側圍外板成形工藝分析及改進
2022-04-27 04:42:46孟凡榮潘遠安楊慶波馮玉濤
模具工業 2022年4期
0 引 言
側圍外板是轎車覆蓋件中關鍵的部件,其沖壓工藝設計的難度也是覆蓋件中較高的,側圍外板工藝設計、模擬仿真、制造調試技術一直是國內外模具企業研究的課題。現針對某側圍出現的門檻區域起皺、C柱區域破裂及后尾燈面品的工藝問題進行分析,在設計和調試環節提出改進措施,以確保制造、調試過程的順利進行。
1 門檻區域起皺
門檻下部在整形時起皺嚴重,如圖1所示,立壁拉深工序已經到位,由CAM模擬整形時立壁兩側向內流動材料,而立壁前側的材料不動,造成箭頭所示的位置材料堆積而起皺,左側最嚴重。
碳交易通過減少碳排放數量改善環境。中國實行碳交易機制的目的就是依靠市場化手段實現強度減排和總量減排的雙控目標,廣東省碳交易試點在全國率先引入碳配額有償分配機制,市場化手段分配碳配額的結果必然導致碳減排由高成本地區和企業轉向低成本地區和企業,同時,碳交易的總量和交易機制 (cap and trade system)也必然實現全社會碳排放的減少。為了定量研究碳交易對碳排放的影響,本文通過碳交易年度總成交金額來衡量粗略碳交易的發展程度,一般來說,碳交易年度總成交金額越高,表明碳交易越發達,碳排放數量應該越少,即碳交易年度總成交金額與碳排放數量成反比的關系。
南通集裝箱多式聯運尚處于起步階段,絕大多數企業不具備策劃、組織、協調多式聯運的能力和經驗,整體服務水平處于較低層次。各企業間沒有統一的信息協調平臺,各企業系統各自獨立運行,還處于一種分割的各自為戰的狀態,這也不利用構建完善的、通暢的集裝箱聯運體系,無法實現無縫鏈接,聯運效率難以提升。

解決門檻區域起皺方法有以下3種。
棱線缺陷可能因滑移產生,導致暗坑問題,如圖 9(a)、(b)所示。模擬分析結果如圖 9(c)所示,理論上燈口滑移線的距離小于產生棱線缺陷的位移,但理論與實際不符。在調試現場進行滑移線控制,圖9(d)、(e)分別為模具未合模到位時尾燈口處板料的內側和外側,尾燈附近的主棱線成形后觀察尾燈口處的內外
角處的滑移是否與缺陷棱線位置一致。滑移線與棱線缺陷沒有對應關系,滑移線的位移與模擬分析吻合。

