磷化銦的動態(tài)磁場集群磁流變拋光工藝實(shí)驗*
2022-01-17 08:20:56孫世孔路家斌閻秋生
潤滑與密封 2021年11期
關(guān)鍵詞:晶片
孫世孔 路家斌,2 閻秋生,2
(1.廣東工業(yè)大學(xué)機(jī)電工程學(xué)院 廣東廣州 510006;2.廣東納諾格萊科技有限公司 廣東佛山 528225)
磷化銦(InP)是重要的Ⅲ-Ⅴ族化合物半導(dǎo)體材料,具有良好的光學(xué)性能,且禁帶寬度寬、電子遷移率高,因此被廣泛應(yīng)用于各種光電器件、微波器件、超高速高頻器件的生產(chǎn)[1-2]。為了滿足后期外延層生長及最終器件性能要求,需要對磷化銦晶片進(jìn)行研磨拋光,去除前期加工的表面/亞表面損傷、劃痕等表面缺陷,降低表面粗糙度[3]。
相比較于硅、藍(lán)寶石等單晶片,磷化銦硬度小、質(zhì)地軟脆,加工過程中表面更容易發(fā)生脆性去除造成表面/亞表面損傷,加工難度大[4-5]。針對磷化銦晶片的拋光研究主要集中在化學(xué)機(jī)械拋光。MORISAWA等[6]研究了次氯酸鈉作為拋光液氧化劑時,其體積分?jǐn)?shù)對磷化銦化學(xué)機(jī)械拋光質(zhì)量及效率的影響,發(fā)現(xiàn)當(dāng)次氯酸鈉溶液體積分?jǐn)?shù)為50%時,拋光表面粗糙度達(dá)到最低,為Ra0.1 nm;當(dāng)次氯酸鈉溶液體積分?jǐn)?shù)為15%時,材料去除率達(dá)到最大,為0.28 μm/min。HAYASHI等[7]研究了拋光墊對拋光效果的影響,發(fā)現(xiàn)拋光墊較硬時,其對磨料的容納性較差,拋光液中的大顆粒磨料更容易劃傷表面造成表面損傷。雖然使用化學(xué)機(jī)械拋光的方法能夠獲得高質(zhì)量表面的磷化銦晶片,但需要根據(jù)磷化銦特性配制專用的拋光液,并且在拋光過程中容易產(chǎn)生有毒氣體PH3及其他有毒物質(zhì),對環(huán)境造成污染。另外,由于拋光過程中化學(xué)作用的存在,加工后的單晶磷化銦表面會殘留一定的化學(xué)試劑以及沒有完全被機(jī)械作用去除的氧化膜,需要通過后期清洗去除,降低了晶片清洗效率并增加了成本[8-11]。
