奧氏體不銹鋼薄板焊接中的應用及技術要領
2021-12-18 20:39:17雷宇徐麗蘇軍
小作家報·教研博覽 2021年47期
雷宇 徐麗 蘇軍
摘要: 奧氏體不銹鋼薄板焊接在企業運用越來越廣泛,本文通過對不同焊接方法給出建議,進行了焊接薄板出現問題的緣由制定相應的方案,可有效減小焊接熱影響區,保證其良好的力學性能以及外觀質量。
中圖分類號:A 文獻標識碼:A 文章編號:(2021)-47-433
一、背景
中國目前宏觀經濟數據持續平穩走強,制造加工企業、基建項目規模持續呈上升增長趨勢,不銹鋼薄板作為我國產量和市場需求量均增長快的金屬材料之一,在目前我國加工食品行業、釀造機械行業90%以上的產品壓力容器產品全部都是采用不銹鋼復合薄板的生產加工設計制造,同時304奧氏體不銹鋼薄板作為常用金屬鋼種之一,由于薄板添加了Cr、Ni等多種合金金屬元素,在高溫空氣中與其他常見氣體混合介質中、在酸、堿、鹽等有機水溶液當中也都具有很高的物理化學性質穩定性,被高溫氧化或酸堿腐蝕后的能力大大幅度加強。隨著工業時代的進步發展技術進步和其產品、零部件逐漸呈現出產品輕量化和產品小型化發展趨勢,不銹鋼復合薄板被廣泛應用于各種工業制造領域,雖然這些不銹鋼薄板具有良好的機械焊接性,然而對于薄板的焊接仍然是一個技術難題。
二、不銹鋼焊接技術特點
不銹鋼重要特性之一便是耐蝕性,這是由于內部存在Cr元素,當存在一定值時才能起到耐蝕性,一般不銹鋼Cr元素的質量分數至少在12%。奧氏體不銹鋼在各種不銹鋼中使用最為廣泛的一種,具有良好的耐熱塑性和化學韌性,因此奧氏體不銹鋼焊接擁有良好的冷溫加工成型,并且不會對其產生任何的化學淬火硬化。
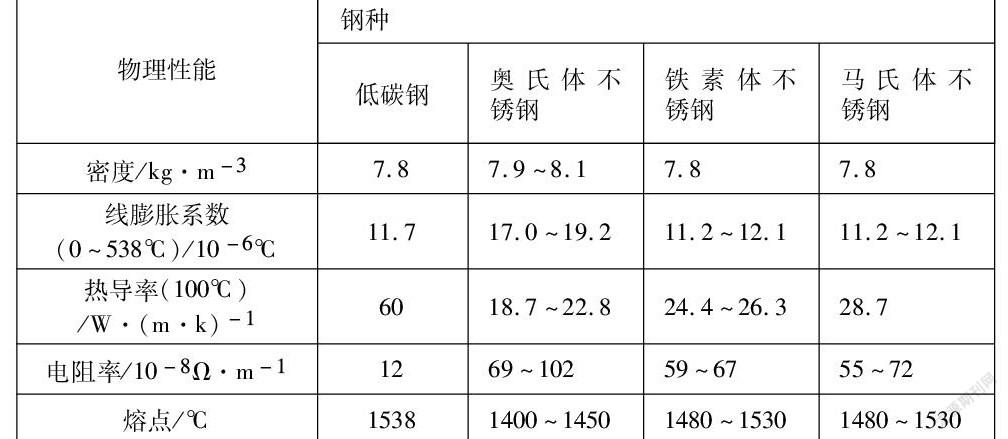
不銹鋼的性質物理性能銹鋼物理性能
物理性能鋼種低碳鋼奧氏體不銹鋼鐵素體不銹鋼馬氏體不銹鋼密度/kg·m-37.87.9~8.17.87.8線膨脹系數(0~538℃)/10-6℃11.717.0~19.211.2~12.111.2~12.1熱導率(100℃)/W·(m·k)-16018.7~22.824.4~26.328.7電阻率/10-8Ω·m-11269~10259~6755~72熔點/℃15381400~14501480~15301480~1530 由表圖可知,奧氏體型不銹鋼材料是普通低碳鋼材線膨脹系數大約40%左右,而其熱導率約僅僅為普通低碳鋼的三分之一左右,可見在加工焊接各種奧氏體不銹鋼薄板過程中若熔池溫度大小變化較快則有時會直接引起薄板熱應力過大,很容易直接造成薄板波浪狀的變形,影響了薄板產品美觀;對于不銹鋼薄板來說,焊接時間參數的正確選擇也尤為重要,焊接時的參數直接就會影響薄板熔池的熱影響,并且將直接受到熔池物理量的影響,如電弧的作用力,熔池本體存在的重力以及熔池表面張力,當熔池存在具有的表面張力不能達到平衡電弧作用力和熔池存在重力的作用時候,將會造成溶液下淌,焊穿也是更容易發生。
三、焊接加工方法
許多種類的焊接加工方法均可選擇使用與不銹鋼的焊接,但不同工藝焊接不銹鋼,其中的金相結構組織與焊接性都會存在較大的差異性,其焊接穩定性也大不相同,因此在焊接加工方法的選擇性上也可能會因此存在較大優劣之分。
(1)焊條電弧焊
焊條電弧焊操作方法焊接不銹鋼超薄板(<1.5mm)一般需要較復雜的焊接操作工藝,并對這種焊接操作技術人員需要有較高的專業技術水平要求,同時焊接過程中成本高,制造工期長等缺點,于其他熔化極焊接方法對比,熔敷系數低及熔敷效率低,并且需要進行清渣處理,對于具有坡口的焊接需要對每層焊渣,比較繁瑣。但操作靈活,不需要輔助氣體保護,并且焊條種類較多,在焊接不銹鋼材料可選擇等強度焊條能更好的提高焊接質量。
