.灰色實(shí)線以上的區(qū)域單體轉(zhuǎn)化度較高,表現(xiàn)為固相,以恒定速度V0向z軸正向運(yùn)動(dòng);其余區(qū)域?yàn)橐合?液態(tài)樹脂從液膜外部逐漸流動(dòng)并填充至液膜內(nèi)部,流經(jīng)狹縫段時(shí)流速劇增,如圖2(b)所示. 圖2 仿真結(jié)果Fig.2 Simulation result 以往研究中針對(duì)DLP 成型過(guò)程中吸附力的預(yù)測(cè)模型與經(jīng)驗(yàn)公式基本都是基于逐層固化過(guò)程進(jìn)行推導(dǎo)的[19,39-40],即忽略固化時(shí)樹脂的流動(dòng),將提升過(guò)程近似簡(jiǎn)化為中間充滿黏性液體的極窄間隙的兩平板的勻速分離,吸附力Fs可近似表示為[41-42] 式中,p為壓力,R為圓柱樣品半徑,h為液膜厚度,且滿足h?R. 仿真結(jié)果表明,DLP 連續(xù)成型過(guò)程中固?液界面的形貌并不是均勻的平面,與以往研究中的假設(shè)存在差異.為了探究固?液界面形貌的不同而導(dǎo)致壓力分布的變化,本文對(duì)DLP 成型過(guò)程中液膜區(qū)域壓力分布進(jìn)行了分析,如圖2(c)所示.緊縮段沿徑向的壓力梯度大,變化劇烈,其余位置壓力的徑向變化趨勢(shì)相對(duì)平緩,液膜邊界壓力接近于外界大氣壓,越靠近軸線處壓力值越大.由式(17)可知,對(duì)于兩圓形平板的勻速分離過(guò)程,其間液體的壓力及吸附力均與間隙厚度h的三次方成倒數(shù)關(guān)系,即隨著h的降低,壓力與吸附力將急劇上升.而在本模型中,由于緊縮區(qū)域液膜厚度h小于其余區(qū)域,從而導(dǎo)致該處流動(dòng)阻力較大,沿徑向的壓力梯度遠(yuǎn)高于其余位置. 由于固?液界面形貌較為復(fù)雜,為定量分析液膜整體厚度的變化及影響情況,定義等效厚度h3(即圖2(c)中黃色虛線與下邊界之間的距離),使其滿足式(17),等效于兩平板的分離過(guò)程,即F=Fs.其中,F為本模型所得的吸附力大小,可通過(guò)模型下邊界Ω處的壓力積分近似表示[39].同時(shí),選取兩處關(guān)鍵位置:中心軸線(Ⅰ)及狹縫區(qū)域最薄點(diǎn)(Ⅱ),如圖2(c)中橙色箭頭所示,將其液膜厚度分別定義為h1和h2. 圖3 為提升速度V0分別為0.025,0.0425 和0.05 mm/s 3 種情況下,模型下邊界Ω表面及其對(duì)應(yīng)等效過(guò)程沿徑向的壓力分布.在保持總吸附力相同時(shí),DLP 成型過(guò)程的徑向壓力分布完全不同于已有研究所采用的近似簡(jiǎn)化模型.簡(jiǎn)化模型將該過(guò)程視作兩平板的勻速分離,壓力分布沒有出現(xiàn)突變,其大小與r2成線性關(guān)系.而本文構(gòu)建的模型,因存在狹縫區(qū)域而導(dǎo)致的壓力出現(xiàn)突增,且隨著速度的增大,突增區(qū)域徑向壓力梯度增大,壓力增量增大,與以往研究中所作假設(shè)的差異進(jìn)一步加大.這是由于在速度較高的情況下,隨著速度的增大,h2逐漸降低,而h1隨之增大,液膜厚度的不均勻性增大(見后文分析).因此,為進(jìn)一步分析DLP 成型過(guò)程中吸附力的影響機(jī)制,應(yīng)主要針對(duì)不同因素對(duì)固?液界面形貌的影響情況. 圖3 徑向壓力分布Fig.3 Radial distribution of pressure 固?液界面的形貌及液膜厚度會(huì)直接影響吸附力的大小,為探究對(duì)吸附力的影響機(jī)制,首先對(duì)成型區(qū)液膜的演化過(guò)程進(jìn)行分析.圖4 為1.5 s,2.5 s,3.5 s,5 s 及8 s 時(shí)刻成型區(qū)域的單體轉(zhuǎn)化度分布和氧氣濃度分布,其中白色箭頭與紅色箭頭分別表示對(duì)應(yīng)物質(zhì)的對(duì)流通量與擴(kuò)散通量.在本模型中未考慮單體的分子擴(kuò)散,因此圖4(a)中僅出現(xiàn)對(duì)流通量.