磁流變拋光液中鐵粉顆粒在磁場作用下形成簇狀結(jié)構(gòu),并夾持磨料,形成的具有一定黏彈性拋光墊。拋光墊與晶片柔性接觸并去除晶片表面材料,可以減少軟脆材料表面損傷以及對化學(xué)作用的依賴,因此工件表面可以實(shí)現(xiàn)超光滑綠色加工。趙子淵[12]研究了脆性材料熔石英的磁流變拋光,通過分析及優(yōu)化磁流變拋光工藝參數(shù),最終使得熔石英表面粗糙度Rq值降低至0.5 nm。郭美鍵等[13]研究了脆性陶瓷材料氧化鋯的磁流變拋光,研究了拋光槽轉(zhuǎn)速、拋光時間、工作間隙和工件轉(zhuǎn)速等工藝參數(shù)對拋光效果的影響規(guī)律,然后對拋光工藝進(jìn)行優(yōu)化,最終使得氧化鋯陶瓷表面粗糙度值降低至0.7 nm,實(shí)現(xiàn)氧化鋯陶瓷表面的超光滑加工。潘繼生等[14]使用集群磁流變拋光的方法對K9玻璃進(jìn)行加工,通過單因素實(shí)驗研究了加工間隙、加工時間、磁場強(qiáng)度對拋光效果的影響,同時針對轉(zhuǎn)速工藝參數(shù)進(jìn)行正交實(shí)驗,優(yōu)化了K9玻璃的集群磁流變拋光的轉(zhuǎn)速工藝參數(shù)。采用優(yōu)化后的工藝參數(shù)對K9玻璃加工30 min,可以使其表面粗糙度Ra從340 nm降低到1.4 nm。PAN等[15]使用動態(tài)磁場集群磁流變拋光方法加工鈦酸鍶陶瓷基片,研究了各工藝參數(shù)對鈦酸鍶基片拋光效果的影響,并最終得到表面粗糙度Ra8 nm的表面及154 nm/min的材料去除率。
為實(shí)現(xiàn)單晶磷化銦高效、高質(zhì)量、低污染和低成本的加工,本文作者對磷化銦晶片進(jìn)行了動態(tài)磁場集群磁流變拋光,開展了工藝參數(shù)的正交試驗,對實(shí)驗結(jié)果進(jìn)行了極差分析和回歸分析,研究了各因素的影響程度并優(yōu)化了拋光工藝,建立了材料去除率和表面粗糙度關(guān)于拋光工藝參數(shù)的回歸方程。
1 實(shí)驗裝置及實(shí)驗條件
圖1所示是實(shí)驗采用的動態(tài)磁場集群磁流變平面拋光裝置的原理示意圖及實(shí)物圖。在磁場作用下,磁流變液中的羰基鐵粉形成磁鏈串并束縛磨料,形成柔性拋光墊。拋光時,柔性拋光墊與工件接觸并產(chǎn)生一定的拋光壓力,在工件盤、拋光盤轉(zhuǎn)動及偏擺運(yùn)動下,拋光墊與工件產(chǎn)生相對運(yùn)動并對工件表面材料進(jìn)行柔性去除。磁極的偏心旋轉(zhuǎn)運(yùn)動實(shí)現(xiàn)了拋光盤表面磁場的動態(tài)變化,促進(jìn)了拋光墊的自我更新。