(2)釬焊
釬焊加工過程中由于焊件的熔化融合溫度一般會大大低于釬料的熔化溫度,從而直接使得釬料可以進行熱熔融并同時進行合金化使被焊接件的材料完全連接在一起的一種焊接技術。釬焊過程中一些釬料雖然被加熱熔化為一種液態但是由于施加的溫度比母材低導致被焊材料并不會產生熔化的現象,這也是對于其他焊接方法比較突出的一點,液態釬料在被焊材料的上液態鋪展讓需要焊接的間隙得到充分浸潤,通過冷卻使液態釬料變為固態使得被焊金屬得到充分的連接。釬焊具有焊接溫度比較低,普通熔焊可能由于操作造成損失造成較多的焊接缺陷,但釬焊幾乎不會產生多數焊接缺陷,并且焊接接頭平整。賈云龍等待的人[1]產品采用BNi-2型鎳鈷銅基釬焊材料對薄板不銹鋼單邊釬焊(板材厚度<0.4mm)通過真空進行釬焊,元素擴散良好,釬料與母材之間得到滿足要求的焊接接頭。
(3)TIG的焊接
鎢極惰性氣體保護焊接(TungstenInertGasWelding,TIG)工藝性能好,屬于明弧焊接,能觀察熔池形成,電弧是非常穩定,即使采用很小的電流(<10A)依然能穩定燃燒,同時保護氣具有抑制冷卻劑的作用,可有效降低了熱熔池焊接表面溫度,提高了熱熔池焊接表面的熱張力,除直流鎢極氬弧焊外可采用脈沖氬弧焊焊接也對焊接熱輸入更好的控制,脈沖電流頻率超過5kHz電弧具有強烈的電磁收縮效果,電弧穩定性和指向性對薄板焊接尤為有效。由于鎢極氬弧焊諸多優點,也成為了不銹鋼焊接理想焊接方式之一,但在使用鎢極氬弧焊過程中,成本較高,效率較低;在文獻中王麗敏等人[2]4mm不銹鋼采用雙面氬弧焊,焊縫成形美觀,焊接效率高、焊縫變形小等特點,但采用雙面氬弧焊對操作人員的要求較高,需要對正反面焊工同時配合。TIG采用1.6mm鈰鎢極棒,較小尖端角度,引燃和穩定性提高,根據經驗尖端角度為25°~30°時,伸長長度為5~6mm,溫度集中使母材更快熔化,這樣使材料的內應力發生變化的區域變小,最終也使材料的變形也會減少。
(4)激光焊
激光焊的焊接熱源主要是一種能量功率密度很高的高頻激光,功率能量密度通常低于105W/cm2為熱傳導,熱輻射輸入低,被焊母的溫度不可能超過焊接材料的沸點,沒有小孔效應發生,激光焊的焊接熱源由于無散射非常集中,焊接形成效率高,最終焊接形成的被焊接頭熱影響效應區也較窄且接頭變形小。CO2激光器,它是最早的大功率焊接激光器,而在金屬焊接激光工藝中,應用較為廣泛的激光器主要是Nd:YAG激光器[3]。隨著國內激光焊接應用技術的廣泛應用市場需求不斷增大,激光焊接應用技術也在不斷的進步發展,激光焊接應用技術也由傳統脈沖連續波形激光焊接逐漸逐步發展擴大到連續波形激光焊接。楊立軍等等的人[4]對目前激光技術焊接成型A304不銹鋼焊接薄板技術進行了更進一步深入研究,通過相關實驗可以得到有效利用。在激光技術焊接成型A304不銹鋼焊接薄板時,焊接參數的可調節選擇余地比較大,如果使用保護性的氣體,不僅可以防止焊接過程中被焊金屬氧化,還可以有助于有效抑制光致的等離子體,提高焊縫金屬對激光能量的有效吸收率。
(5)摩擦焊