由于當(dāng)單體轉(zhuǎn)化度超過(guò)臨界值αc后即視為固態(tài)(圖4(a)中紅色區(qū)域),不是本文研究的重點(diǎn),故只考慮低轉(zhuǎn)化度部分(α<0.12). Dendukuri 等[27]研究表明,自由基聚合反應(yīng)過(guò)程中,當(dāng)氧氣含量消耗至低于臨界值θc(趨近于0)后,單體才開始反應(yīng).將液膜區(qū)域氧氣濃度高于臨界值θc的部分定義為抑制層,低于θc的部分定義為反應(yīng)層,液膜將主要受抑制層厚度的影響.如圖4(a)所示,液相區(qū)域單體轉(zhuǎn)化度總體趨近于0,而在貼近固?液界面位置出現(xiàn)一段極窄的過(guò)渡區(qū)域(即反應(yīng)層).白色實(shí)線表示氧濃度θ=0.01 的等值線,可見低氧濃度等值線與固?液界面近似重合(即抑制層與液膜近似重合). 圖4(b)為不同時(shí)刻氧氣的濃度分布及其擴(kuò)散通量與對(duì)流通量的矢量圖,灰色實(shí)線表示固?液界面.由式(6)可知,氧氣濃度的變化由對(duì)流傳質(zhì)、分子擴(kuò)散及反應(yīng)消耗的共同作用導(dǎo)致.由于沿徑向流速較快,尺度相對(duì)較大,氧氣的傳遞以對(duì)流傳質(zhì)為主;而沿軸向流速較慢,尺度較小,分子擴(kuò)散的作用效果得以體現(xiàn). 圖4 氧氣濃度及單體轉(zhuǎn)化度分布隨時(shí)間的變化Fig.4 Variation of the conversion fraction of monomer and oxygen concentration with time 整個(gè)過(guò)程經(jīng)歷了如圖4 所示的幾個(gè)階段:首先形成厚度均勻的液膜(1.5 s),隨后出現(xiàn)緊縮形貌(2.5 s)并產(chǎn)生狹縫區(qū)域(3.5 s),然后界面轉(zhuǎn)變?yōu)檠杆偎p的非均勻波浪形貌(5.0 s),最終達(dá)到穩(wěn)定狀態(tài)(8.0 s).氧氣濃度的升高引起液膜增厚,氧氣濃度降低則導(dǎo)致液膜變薄.該變化過(guò)程與氧氣的對(duì)流傳質(zhì)與分子擴(kuò)散密切相關(guān),而對(duì)流傳質(zhì)過(guò)程受控于流場(chǎng)分布,固相的提升速度與固?液界面形貌的變化將影響流場(chǎng)分布,此外形貌的變化取決于氧氣的消耗與濃度分布情況.因此,對(duì)于DLP 成型過(guò)程,提升速度、外界氧氣濃度、光照強(qiáng)度及截面尺寸等因素都將對(duì)打印過(guò)程產(chǎn)生影響,進(jìn)而引起固?液界面形貌的變化,并改變液膜區(qū)域的壓力分布與提升過(guò)程中的吸附力大小. 提升速度是DLP 成型過(guò)程非常關(guān)鍵的一項(xiàng)工藝參數(shù),與成型質(zhì)量、成型效率等有著密切的聯(lián)系.為了分析其對(duì)成型過(guò)程的具體影響,選取并對(duì)比了0.0125~ 0.05 mm/s 之間的不同提升速度,在20 mW/cm2光強(qiáng)、0.52 mol/m3氧濃度下,打印直徑900 μm實(shí)心圓柱樣品至穩(wěn)定狀態(tài)時(shí),其固?液界面的形貌、液膜厚度及吸附力大小的變化情況,如圖5(a)與圖5(b)所示. 圖5(a)描繪了不同速度下的固?液界面形貌,可以看出,隨著提升速度的增大,液膜厚度的不均勻性增大,振幅增大,側(cè)面成型精度降低,狹縫段的位置逐漸向中心軸線移動(dòng).在液膜中心區(qū)域,氧氣主要通過(guò)沿軸向的分子擴(kuò)散與沿軸向的對(duì)流傳質(zhì)進(jìn)行物質(zhì)傳遞.分子擴(kuò)散由濃度梯度驅(qū)動(dòng),軸線位置處速度的徑向分量為零,軸向分量隨提升速度V0的增大而增大,因此提高提升速度將引起該位置沿z軸正向的對(duì)流通量分量增大,導(dǎo)致氧濃度升高,使得液膜厚度增大,如圖5(b)中曲線h1所示,并且可以觀察到厚度與提升速度V0近似成線性關(guān)系.隨著V0的增大,液膜區(qū)域的流體徑向流速增大,引起液膜邊界區(qū)域氧氣對(duì)流通量增大,氧濃度升高,從而使液膜狹縫段向中心移動(dòng),液膜邊界增厚,側(cè)面成型精度降低. 