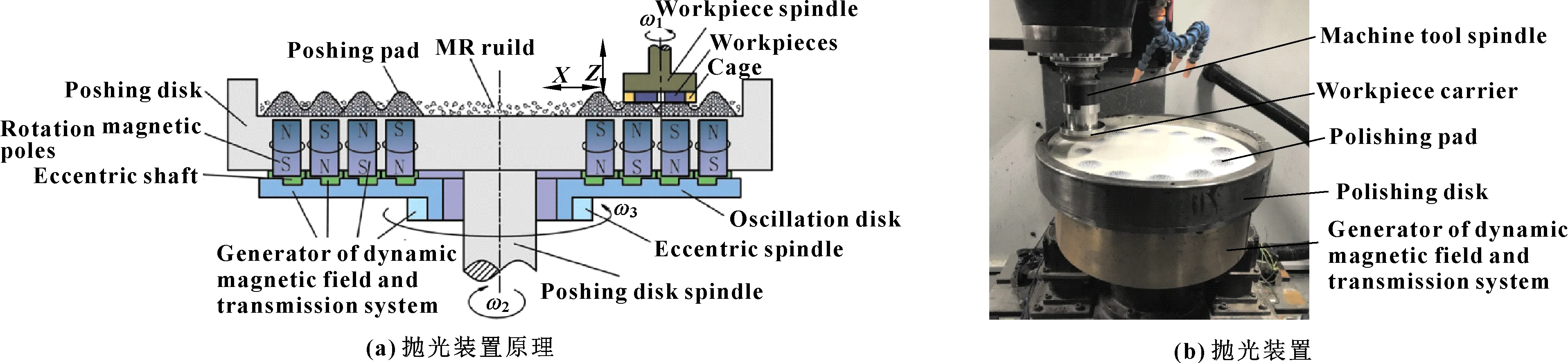
圖1 集群磁流變拋光裝置Fig 1 Experimental device of the cluster MR finishing (a) schematic of polishing device;(b) polishing device
在磷化銦集群磁流變拋光過程中,拋光盤轉(zhuǎn)速、磁極轉(zhuǎn)速、工件轉(zhuǎn)速以及偏擺速度等影響著拋光墊狀態(tài)及與工件的相對運(yùn)動關(guān)系,從而影響磷化銦表面的材料去除效率和表面質(zhì)量。為了研究各速度對磷化銦拋光效果的影響規(guī)律,得到磷化銦集群磁流變拋光的優(yōu)化工藝,分別以拋光盤、磁極及工件轉(zhuǎn)速和偏擺速度等工藝參數(shù)為影響因子進(jìn)行正交試驗,各因子的水平參數(shù)如表1所示。
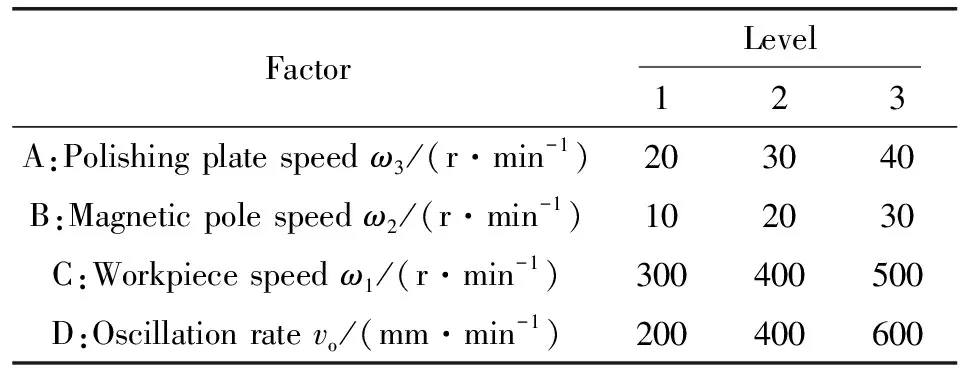
表1 正交試驗因子及水平參數(shù)
實(shí)驗用磷化銦晶片形狀為10 mm×10 mm的正方形。在進(jìn)行拋光實(shí)驗前,首先使用相同的研磨工藝對晶片進(jìn)行研磨加工,保證后期拋光實(shí)驗用的晶片表面的一致性,研磨后的磷化銦晶片表面粗糙度為33 nm左右。拋光實(shí)驗使用的磁流變拋光液是將羰基鐵粉、碳化硅磨料均勻分散在去離子水中而制備,其中羰基鐵粉和碳化硅磨料的粒徑均為3 μm左右,質(zhì)量分?jǐn)?shù)分別為16%和4%,加工間隙為1.2 mm,拋光時間180 min。針對拋光后的晶片,選取正方形晶片中心及4個邊緣區(qū)域為測量區(qū)域,使用不同區(qū)域測量結(jié)果的平均值作為拋光效果的判定值。材料去除率由單位時間內(nèi)材料厚度變化量確定,材料厚度由Mitutoyo (日本三豐) 千分表測量得到;材料表面質(zhì)量通過粗糙度及表面形貌判定,使用Contour GT-X3白光干涉儀測量得到。
2 結(jié)果及分析
2.1 正交試驗結(jié)果
磷化銦集群磁流變拋光的正交試驗結(jié)果如表2所示,各因素水平對磷化銦拋光效果的影響趨勢如圖2所示。
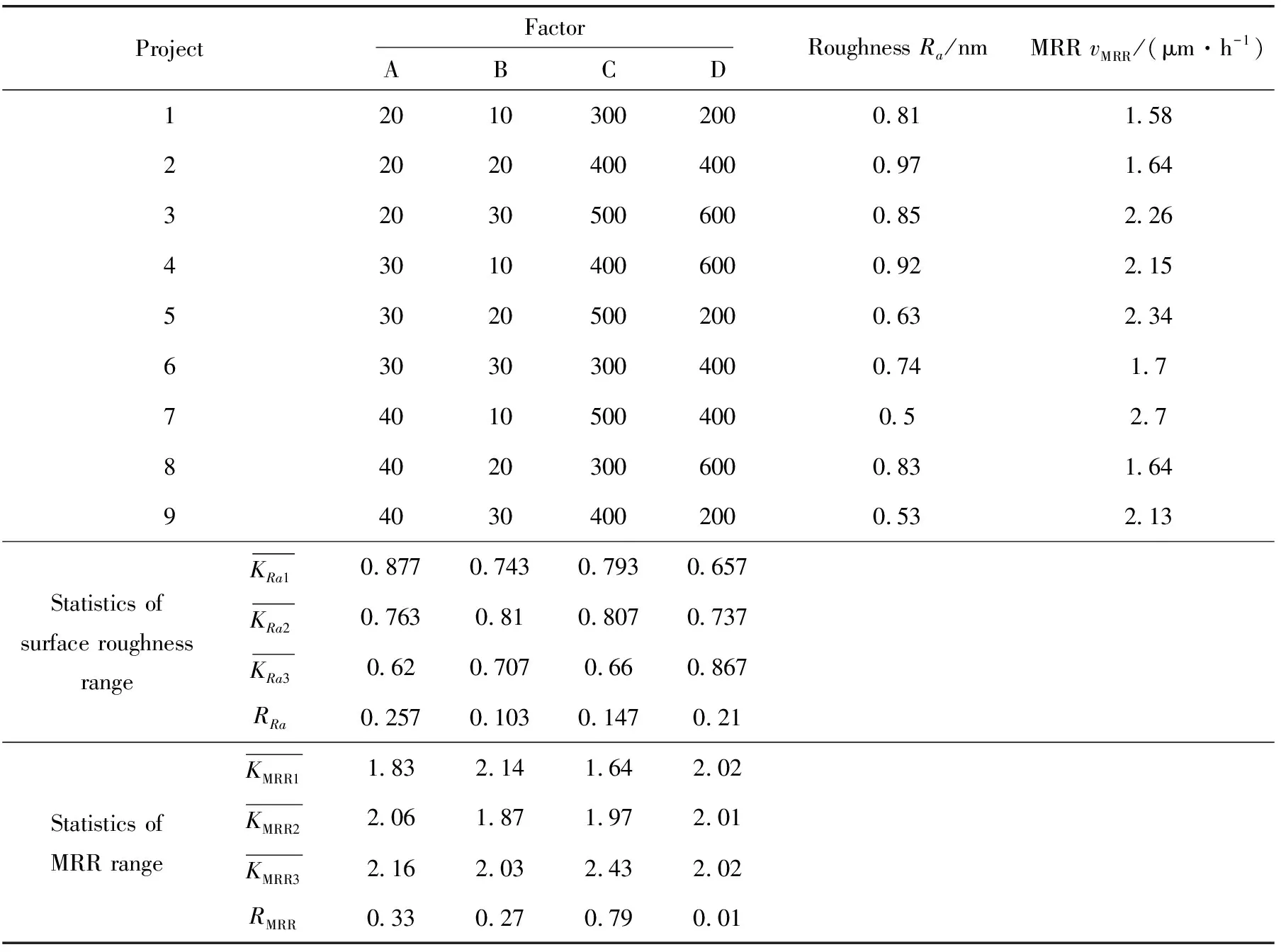
