S1-262A管螺紋車床傳輸架改造
2021-12-06 19:58:55張建中
裝備維修技術 2022年3期
摘 要:鉆鋌從上料架到傳輸架困難、對中氣缸舉升力不足、待加工鉆鋌尾部擺動,待加工鉆鋌中心線與車床主空心軸的中心線重合性差,影響鉆鋌螺紋質量,這三個方面都制約著6?鉆鋌及以上的規格鉆鋌加工的主要因素,隨著塔里木油田各勘探公司的開發任務加重,大鉆鋌保供的時效性也愈加突顯,解決車床加工大鉆鋌的任務迫在眉睫。
關鍵詞:鉆鋌;傳輸架;舉升力;自鎖機械裝置
庫爾勒管具技術服務分公司塔中基地位于塔克拉瑪干沙漠的腹地,擔負著沙漠深處塔中區塊鉆具保障任務,具有鉆具無損檢測和加工、收發的基本保障功能,是庫爾勒管具公司對塔里木油田沙漠腹地的重要支撐,對塔中區塊鉆井開發的鉆具保障起著不可或缺的作用。
基地目前的普通螺紋車床S1-262A車床由于當時安裝條件和技術的限制,導致在使用過程中,僅能加工鉆桿和和5寸以下的鉆鋌,目前基地在塔中區塊鉆具保障業務愈來愈重,鉆具規格也越來越多,尤其是6?以上的大鉆鋌,隨著各個勘探公司的開發任務加重,大鉆鋌保供的時效性也愈加突出,解決車床加工大鉆鋌的任務迫在眉睫。
針對S1-262A車床不能車削大鉆鋌問題,公司成立了攻關小組,經過實地調研、測量和計算,從易到難需要解決以下幾個方面的問題:
1. 解決鉆鋌的從上料架到傳輸架的困難,原先的上料架呈水平狀態與傳輸架連接,如果是鉆桿和光鉆鋌,也容易手動滾到傳輸架;如果是螺旋鉆鋌,螺旋鉆鋌本體有三道槽,擺放在上料架上,靠手動滾到傳輸架比較困難。
解決方案:經過多次試驗,把原來呈水平狀態的上料架,一端支撐升高,使上料架的斜面與水平面成15°夾角,充分利用螺旋鉆鋌的重力分力,使螺旋鉆鋌從上料架到傳輸架變得容易,這樣就利用上料架結構的改變,解決了鉆鋌上料難的問題。
2. 鉆鋌到了上料架后,鉆鋌加工原對中氣缸舉升力小,不足以舉升9寸鉆鋌(25.5Kn/根)的對中要求。
解決方案:原氣缸型號為HYB200*200-MF1,在工作氣源0.6MPa時,氣缸的舉升力18.8Kn;經過計算和安裝部位測量,計劃增大氣缸缸徑到250mm,更換型號為QGB250*350-FA-Y活塞式氣缸,此氣缸在工作氣源0.6MPa時,舉升力為29.4Kn,待修螺旋鉆鋌最大規格為9寸鉆鋌,其自身重量25.5Kn,新換氣缸滿足待修鉆具最大規格對中的舉升力,現場固定氣缸支座,投入使用,滿足待修鉆鋌的舉升力的要求。
3. 舉升氣缸更換后解決了待修鉆鋌舉升力不夠的問題,但在鉆鋌車削加工的過程中發現待加工鉆鋌尾端擺動幅度超出車床加工規定范圍,這樣會影響螺紋車削精度,影響鉆鋌使用質量,鉆鋌尾端擺動問題不解決,前面的改造就會前功盡棄。