攪拌摩擦焊技術具有焊接變形小,在焊接生產過程中由于為固相焊接,熔池不會產生的焊接裂紋、氣孔等質量缺陷,同時生產過程中由于采用加工機械化,人為因素作用導致的固相焊接質量缺欠也會大大降低,王希靖[5]等負責人則對不銹鋼攪拌摩擦焊技術進行了初步的相關探索性技術研究,已成功取得了一定的研究成果。對3mm厚0Cr18Ni9不銹鋼進行了對接加工實驗。通過正確的焊接制造工藝,獲得了各種性能優異的金屬焊接件和接頭。結果表明:0Cr18Ni9不銹鋼攪拌摩擦焊焊接的接頭可以分為三個控制區域;分為焊縫區、熱機械影響區和熱影響區。焊核在該區內部受攪拌針內部攪拌影響形成細小的動態再結晶晶粒,接頭處明顯發生了加工硬化現象,通過顯微硬度(HV)比母材相比還提高了22%左右。
四、解決方法不銹鋼焊接薄板在連續焊接時可能產生的過熱燃燒(燒穿)、變形的主要解決措施
1.選擇合適的手工切割處理方式,對于板材的手工切割處理方式主要有:機械手工切割火焰加熱切割、機械物理切割、激光加熱切割、等離子切割等,不同的切割方式由于切割過程速度、切割的熱輸入、切割的熱輸入影響區域等都會直接造成不同處理程度的切割殘余應力的大量產生,在板材切割時盡量采用切割過程速度快、熱輸入影響小的切割處理方式,若采用熱輸入切割應在切割完成后對切割熱影響區進行打磨,減少應力產生因素。
2.焊接操作過程前一般采用具有剛性固定的焊接方法連續進行,并且降低焊接間隙,工件裝配的尺寸盡量力求精確,接口處的間隙盡量小,間隙稍大容易發生燒穿形成較大的焊瘤。
3.選擇合理的焊接順序,正確的焊接順序能降低殘余應力導致的變形,對于對稱焊縫的結構,也需要采用對稱焊縫或交錯焊;同時不對稱的結構應選擇焊縫少的部分先進行操作,使得后焊導致的變形足以擬消前一側的變形,使總體變形減小。
4.焊接工作過程中熱輸入的溫度控制,在焊接前不需要進行預熱,隨著焊接過程進行中,焊接操作中盡量減少引弧、熄火滅弧的工作次數,并且減少同一位置上重復加熱。
五、不銹鋼薄板焊接過程構成中的缺陷
在使用不銹鋼焊接薄板板的焊接過程構成中,最容易發現產生的一些缺陷的原因便是由于熱輸入量的增加,焊接后的試板就會產生焊接薄板波浪狀的變形,這主要是由于不銹鋼焊接薄板的拘束熱應力較小,在使用焊接薄板過程中如果薄板受到局部加熱、冷卻將來就會導致導致薄板內產生不同約束程度的熱應力;[6]在金相組織上將產生組織應力,這種組織應力在焊接工作中,由于本身就是具有約束行為,因此也對其產生了一定的約束運動作用。在薄板焊接生產過程中如果我們忽視這種應力的存在而未加以控制,將會因為這些力的應力過大,讓金屬薄板焊接變形更加的嚴重,甚至會產生裂紋。
六、結語
薄板焊接,特別是超薄板在生產鈑金加工中廣泛的被運用,如何才能保證在薄板焊接件加工完成后質量且美觀是企業生產鈑金加工中一直都在探討的一個問題,通過研究選擇合適的薄板焊接加工方法,并通過焊接結構設計與鈑金加工制造工藝等各個方面的技術改進將有機會對鈑金薄板件在焊接中的變形現象得到有效的合理控制和有效預防,從而提高不銹鋼薄板的質量。
參考文獻
[1]賈云龍等.0.4mm不銹鋼單邊薄板釬焊工藝及組織分析,綠色·智能焊接——IFWT2016焊接國際論壇論文集2016.總第279期
[2]王麗敏,不銹鋼薄板雙面氬弧焊焊接工藝研究[J].《內燃機與配件》2018,138-139
[3]周振豐.焊接冶金學[M].機械工業出版社,2003.
[4]楊立軍,孫貴錚,王金杰等.A304不銹鋼薄板激光焊接工藝試驗硏究,電焊機,2011.41(1):66-69.
[5]王希靖、葉結和、孫丙巖等.0Cr18Ni9不銹鋼攪拌摩擦焊接頭的微觀組織和性能[J].熱加工工藝,2006,35(23):36-38.
[6]孫起奎.薄板焊接變形控制問題探究(大連碧海環保設備有限公司,遼寧大連116222
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