表2 正交試驗方案及結(jié)果[16]
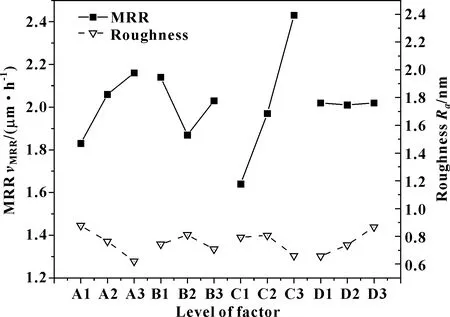
圖2 各因子對拋光效果的影響趨勢Fig 2 The Influence trend of various factors on polishing effect
2.1.1 各因素對材料去除率的影響
從表2的正交試驗結(jié)果極差分析可以看出,工件轉(zhuǎn)速、拋光盤轉(zhuǎn)速、磁極轉(zhuǎn)速與偏擺速度對InP集群磁流變拋光材料去除率影響作用逐漸降低。由圖2所示各因子對拋光效果的影響趨勢可知,材料去除率隨著拋光盤轉(zhuǎn)速及工件轉(zhuǎn)速的增加而不斷增大,隨著磁極轉(zhuǎn)速的升高,材料去除率先減小后增大。另外,偏擺速度升高時,材料去除率基本不變化。
在拋光過程中,磨料在磁鏈串的夾持作用下壓入工件表面,當(dāng)磨料運(yùn)動時,對磷化銦晶片表面材料產(chǎn)生微切削去除,單位時間內(nèi)去除的材料體積Vrr可以表示為

(1)
式中:k代表磨料運(yùn)動狀態(tài),與鏈串對磨料的束縛能力有關(guān);S代表磨料壓入晶片的截面面積;v代表磨料與工件的相對運(yùn)動速度。
當(dāng)磨料與工件表面的相對運(yùn)動速度越大時,材料去除率越大,因此隨著拋光盤轉(zhuǎn)速、工件轉(zhuǎn)速的增加,工件表面的相對運(yùn)動速度加大,造成材料去除率逐漸增大。為考慮拋光盤轉(zhuǎn)速、工件轉(zhuǎn)速及偏擺速度對相對運(yùn)動速度的影響,對它們線速度變化進(jìn)行統(tǒng)計分析,如表3所示。可以看出,工件轉(zhuǎn)速的線速度變化最大,拋光盤轉(zhuǎn)速變化次之,偏擺速度變化最小,這說明工件轉(zhuǎn)速的改變使相對運(yùn)動速度變化最大,而偏擺速度的影響很微弱,因此造成工件轉(zhuǎn)速對材料去除率的影響顯著程度最大,偏擺速度影響非常小。為了簡化分析過程,研究各因素對材料去除率影響時忽略偏擺速度的影響。
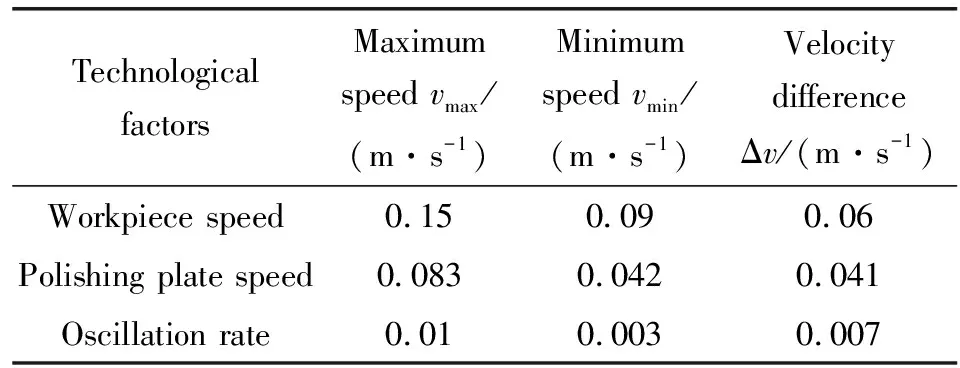
表3 速度變化結(jié)果