經過仔細觀察發現,鉆鋌自身長度一般約為9米,螺紋質量保證前提之一就是,待加工鉆鋌中心線須與車床主空心軸的中心線最大程度重合,鉆鋌尾部上下波動,就會影響待加工鉆鋌的中心線的方向,經過現場勘查發現鉆鋌尾部晃動原因是氣源壓力波動影響的結果,車床使用的氣源使用一臺型號為B-40A的康克爾螺桿空壓機供氣,氣源壓力0.6-0.8MPa,由于基地檢測車間、待發料管具內壁吹掃等用氣量比較大,氣源壓力波動常態存在,經過仔細研究,待加工鉆鋌的舉升由氣動氣缸完成,等到對中完成后,采用機械自鎖裝置鎖定中心,這樣氣源的波動就不會影響待加工鉆鋌的中心了。
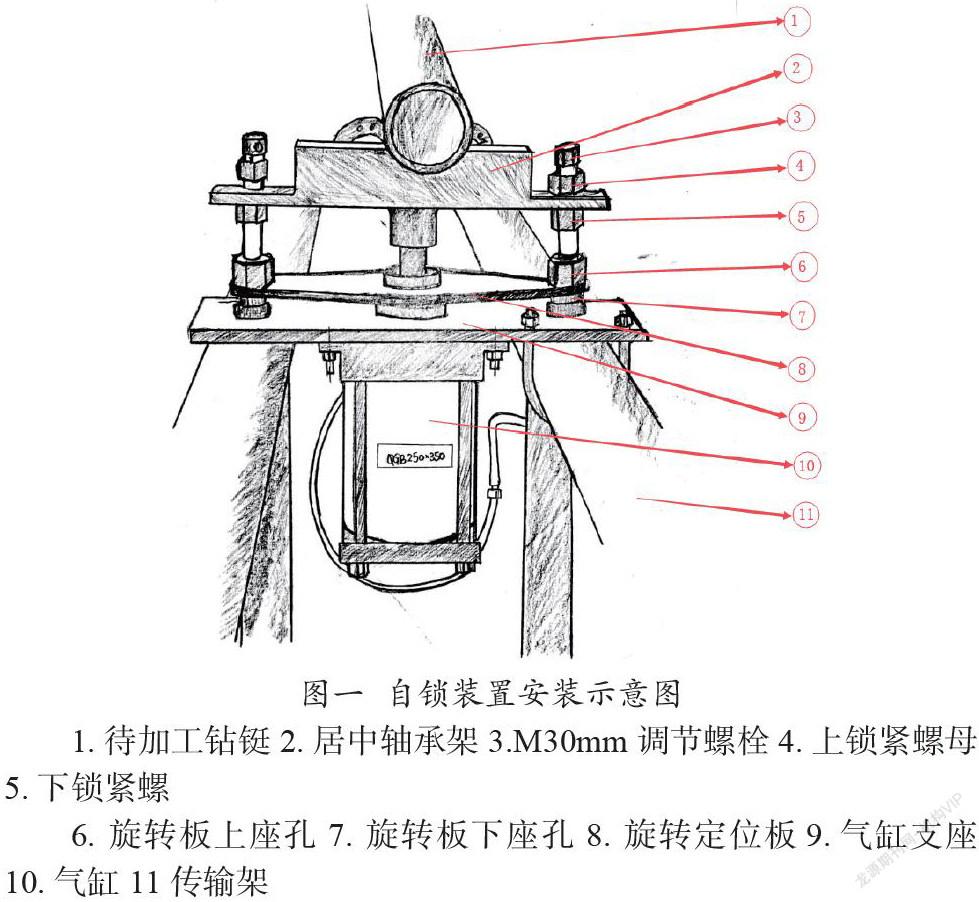
解決方案:在氣缸上部的居中軸承架的兩邊設置兩個對稱M30*1.5細扣螺栓,考慮到兩個細扣螺栓主要起支撐定位作用,市場上的普通鋼級4.8螺栓就足夠(抗拉400N/mm?,屈強比0.8),螺栓在支架的上下部設自鎖螺母;安裝一個厚度為25mm的旋轉定位架在氣缸伸縮桿上,旋轉定位架中心孔直徑大于氣缸伸縮桿直徑10mm,上下各加高10mm墊圈,墊圈厚度10mm,可以自由轉動,并在兩端設置直徑?50mm高度約30mm座孔,方便細扣螺栓坐在座孔內定位,定位旋轉板的下部也設置?50mm高度約10mm座孔,與氣缸固定座硬接觸(見圖1),在加工鉆鋌時,氣缸的伸縮桿升起定位,旋轉定位旋轉板到定位位置,再調節兩頭M30螺栓使螺栓端坐到定位板的座孔內,兩頭M30mm洗扣螺栓就起到機械支撐作用,由于是機械自鎖,也就不受氣源波動影響;在加工結束時,調節兩個?30螺栓使螺栓端脫離定位板的座孔,旋轉定位板到空位,氣缸伸縮桿縮回,鉆鋌螺紋加工完成下料。
以上三個攔路虎解決后,S1-262A車床的鉆鋌加工能力達到了最大化,解決了僅能加工鉆桿和和5寸以下的鉆鋌,而不能加工6?以上的大鉆鋌,再也不需要把大鉆鋌拉運到300公里以外去加工,就每年的運輸一項就可節約10萬元,塔中區塊的鉆鋌保障服務得到了有效改善,最主要的是通過對氣缸的伸縮桿加設機械自鎖裝置,徹底改觀了待加工鉆鋌尾部擺動,中心不穩的問題,保證螺紋加工質量,經過一段時間實際操作,從現場使用表明,此次該做是成功的,目前公司已在三個生產基地進行推廣,取得了很好的質量效果和經濟效益。
參考文獻:
[1] QGB國標氣缸標準
[2] 標準件選用手冊(2015版)楊宏艷、寮麗華、鐘華玉
[3] GB/T5783-2000 六角螺栓全螺紋
[4] GB/T3098.1 -2000 機械性能 螺栓
作者簡介:
張建中(1972-),男,漢,陜西禮泉,工程師,現從事石油鉆井管具技術服務。
