橋殼中段臥式雙面數控鏜床專機夾具設計*
2021-12-18 13:38:04辛百靈陳桂芳
制造技術與機床 2021年12期
關鍵詞:琵琶
辛百靈 陳桂芳
(三門峽職業技術學院,河南 三門峽 472000)
橋殼中段臥式雙面數控鏜床專機是用于加工橋殼中段兩端外圓、端面、內孔的專用機床,其能否在智能化生產線上使用取決于夾具設計是否能夠適應多品種的柔性快速切換。筆者通過創新設計機床夾具,實現了這一工藝要求。橋殼中段是汽車驅動系統的重要零件,屬薄壁異型零件,其兩端頭在通用機床上加工困難、效率低下,大多生產廠家采用了雙面鏜專機加工。眾所周知,同種車型有規格不同系列,橋殼中段的結構就有了不同品種,一臺專用機床要滿足多個品種的加工,且品種切換無需人工干預,這就對夾具設計提出了更高的工藝要求。為滿足市場需求,針對載重汽車系列橋殼中段臥式雙面鏜床專機,設計了一套專用夾具,該夾具由兩套液壓自定心夾具、一套內脹分中扶平夾具和數控電動缸調整裝置組成,很好地解決了橋殼中段的定位、夾緊和快速品種切換。
1 橋殼中段兩端加工工藝分析
1.1 橋殼中段的結構特點
橋殼中段是由不同厚度的鋼板經沖壓、焊接而成,屬薄壁異形件。在一臺臥式雙面數控鏜床專機兩端多刀同時加工,切削負荷較大。夾具設計不僅要有合理的定位夾緊方式,還要考慮夾持剛性和防止夾壓變形,更重要的是要滿足不同品種自動切換。為此設計一種滿足該工藝要求的專用鏜床工裝夾具[1]。
1.2 被加工零件情況
裝夾零件名稱:后橋殼中段。
零件基本狀態:琵琶孔及面已粗加工,端頭加工余量≤ 3 mm。
定位基準:橋殼兩端外圓、琵琶孔及琵琶面。
工件材料:Q460C、16Mn、16MnL。
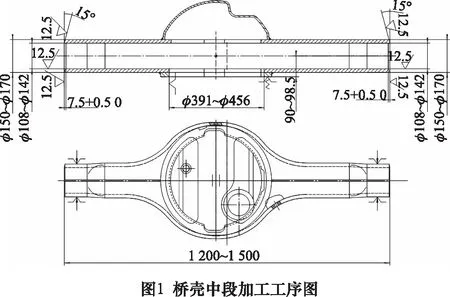
加工內容:平端面、倒坡口、鏜內孔和車外圓。橋殼中段加工工序圖如圖1所示。
加工節拍:1件/3 min。
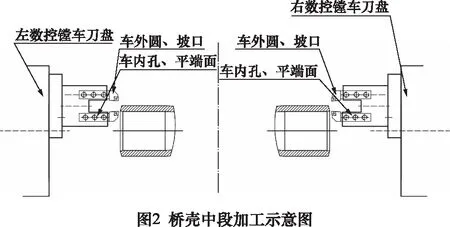
加工方式:每端采用兩把車刀,數控系統控制徑向和軸向走刀。橋殼中段加工示意圖如圖2所示。
加工設備:橋殼中段臥式雙面數控鏜床專機。
1.3 夾具裝夾工藝分析
(1)機床對夾具工藝要求:橋殼兩端外圓為毛坯,直徑尺寸不一致,不同品種直徑范圍在150~170 mm,要保證每次裝夾中心不變,為此采用液壓自定心夾具;橋殼中間琵琶孔直徑為自由尺寸,不同品種直徑范圍在391~456 mm,要保證內脹分中的兩爪行程足夠大,為此采用大行程內脹分中機構;橋殼中間琵琶面到裝夾中心距離范圍在90~98.5 mm,要保證琵琶面處于水平狀態,為此采用彈性浮動扶平機構;橋殼不同品種總長范圍在1 200~1 500 mm,要保證兩端自定心夾具沿橋殼軸向能夠自動調整,為此采用數控電動缸調整機構。整套夾具要保證自動化要求共需要液壓自定心夾具左右各一套、中間液壓內脹分中扶平夾具一套、數控電動缸調整機構左右各一套。