從圖2可以看出,與其他工藝參數(shù)對材料去除率影響趨勢相比,磁極轉(zhuǎn)速對材料去除率的影響并不是簡單的正相關(guān),而是隨著磁極轉(zhuǎn)速的升高,材料去除率是先減小后增大。這是因為,磁極轉(zhuǎn)速大小會影響動態(tài)磁場變化頻率,磁極轉(zhuǎn)速越大,磁場變化頻率越大。在動態(tài)磁場影響下,磁流變拋光液中的磁鏈串不斷斷裂和重組,這一方面會使拋光墊能夠及時自我更新、整形,提高磨料的利用率和材料去除效率,但另一方面,磁鏈串的斷裂影響了拋光墊微觀結(jié)構(gòu)的穩(wěn)定性,影響了鏈串對磨料的束縛能力,拋光過程中的磨料容易發(fā)生滾動,降低磨料的切削能力。當(dāng)磁極轉(zhuǎn)速較小時,動態(tài)磁場變化較慢,磁鏈串?dāng)嗔阎亟M較為充分,拋光墊穩(wěn)定性較好,材料去除率較大。隨著磁極轉(zhuǎn)速的增加,動態(tài)磁場變化較快,使鏈串?dāng)嗔鸭涌欤斐涉湸畞聿患胺€(wěn)定重組,影響了拋光墊的穩(wěn)定性,使材料去除率下降。當(dāng)磁極轉(zhuǎn)速進(jìn)一步加大時,動態(tài)磁場變化很快,造成鏈串結(jié)構(gòu)來不及斷裂和重組,拋光墊穩(wěn)定性得到改善,使材料去除率有所提高。
2.1.2 各因子對拋光表面粗糙度的影響
從表2可看出,各因子對拋光表面粗糙度影響的主次關(guān)系與材料去除率有所不同,影響程度由大到小依次為拋光盤轉(zhuǎn)速、偏擺速度、工件轉(zhuǎn)速、磁極轉(zhuǎn)速,但差異很小。由圖2可知,表面粗糙度的變化趨勢也與材料去除率不同,隨著拋光盤轉(zhuǎn)速的增加,拋光表面粗糙度逐漸減小;隨著磁極轉(zhuǎn)速及工件轉(zhuǎn)速的升高,拋光表面粗糙度先增大后減小;而隨著偏擺速度的增加,拋光表面粗糙度有增大趨勢。
一般來說,隨著材料去除量的增加,拋光工件的表面質(zhì)量應(yīng)隨之提高。但文中的表面粗糙度變化趨勢不完全與材料去除率的相同,這是因為文中檢測的表面粗糙度是晶片各區(qū)域的粗糙度均值,其大小除了與材料去除率有關(guān)外,還與加工的均勻性有關(guān),即與磨料相對于工件的運(yùn)動軌跡密度有關(guān),當(dāng)軌跡越密集時,材料表面加工越均勻,表面質(zhì)量也越高;當(dāng)加工軌跡稀疏時,可能會出現(xiàn)磨料對同一地方的重復(fù)加工,導(dǎo)致表面加工不均勻,并且容易產(chǎn)生劃痕,降低表面質(zhì)量。