針對冷藏車發泡廂板鼓泡原因的研究
2022-03-26 22:00:40王俊杰葉圣永熊力
專用汽車 2022年1期
關鍵詞:解決方法
王俊杰 葉圣永 熊力



關鍵詞:冷藏車發 泡制板 鼓泡因 解決方法
1前言
目前國內冷鏈運輸裝備廠家的最先進制板工藝是發泡工藝,發泡板材具有重量輕;保溫性好;環保無污染,生產費用低和生產效率高等優點,是未來冷藏車制板工藝的發展方向。但由于生產工藝復雜,目前只有河南新飛專汽、山東中集、昆山新飛蘭博等少數廠家能夠生產出合格的發泡板材冷藏車(如圖1)。發泡制板工藝原理與傳統膠粘工藝原理不同,出現的質量問題與解決方法也有很大不同,常見的質量問題有鼓泡、內凹陷、離皮、虧料等。本文對其中常見的鼓泡問題產生原因進行分析,并給出了對應的解決方案。
由于產生鼓泡問題的原因較多,并貫穿發泡制板工藝的多個流程,本文按照發泡工藝流程逐一進行分析。
2發泡工藝流程
2.1模框預熱
工藝流程:將拼裝好的模框(如圖2)放置在下模板上,傳送至壓機中。下模板與上模板閉合后,預熱溫度30-50,預熱時間≥5min,模板溫度要求35-50,模板表面無異物。
2.1.1內、外蒙皮表面存在油、水等物質
如果蒙皮表面存在油、水等物質,在發泡過程中,發泡料由于油、水的阻隔,局部不能與蒙皮發生接觸粘連,油、水被封閉在發泡層與蒙皮之間,形成空腔。空腔受熱后,其中的空氣或水蒸氣膨脹,蒙皮表面就會形成鼓泡。
解決方法:用乙酸乙酯擦拭蒙皮表面,除去蒙皮表面的油、水。拼模時避免汗水滴入。
2.1.2模板溫度低,預熱時間不足
如果模板溫度低或預熱時間不足,發泡料會出現局部密度不均勻現象。如表1所示,溫度低的部分密度高,溫度高的部分密度低。發泡板材受熱后,由于密度不同會出現受力不均勻現象,最終導致部分區域與蒙皮脫離,產生空腔,空腔中的空氣受熱膨脹,出現鼓泡。
解決方法:根據模板厚度不同對預熱溫度和預熱時間進行工藝參數調整,并按照工藝規定的模板溫度和預熱時間要求進行操作。要求模溫機運行良好,計時和加熱裝置準確。每班2h查看一次預熱溫度并記錄。
2.2注料
工藝流程:清理注射槍頭端部殘留的發泡料,檢查料罐溫度控制在(20+5),調整注料壓力在14-20 MPa之間,且黑、白料高壓壓差<2MPa。不同尺寸的冷藏車板材需要調整注射時間,確保冷藏車板材注入合適重量的發泡料,重復注料精度在+15g之間。
2.2.1槍頭端部殘留的發泡料進入板材
槍頭端部殘留的發泡料屬于已經固化的硬質發泡料,如果清理不凈進入板材內表面,會在發泡料膨脹的過程中擠壓蒙皮,形成小的鼓泡。
解決方法:每次注射前必須清理干凈注射槍頭端部殘留的發泡料。
2.2.2注料壓力、注料量、注料料比等工藝參數設置錯誤
如圖3-圖4所示中的注料壓力、注料量、注料料比等工藝參數,如果設置錯誤或者不準確,可能會造成板材內發泡料量不足,這就會在板材邊角部分形成空腔,空腔內的空氣受熱膨脹,形成如圖5所示的邊角變形鼓泡。
解決方法:根據不同的板材尺寸和板材厚度,制定不同的工藝參數,嚴格執行并檢查。每天做自由料小樣,自由料小樣密度要在35-40kg/m3之間,每周檢查成品板材平均密度,成品平均密度控制在45-50kg/m3之間。自由泡和成品泡小樣置于-200C以下溫度中冷凍24h,自由泡小樣無明顯收縮,成品泡尺寸穩定性≤0.6%。
2.3固化
工藝流程:被注料的模框需要在閉合的上下模板之間保持一定的時間,確保混合后的發泡料充分反應,形成密度均勻的發泡層。