(2)定位基準:兩端液壓自定心夾具定中心高,中間內脹分中扶平夾具定軸向和角向。
(3)夾緊方式:兩端液壓自動定位夾緊、中間液壓自動分中、彈性扶平琵琶面,兩端定位V型塊和中心脹爪同時抵抗切削載荷。
(4)加工方式:干式粗加工。
(5)工件切換:調用不同品種程序,自動調整各夾具位置,適應多品種,實現快速切換。
(6)夾具實現自動化調整,無需工人手工操作,縮短了輔助時間,滿足節拍要求[2]。
(7)充分考慮整體夾具剛性,防止切削振動,保證加工精度。
(8)充分考慮裝卸工件、操作使用的方便性。
(9)充分考慮夾具結構的工藝性,保證加工穩定性,方便維修、方便更換定位元件等易損零件[3]。
2 工裝夾具設計
2.1 工裝夾具整體方案[4]
通過以上分析,設計夾具總體方案如圖3所示。
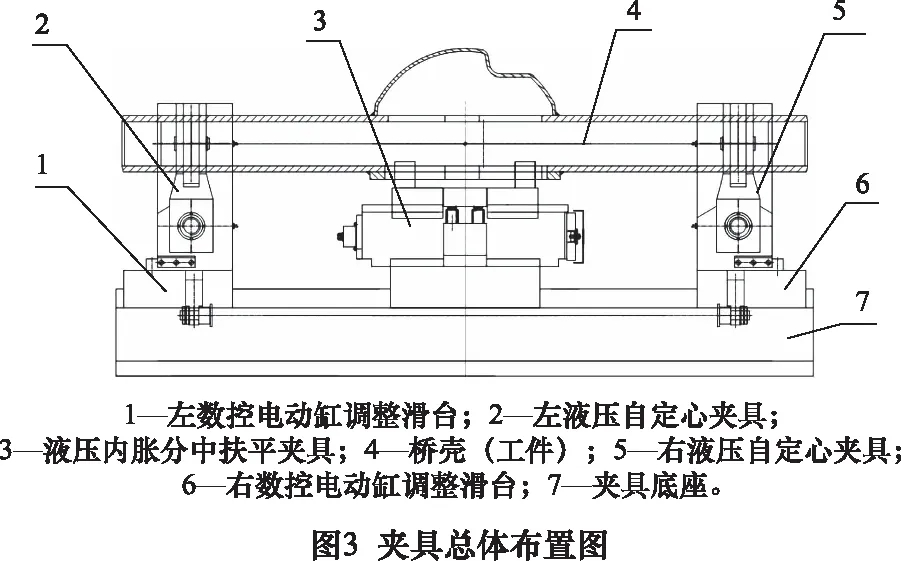
該夾具是依據橋殼兩端同時加工的工藝要求而設計的[5],是與臥式雙面鏜數控專機配套使用的專用工裝夾具,整套夾具由3部分組成。兩端自定心夾具2和5用于定位夾緊橋殼外圓,直徑變化在規定范圍內無需更換V型塊定位墊;中間內脹分中扶平夾具3用于分中規定范圍直徑的琵琶孔和扶平規定范圍中心高的琵琶面;兩端數控電動缸調整滑臺1和6用于調整橋殼總長在規定范圍的自定心夾具的正確定位夾緊位置。其工作原理為:用吊具將橋殼琵琶面朝下放置在中間彈性扶平面上,并隨同橋殼一起落在兩端自定心夾具的預放V型上,內脹分中脹爪在液壓馬達驅動下脹緊琵琶孔,兩端自定心夾具自動夾緊橋殼兩端外圓,實現橋殼的定位夾緊。
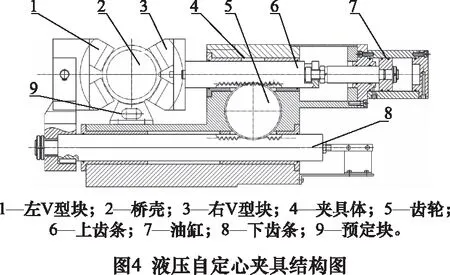
2.2 液壓自定心夾具設計
液壓自定心夾具結構圖如圖4所示。液壓自定心夾具工作原理:在液壓缸活塞桿驅動下,通過齒輪齒條傳動,實現左右V型塊相向運動,直至接觸到橋殼外圓。具體動作如下:油缸活塞7驅動齒條6使右V型塊3向中心移動,同時齒條6通過齒輪5換向驅動齒條8向相反方向移動,安裝在齒條8上的左V型塊1與V型塊3同步向中心移動,實現對工件橋殼外圓的自動定心。該自定心夾具左右各一套,分別夾持橋殼兩頭外圓,確定工件的中心高。因是V型自定心結構,可適應外圓直徑150~170 mm,無需更換任何部件[6]。