當(dāng)工件盤旋轉(zhuǎn)時,安裝在工件盤上的晶片外沿的自轉(zhuǎn)線速度遠(yuǎn)大于靠近中心處的線速度,隨著工件盤轉(zhuǎn)速的增大,晶片表面各區(qū)域的線速度差異變大,使晶片各處粗糙度差異變大;但同時,材料去除率增大使粗糙度減小,綜合作用導(dǎo)致隨著工件盤轉(zhuǎn)速的增大,粗糙度先略微增大后減小。隨著拋光盤轉(zhuǎn)速的增大,材料去除率增大,同時工件表面各區(qū)域的相對線速度差異變小,導(dǎo)致整體上表面粗糙度逐漸減小。磁極轉(zhuǎn)速對表面粗糙度的影響與材料去除率直接相關(guān),材料去除率越大,表面粗糙度越小。工件盤偏擺速度對表面粗糙度的影響,可能與工件盤轉(zhuǎn)速、拋光盤轉(zhuǎn)速的匹配有關(guān),只有在相互匹配時才能得到較好的表面質(zhì)量。
根據(jù)上述結(jié)果可知,磷化銦集群磁流變拋光質(zhì)量較佳的優(yōu)化工藝參數(shù)為:拋光盤轉(zhuǎn)速40 r/min,磁極轉(zhuǎn)速30 r/min,工件轉(zhuǎn)速500 r/min,偏擺速度200 mm/min。在該工藝條件下經(jīng)過3 h的拋光,磷化銦晶片的表面粗糙度由原始的Ra33 nm下降為Ra0.35 nm,材料去除率為2.5 μm/h,從拋光前后晶片表面形貌圖(見圖3)可以看出,拋光后晶片表面劃痕較少,表面質(zhì)量明顯提高。
圖3 優(yōu)化工藝拋光前后晶片表面形貌Fig 3 Surface topography of wafer before and after polishingwith optimization parameters(a)surfacebefore polishing;(b)polished surface
2.2 回歸模型分析
根據(jù)前述分析知道,在分析各因素對材料去除率影響時,可以忽略偏擺速度的影響;另外,磁極轉(zhuǎn)速變化時,會影響磨料運(yùn)動狀態(tài),進(jìn)而影響材料去除率大小。因此,建立磷化銦集群磁流變材料去除率關(guān)于各因素的回歸模型
(2)
式中:ωm、ωc、ωp分別代表磁極轉(zhuǎn)速、工件轉(zhuǎn)速和拋光盤轉(zhuǎn)速。
根據(jù)最小二乘法以及正交試驗數(shù)據(jù),對式(2)進(jìn)行擬合,可以得到材料去除率的回歸方程為
0.758 3
(3)