由圖5(b) 曲線h2可見,液膜最薄點(diǎn)厚度隨著V0的增大存在先略微上升后降低的變化趨勢(shì),這是因?yàn)椴煌奶嵘俣炔粌H會(huì)改變樹脂的填充速度,同時(shí)也會(huì)影響固?液界面的形貌,引起流場(chǎng)分布的變化.由圖5(b)曲線h3可知,等效厚度在提升速度較低時(shí)隨V0的增大而增大;在提升速度較高時(shí)隨V0的增大而減小.由式(17)可知,對(duì)于兩平板的分離過(guò)程,吸附力與提升速度成線性關(guān)系;而對(duì)于DLP成型在高速打印過(guò)程中,隨著提升速度的增大,h2逐漸減小,并導(dǎo)致等效厚度h3的降低,使吸附力急劇增加,如圖5(b)曲線F所示.因此,改變提升速度一方面會(huì)直接影響吸附力的大小,另一方面會(huì)因?yàn)楦淖児?液界面形貌而間接導(dǎo)致吸附力的變化. 圖5 固?液界面形貌及吸附力的影響因素Fig.5 Influence factors of profiles of solid-liquid interface and suction force 氧氣濃度與紫外光光強(qiáng)在聚合反應(yīng)中具有重要的作用,將顯著的影響反應(yīng)速率與交聯(lián)密度.圖5(c)與圖5(d)描述了在20 mW/cm2光強(qiáng)下,以0.05 mm/s的提升速度,打印直徑900 μm 實(shí)心圓柱樣品時(shí),其固?液界面形貌、液膜厚度與吸附力大小隨不同外界氧氣濃度[O2]0的變化情況.隨著外界氧氣濃度的增大,擴(kuò)散進(jìn)入樹脂的氧含量增大,抑制層增厚,總體液膜厚度增大,吸附力得到大幅度下降.但由于打印過(guò)程中由液膜外界通過(guò)對(duì)流進(jìn)入液膜區(qū)域的樹脂氧含量也相應(yīng)提高,從而嚴(yán)重影響了成型精度. 圖5(e)和圖5(f)描述了以0.05 mm/s 的提升速度在0.52 mol/m3外界氧氣濃度的條件下,分別以不同的光強(qiáng)進(jìn)行打印時(shí)固?液界面形貌、液膜厚度與吸附力大小的變化情況.可見,降低光強(qiáng)同樣能增大液膜整體厚度,降低吸附力,但同時(shí)也將嚴(yán)重影響成型精度.這是由于降低光強(qiáng)引起自由基的生成速率降低,鏈引發(fā)、鏈增長(zhǎng)、鏈終止以及氧氣抑制的反應(yīng)速率均下降,進(jìn)而導(dǎo)致固化區(qū)域氧氣含量增大,液膜增厚. 不同的樣品尺寸、截面形狀等參數(shù)也會(huì)對(duì)成型過(guò)程中的固?液界面形貌及吸附力等產(chǎn)生影響,但其取決于打印樣品的具體應(yīng)用需求,不受工藝過(guò)程調(diào)控.此外,光引發(fā)劑的含量、鏈增長(zhǎng)速率常數(shù)、鏈終止速率常數(shù)等同樣也會(huì)影響成型過(guò)程,但其由樹脂的材料成分與性質(zhì)所控制,不在本文研究范圍,對(duì)于以上因素均不做進(jìn)一步分析. 通過(guò)調(diào)節(jié)前文所述的各項(xiàng)參數(shù)均能實(shí)現(xiàn)對(duì)成型過(guò)程的調(diào)控以降低吸附力.但由于提高提升速度是工業(yè)應(yīng)用中的一個(gè)重要目標(biāo),不能隨意調(diào)節(jié);而氧含量的精確控制也難以實(shí)現(xiàn).因此本節(jié)內(nèi)容提供一種通過(guò)控制光強(qiáng)以降低吸附力的思路. 液膜區(qū)域的狹縫段增大了樹脂流動(dòng)阻力,是導(dǎo)致過(guò)大吸附力出現(xiàn)的關(guān)鍵因素.通過(guò)整體降低光強(qiáng)的方式能有效增大液膜厚度,但會(huì)顯著影響成型精度.因此此處通過(guò)調(diào)整光強(qiáng)分布,針對(duì)性地降低狹縫區(qū)域的入射光強(qiáng),嘗試提高狹縫區(qū)域的厚度以降低吸附力. 為驗(yàn)證該方法的有效性,基于前文所述模型,將均勻分布的入射光強(qiáng)改變?yōu)椴痪鶆蚍植?