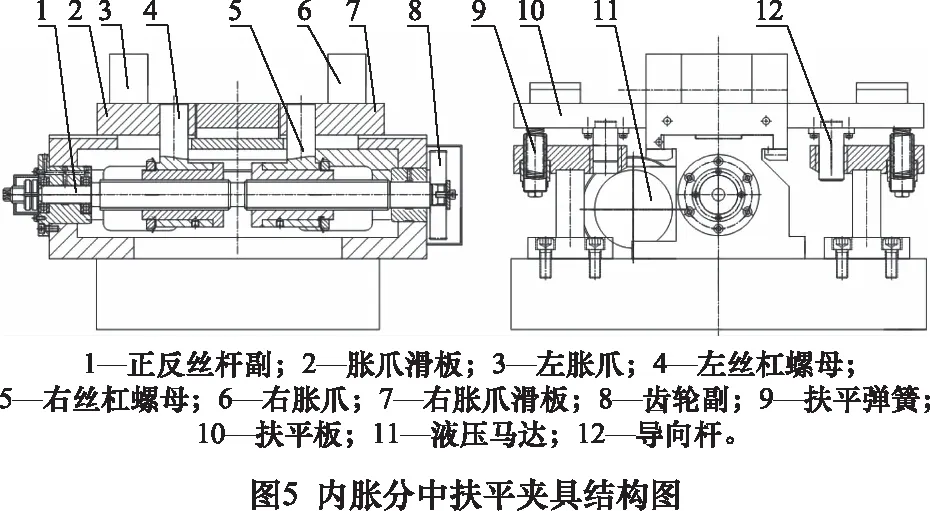
2.3 內脹分中扶平夾具
內脹分中扶平夾具結構圖如圖5所示。內脹分中扶平夾具工作原理:以液壓馬達為動力,通過齒輪傳動帶動正反絲杠旋轉,正反絲杠上的螺母帶動內脹爪相向運動,實現對琵琶孔分中定位;一平面在彈簧力作用下沿導向桿垂直上下移動始終接觸琵琶面,實現扶平琵琶面角向定位。具體動作:液壓馬達11通過齒輪副8傳動驅動正反絲桿1旋轉,由正反絲桿螺母4和5帶動左右脹爪滑板2和7相向移動,安裝在脹爪滑板上的兩分中脹爪3和6同時相向運動,實現對琵琶孔分中。該結構脹爪行程較大,能夠滿足不同琵琶孔直徑分中。扶平板10在彈簧9作用下沿導向桿12垂直移動扶平橋殼琵琶面,實現對工件的角向定位。
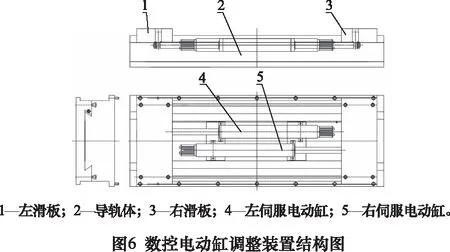
2.4 數控電動缸調整裝置
數控電動缸調整裝置結構圖如圖6所示。數控電動缸調整機構工作原理:伺服電機通過滾柱絲杠副將旋轉運動轉變為電動缸推桿的直線運動,實現滑板數控化自動調整。自定心夾具安裝在該滑板上,當橋殼長短變化時,自動調整自定心夾具的軸向位置。左調整滑板1是由電動缸4驅動,右調整滑板3由電動缸5驅動。調整滑板1、3安裝在同一導軌體2上,共用一副燕尾導軌,保證了調整后的位置精度。
3 結語
本專用鏜床夾具,是為臥式雙面鏜數控專機配套使用,按照主機工藝要求,該設備是在自動化生產線上使用,上下料由機器人完成,切換品種通過掃碼槍識別,數控系統自動調取執行此品種程序,夾具各部位按程序調整正確位置,實現自動化加工。該夾具經安裝調試完全達到設計預期,目前已交付用戶使用,反饋良好。該夾具克服了傳統專機加工品種單一的缺陷,為自動化生產線專機夾具設計提供了技術支持,具有較大的工程參考價值。
猜你喜歡
格言·校園版(2024年15期)2024-07-02 16:28:55
今日中國·西班牙文版(2023年3期)2023-03-14 09:35:12
黃河之聲(2020年17期)2020-11-05 02:30:14
意林·全彩Color(2018年7期)2018-08-13 09:35:40
中國醫學人文(2017年9期)2017-01-13 23:27:34
學生天地(2016年15期)2016-04-16 05:15:03
老友(2016年4期)2016-02-10 07:38:21
昌吉學院學報(2015年4期)2015-12-24 08:18:34
中國火炬(2014年7期)2014-07-24 14:21:11
重慶第二師范學院學報(2014年4期)2014-03-29 17:28:03