將正交試驗參數(shù)代入式(3)可以得到相應(yīng)的模型預(yù)測值。圖4(a)所示為材料去除率實(shí)驗結(jié)果和模型計算結(jié)果對比。可以看出,實(shí)驗結(jié)果與對應(yīng)的模型結(jié)果相近,分布在直線y=x附近。另外,對回歸模型進(jìn)行擬合優(yōu)度檢驗,可以得到模型的擬合優(yōu)度判定系數(shù)R2為0.984 2,因此,該回歸模型擬合效果較好。從式(3)可以看出,材料去除率與工件轉(zhuǎn)速、拋光盤轉(zhuǎn)速成正相關(guān),而與磁極轉(zhuǎn)速的關(guān)系較為復(fù)雜,材料去除率隨著磁極轉(zhuǎn)速的增加先減小后增大。
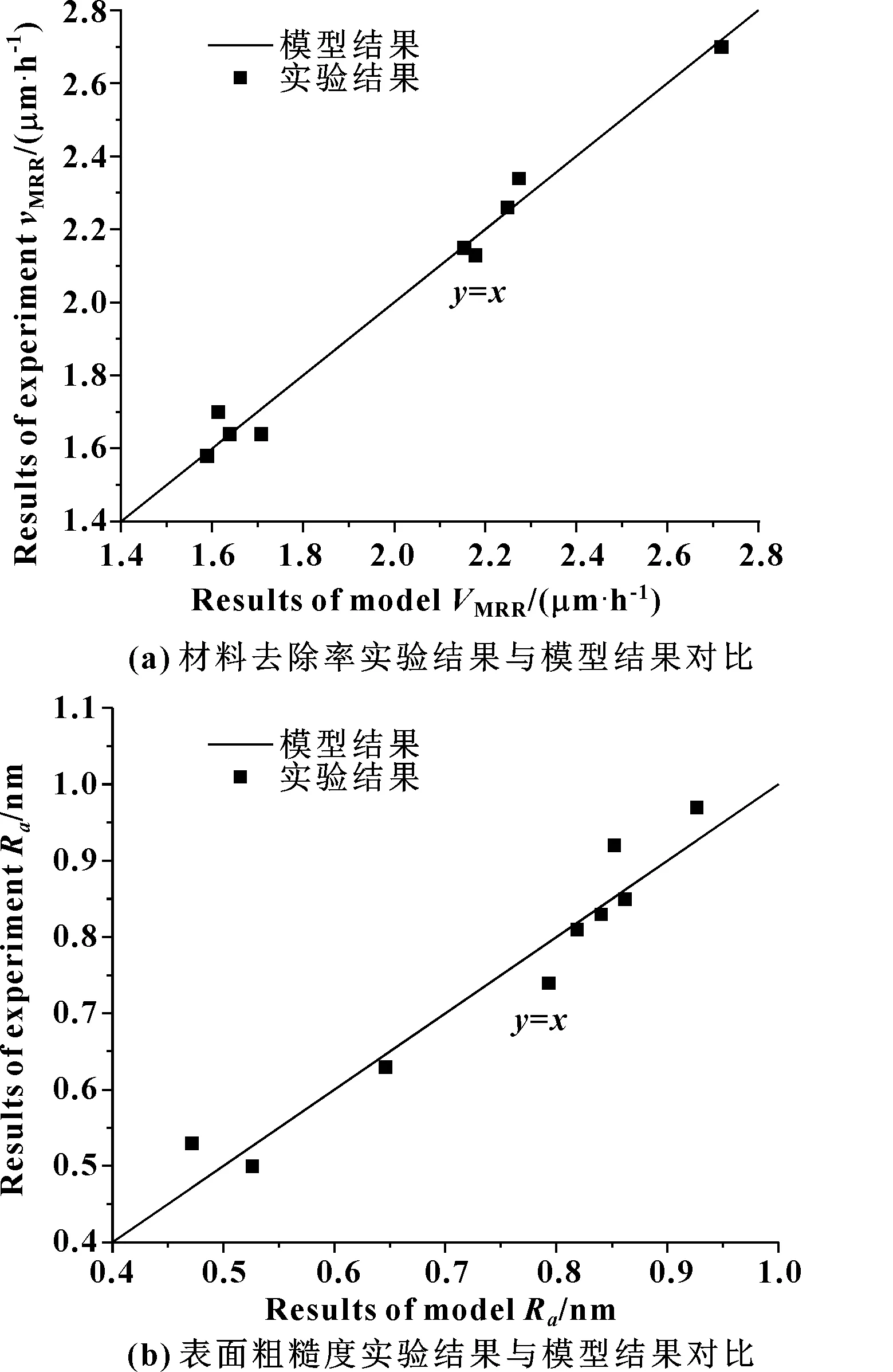
圖4 實(shí)驗結(jié)果與模型結(jié)果對比Fig 4 Comparison between experimental results and modelresults (a) the comparison of MRR of experimentalresults and model results;(b) the comparison ofroughness of experimental results and model results
拋光表面的粗糙度不僅與材料去除率有關(guān),還和拋光軌跡的密集度有關(guān)。工件的偏擺可以增加拋光軌跡的復(fù)雜程度,使晶片拋光更加均勻,因此在建立磷化銦表面粗糙度模型時,在材料去除率模型的基礎(chǔ)上加入偏擺速度及與其他因素耦合作用影響。建立的磷化銦表面粗糙度回歸模型為
a6vo(ωp+ωc)+a0
(4)
式中:vo代表偏擺速度,m/min。
根據(jù)正交試驗結(jié)果對回歸模型進(jìn)行擬合,確定模型中相關(guān)的系數(shù),得到磷化銦集群磁流變拋光表面粗糙度模型為
0.014 2ωp+1.504 2vo-0.002 3vo(ωp+ωc)+0.782 9
(5)
圖4(b)所示為表面粗糙度實(shí)驗結(jié)果和模型計算結(jié)果對比。可以看出,實(shí)驗結(jié)果與對應(yīng)的模型結(jié)果相近,也分布在直線y=x附近,模型的擬合優(yōu)度判定系數(shù)R2為0.937,說明該表面粗糙度回歸模型結(jié)果與實(shí)驗結(jié)果相近,擬合效果較好。從式(5)可以看出,拋光后表面粗糙度并不隨拋光盤轉(zhuǎn)速、工件轉(zhuǎn)速、偏擺速度的增加而簡單地變化,而是同時受到各參數(shù)之間耦合作用(式(5)第6項)的影響,這也說明在拋光過程中,為了改善工件表面質(zhì)量,除了考慮材料去除率外,還應(yīng)考慮加工軌跡的均勻性與復(fù)雜程度。