狹縫區(qū)域分布范圍為0.51 圖6 成型過(guò)程的改進(jìn)措施及效果Fig.6 Improvement measures and results 當(dāng)選定區(qū)域光強(qiáng)衰減0.875 倍時(shí),最薄處液膜厚度提高了55%,并且中心軸線位置壓力值降低了60%,吸附力降低了68%.因此,通過(guò)采用不均勻光強(qiáng)照射,能有效降低吸附力,提高成型速度. 通過(guò)搭建耦合了自由基光聚合反應(yīng)動(dòng)力學(xué)、固?液相變及流體流動(dòng)的多物理場(chǎng)模型,采用已有文獻(xiàn)中的材料屬性,研究了DLP 成型過(guò)程的物理機(jī)理,分析了成型區(qū)樹脂液膜在傳質(zhì)、光聚合、固化沉積、氧阻聚等共同作用下的演化過(guò)程,討論了打印速度、氧氣濃度分布、紫外光強(qiáng)等因素對(duì)固?液界面形貌以及吸附力的影響,同時(shí)還提出了一種通過(guò)調(diào)整光強(qiáng)分布降低吸附力的有效措施,對(duì)研究不同類型的樹脂光固化增材制造技術(shù)具有重要的借鑒意義,主要結(jié)論如下: (1) 發(fā)現(xiàn)固?液界面呈現(xiàn)出穩(wěn)定的非均勻波浪衰減形貌,液膜厚度極小且在邊界處波動(dòng)劇烈,致使壓力沿徑向出現(xiàn)階躍式的劇增,這不同于以往研究中的均勻界面假設(shè). (2) 成型區(qū)樹脂液膜的演化與氧氣的濃度分布及對(duì)流傳質(zhì)與分子擴(kuò)散過(guò)程密切相關(guān),其厚度分布取決于氧氣抑制層厚度分布. (3) 提升速度、外界氧氣濃度及入射光強(qiáng)均會(huì)對(duì)成型過(guò)程產(chǎn)生影響.在高速打印過(guò)程中,提高打印速度能引起等效厚度的下降,導(dǎo)致吸附力急劇上升;提高外界氧濃度、降低光照強(qiáng)度均能有效降低吸附力,但會(huì)顯著影響成型精度. (4) 通過(guò)針對(duì)性的減弱狹縫段的光照強(qiáng)度能有效的降低吸附力,改善固?液界面形貌的不均勻性,提高打印速度. 本文從仿真的角度對(duì)DLP 成型過(guò)程吸附力的產(chǎn)生與影響機(jī)制進(jìn)行了較為深入的分析,但缺乏定量的實(shí)驗(yàn)驗(yàn)證,仍需進(jìn)一步開展實(shí)驗(yàn)方面的研究.此外,雖然提出了一種降低吸附力并提高打印速度有效措施,但僅僅是提供了一種解決思路,仍需進(jìn)一步的實(shí)驗(yàn)驗(yàn)證與更深入、更系統(tǒng)的量化研究.1.1 自由基光聚合反應(yīng)動(dòng)力學(xué)及物質(zhì)傳遞



1.2 相分布



1.3 樹脂流動(dòng)及相變過(guò)程

1.4 邊界條件及收斂性分析

2 仿真結(jié)果



3 分析與討論
3.1 成型區(qū)液膜的演化過(guò)程

3.2 提升速度的影響

3.3 氧氣濃度與光強(qiáng)的影響
3.4 吸附力的降低措施
4 結(jié)論
猜你喜歡
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49科學(xué)(2020年5期)2020-11-26 08:19:22軟件(2020年3期)2020-04-20 01:45:18商周刊(2018年15期)2018-07-27 01:41:20敦煌學(xué)輯刊(2018年1期)2018-07-09 05:46:42北京教育·普教版(2017年1期)2017-02-05 13:26:23新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16中國(guó)科技博覽(2016年2期)2016-04-25 20:32:39小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44新疆財(cái)經(jīng)大學(xué)學(xué)報(bào)(2015年3期)2015-12-10 03:49:15