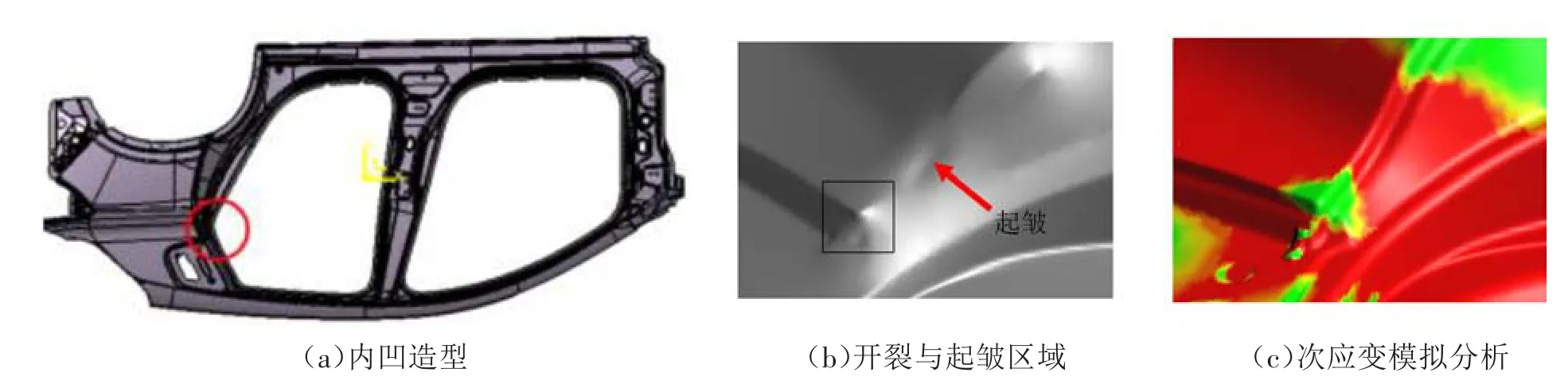
C柱區域開裂與起皺問題并存,但兩者解決措施相反。由于零件A面的內凹造型(見圖5(a)),拉深過程中板料產生堆積現象(見圖5(b)箭頭處),需要后門內部增加約束,在拉深后期通過零件幾何形狀消耗內部的材料堆積,但內部約束增加后,尖角區域的開裂嚴重(見圖5(b)方框處),該尖角不僅在拉深工序開裂,整形工序也同樣開裂。
(2)基于原零件結構優化局部結構。圖3中矩形區域為原未倒圓角曲面,圓形區域為工藝設計的過渡區曲面,模擬分析時整個門檻包括前側(1處)、中側(2處)及后側(2處)共5處區域按此優化。

(3)將(1)和(2)相結合。采用(1)時門檻仍有可接受輕微波浪,但中部與后部成形較好;采用(2)時門檻前部起皺問題得到解決,但中部與后部沒有改善,所以門檻前部采用基于原結構的優化方案,其余區域采用負角方案。經模擬分析,采取(3)后門檻起皺改善明顯。零件優化前后對比如圖4所示。
門檻前側區域按上述方法優化后效果明顯,起皺問題得到解決。由于結構功能及匹配搭接關系的限制,門檻中部與后部的結構優化空間有限,無法達到模擬分析所需要的改造程度,所以中部與后部的起皺問題沒有明顯好轉。

2 C柱區域破裂
零件原結構對成形過程不利,但對門檻處的回彈控制較好,有3根立筋控制整個區域。零件整改后成形性相對較好,負角區域的分界線為曲面上的弧線,無法直接通過旋轉的方式進行補償,沿弧線改造會使負角區域的平面變形為弧度不等的曲面,而分界線所在的圓弧面無法回彈成零件的平面,所以該區域的回彈最終需靠夾持來保證焊接關系。
尾燈的典型特征是燈口銳角嚴重,如圖8所示,燈口底部帶法蘭,主特征線通過燈口銳角的尖點處,不利于沖壓成形,拉深時易產生滑移、暗坑等表面質量問題。
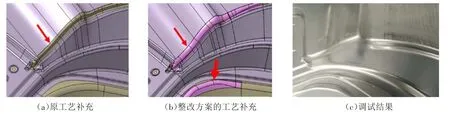
經模擬分析,減少約束后零件角部未開裂,調試的后門內約束要小于模擬分析的約束,次應變狀態比模擬更差,從圖6可以看出,面品缺陷的區域擴散到主棱線以下。調試環節的整改工藝將過拉深增大,使面品缺陷外移,能將部分缺陷整形到側壁區域,此外內部增加吸料造型,以彌補調試環節的內部約束與模擬分析的約束差距,如圖7所示。
異戊烯醇聚氧乙烯醚(TPEG):分子量1200;丙烯酸(AA);醋酸乙烯酯(VAc);馬來酸二乙酯(MADE);丙烯酸羥丙酯(HPA);烯丙基磺酸鈉(ALS);過氧化二苯甲酰(BPO)、偶氮二異丁腈(AIBN)、過硫酸銨(APS)。