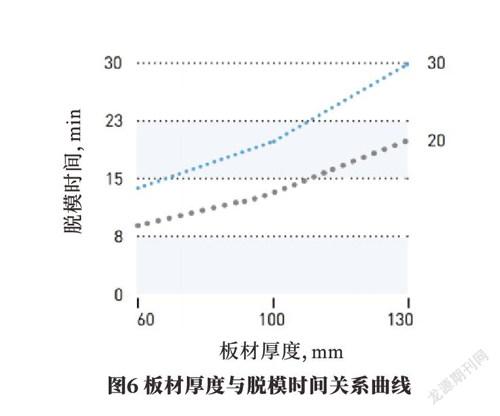
固化時間要根據原料性能及泡層厚度進行設定,如圖6所示,板材厚度≤60mm時,固化時間≥8min;板材厚度>60mm時:固化時間≥15min:固化溫度保持在35-45之間,每班2h檢查一次并記錄。
2.3.1固化時間和固化溫度過低
固化時間和固化溫度過低會造成發泡料反應不完全,離開閉合的上下模板后,發泡料還會繼續發生膨脹。由于沒有上下模板加壓,膨脹的發泡料會在蒙皮表現形成多處大的鼓泡。
解決方法:按照設定的固化溫度和固化時間進行操作。
2.3.2天氣變化影響
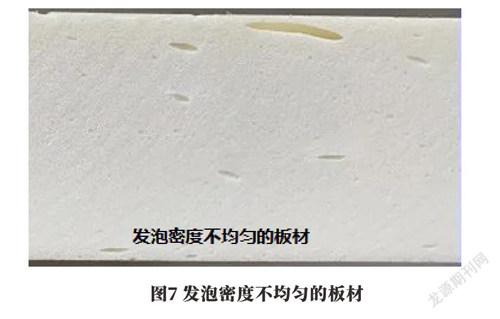
當環境氣溫出現劇烈變化或冬季、夏季溫度不同時,由于發泡料反應較復雜,發泡密度會出現不同的變化。如果不及時調整發泡料配方和工藝參數,會出現如圖7所示的發泡密度不均勻問題,造成發泡料與蒙皮之間和發泡料中出現空腔,形成表面鼓泡。
解決方法:嚴密注意天氣變化對發泡料的影響,冬季和夏季及時對工藝參數進行調整。
2.4蒙皮表面處理
除以上工藝流程中出現的問題會造成鼓泡外,內外蒙皮表面粗糙度也會造成鼓泡。
發泡板材固化脫模后,在逐漸冷卻的過程中,發泡層和蒙皮都會有一定量的收縮。由于發泡層和蒙皮材質不同,收縮比率也不同,這會在蒙皮和發泡料層之間形成拉力。如果蒙皮較光滑,粘接力小于拉力,局部會出現發泡料與蒙皮脫離。遇到高溫環境,脫離的蒙皮和發泡料之間的空氣發生膨脹,就會形成鼓泡。
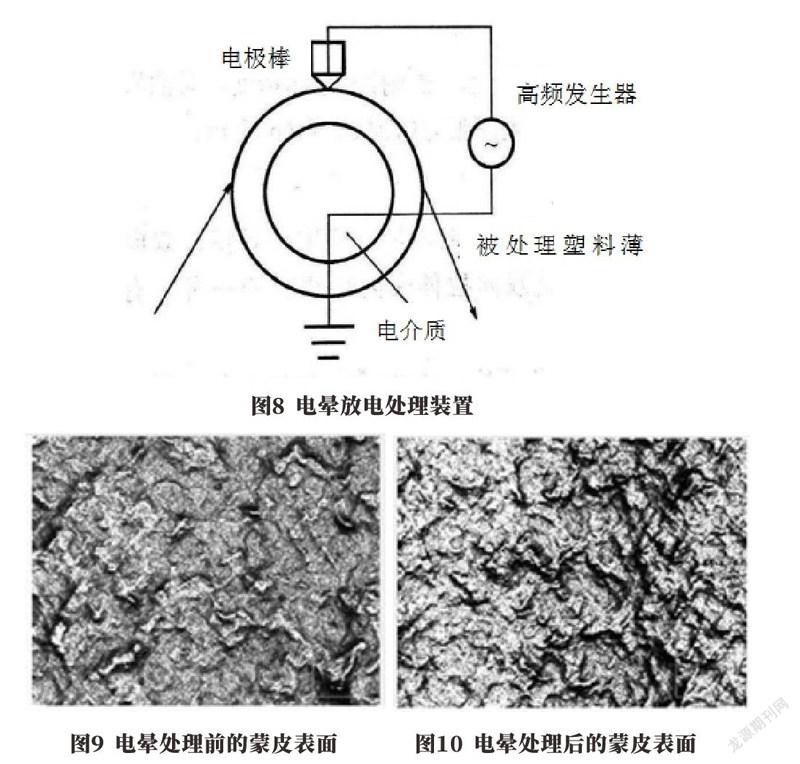
解決方法:對蒙皮表面進行打磨或使用電暈機進行電暈處理。如圖8所示,電暈處理是在有限的間隙內通過高頻高壓產生放電,通過兩極之間的空氣電離產生臭氧,臭氧是一種強氧化劑,可以立即改變非金屬蒙皮表面的分子結構,使其由非極性轉化為極性。電暈處理前的光滑表面(圖9),經電暈處理后會使蒙皮表面呈微小凹凸不平的孔穴使其表面粗化(圖10),增加表面粗糙度。空氣電離還會產生大量的臭氧,使蒙皮表面碳分子氧化,提高表面濕潤性和附著力,從而達到增強粘接力避免鼓泡的目的。
3結語
本文通過對冷藏車發泡制板工藝中出現的鼓泡問題進行了分析并提出了相應的解決辦法。通過發泡工藝流程可以發現,發泡制板工藝不同于目前廣泛使用的樹脂膠或結構膠粘工藝,出現的問題和解決方法也不同,需要在實踐中不斷探索改進。
由于冷藏車發泡制板工藝存在重量輕、保溫好、價格低等諸多優勢,可以預見,隨著工藝逐漸成熟,必將替代目前存在的熱壓和負壓制板工藝。
猜你喜歡
商情(2016年40期)2016-11-28 10:52:26
辦公室業務(2016年9期)2016-11-23 10:27:40
企業技術開發·下旬刊(2016年9期)2016-11-23 02:44:42
數學學習與研究(2016年19期)2016-11-22 11:49:12
財經界·學術版(2016年19期)2016-11-16 14:47:51
南北橋(2016年10期)2016-11-10 17:02:08
知音勵志·社科版(2016年8期)2016-11-05 04:00:43
中國科技博覽(2016年22期)2016-11-01 13:26:03
中國新通信(2016年16期)2016-10-18 10:59:34
科學與財富(2016年28期)2016-10-14 23:53:17