3 結(jié)論
(1)在磷化銦動態(tài)磁場集群磁流變拋光中,工件轉(zhuǎn)速、拋光盤轉(zhuǎn)速、磁極轉(zhuǎn)速、偏擺速度對材料去除率影響作用依次減弱;拋光盤轉(zhuǎn)速、偏擺速度、工件轉(zhuǎn)速、磁極轉(zhuǎn)速對表面粗糙度影響作用依次減弱。對材料去除率的影響主要取決于拋光墊與工件之間的相對運(yùn)動速度,影響表面粗糙度的除材料去除率外,還受到加工軌跡的均勻性與復(fù)雜程度的影響。
(2) 采用動態(tài)集群磁流變拋光的方法加工單晶磷化銦,可以使磷化銦晶片表面粗糙度降低到亞納米級。在優(yōu)化工藝參數(shù)(拋光盤轉(zhuǎn)速40 r/min、磁極轉(zhuǎn)速30 r/min、工件轉(zhuǎn)速500 r/min、偏擺速度200 mm/min)下經(jīng)過3 h的磁流變拋光加工,磷化銦晶片的表面粗糙度從Ra33 nm降至Ra0.35 nm,材料去除率達(dá)到2.5 μm/h。
(3)基于正交拋光實(shí)驗結(jié)果,建立的材料去除率及表面粗糙度回歸模型,擬合優(yōu)度判定系數(shù)分別為0.984 2和0.937,擬合效果較好,能夠有效地預(yù)測集群磁流變拋光效果。
猜你喜歡
電子器件(2021年4期)2021-10-26 12:27:18
海洋工程裝備與技術(shù)(2020年6期)2020-03-09 00:17:16
兵器裝備工程學(xué)報(2019年6期)2019-07-05 00:40:48
測控技術(shù)(2018年8期)2018-11-25 07:42:16
電子工業(yè)專用設(shè)備(2016年8期)2016-08-24 09:39:59
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
振動、測試與診斷(2014年1期)2014-03-01 01:13:42
航天器環(huán)境工程(2011年4期)2011-06-08 05:03:08
電子工業(yè)專用設(shè)備(2011年10期)2011-06-04 04:36:48