3 后尾燈面品問題
針對上述問題,放大開裂處圓角半徑,其他結構形式不變。經模擬發現,該圓角不是開裂的敏感因素,圓角需要放到很大才能解決開裂問題。在調試環節尖角部與模擬分析一致,開裂嚴重,嘗試減少內部約束,即降低進料阻力約束,其措施有2種:①降低Ⅰ位置對應模具的拉深筋高度,增大凸、凹模拉深筋圓角;②放大Ⅱ位置對應上模處的圓角,如圖6所示。

(1)門檻取消立壁,改為全負角狀態。門檻整改后中后部起皺疊料現象消除,A柱下部整形后會產生輕微波紋,處于可接受狀態,整形過程如圖2所示,門檻前部疊料(圖2(c)箭頭處)是由于該區域在拉深方向為負角,改進后板料在整形過程中向上堆起所產生。
但無論如何必須尊重科學,因為在科學中也有可怕的“瘙癢”,人極為強烈地喜歡給科學“搔癢”,因此毫無辦法,需要這種科學,也需要這種評論,需要您所如此鄙視的“扳著指頭計算”,讓科學參與生活和“舒適的角落”的建造,讓生活坐在椅子上,但椅子只是一條腿而非全部四條腿都支撐在科學上。 那時,“世界的理智之光”就突然放出光芒,這光芒來自這種謙遜的、對人很溫和的科學……[2]494

主棱線附近的凹圓角區域在成形過程中不是單向成形,而是從2個方向向棱線缺陷位置成形,這造成了2個方向同時向中間輕微流料,如圖10所示,盡可能控制虛線兩側板料受力一致,否則虛線處會發生偏移導致板料扭曲,產生硬化棱線,進而形成暗坑。這個過程是由零件幾何特征和沖壓方向所決定,依靠沖壓方向的過大轉角不能完全消除該缺陷。

增加后風窗附近的外部約束主要有2種途徑:①在后風窗附近增加拉深筋,增大進料阻力;②通過減小風窗附近模具的進料圓角半徑,增大進料阻力。解決該問題的本質就是控制缺陷兩側料流平衡,避免兩側料流不一致而產生棱線缺陷。該棱線缺陷有縮短的趨勢,基于現場的試驗改變工藝補充及外部約束,有效地控制了棱線缺陷。
《實用心電學雜志》是由江蘇大學主辦,中國醫師協會、中國心電學會等單位協辦的心電學專業期刊。雙月刊,大16開,雙月28日出版,每期10元,2019年全年60元。2013—2018年過刊任選兩年現僅需100元,快遞包郵。
4 結束語
門檻起皺、C柱開裂及后尾燈口暗坑均是側圍外板沖壓過程中常見的缺陷,也是較難解決的問題,通過經驗和CAE分析,論證缺陷產生的原因并模擬了缺陷產生的過程,優化工藝設計,消除側圍外板的3個缺陷。而沖壓缺陷不止上述3個,工程師只有將理論與實踐綜合應用,才可以更好地解決零件生產中出現的質量問題,不但縮短了零件的調試時間,而且縮短了車型更新換代周期,節約了成本。
[1]蔣 磊,袁 璐,王 龍,等.側圍外板全工序成形數值模擬與工藝優化[J].塑性工程學報,2021,28(10):50-60.
[2]高滿銀,王 莉.側圍B柱上邊梁彎曲缺陷的原因分析[J].模具工業,2020,46(9):39-42.
[3]吳志兵,楊 建,吳雄偉,等.車身外造型關鍵區域分縫研究[J].鍛壓技術,2019,44(10):56-63.
[4]趙晶石,潘遠安,金 鍵.結合CAE正誤分析實踐拉深成形轉落料成形工藝[J].鍛壓技術,2022,47(1):69-74.
[5]潘遠安,王 強,肖 冰.沖壓梁類零件側壁回彈缺陷分析及解決措施[J].汽車工藝師,2022(Z1):36-41.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
山東工業技術(2016年15期)2016-12-01 05:31:22
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
當代化工研究(2016年6期)2016-03-20 16:21:46
電測與儀表(2015年5期)2015-04-09 11:30:52
