基于機器視覺的粉罐半掛車罐體焊接變形控制方法研究
2022-05-25 08:14:57李卿蘭中林
專用汽車 2022年5期
李卿 蘭中林

摘要:焊接變形是目前粉罐半掛車車罐體生產的關鍵技術問題,焊接變形會直接導致車體的尺寸不精準,甚至出現報廢情況,影響生產單位的經濟效益。由于原有方法在接口定位點上獲取的變形信息不及時,導致對半掛車罐體的焊接變形量預測不準確,超出實際尺寸公差要求,需要進行二次調整延長工期,進而研究基于機器視覺的粉罐半掛車罐體焊接變形控制方法。設置約束條件定義粉罐半掛車罐體焊接過程,基于機器視覺確定焊接變形定位點,運用因果鏈建立矛盾關系控制罐體焊接變形,完成控制方法設計。以某公司生產的粉罐半掛車為測試對象,對其罐體的焊接全過程進行變形控制,采用本文方法和傳統方法進行對照,以焊縫長度和間隔為焊接變形控制基礎,在實際的生產標準內傳統方法距離極值較近,甚至有超過極值的現象產生,而本文方法能夠將其控制在變形量的中心范圍內,距離極值存在一定差距,具有實際應用意義。
關鍵詞:機器視覺;粉罐半掛車;罐體焊接;焊接變形;變形控制方法
中圖分類號:U466 收稿日期:2022—03—09
DOI:10.19999/j.cnki.1004-0226.2022.05.012
粉罐半掛車由多個部分組成,包括罐體和前后車架以及走道和管路等,為了保證其制作工藝的成本和使用壽命,通常在罐體和前后車架上采用高強度鋼材。在整個粉罐半掛車設計工藝上,因罐體是其最主要的部分,故在罐體內壁上以弧形筋板進行焊接,且每組板筋等間距并控制在800~1500mm之間。而罐體在進行結構焊接過程中,會產生一定的變形量,在保證罐體較輕的質量前提下,變形量對后期的罐體成品存在兩方面影響:一是一定的變形量會進行簡便焊縫的連接;二是過多變形量會增加反復焊接操作,甚至出現成品報廢的情況。因此,對罐體焊接的變形過程進行控制非常重要"。
機器視覺技術是目前人工智能領域應用較多的技術之一。該技術主要是利用機器人的視覺功能,使其能夠像人的眼睛一樣去觀察客觀的事物體。隨著計算機技術的不斷發展,機器視覺的應用更具優勢。它可以直接通過計算機技術模擬人類視覺功能,在采集圖像的基礎上將其轉化為視覺信號,再利用標準的通信協議完成對應信息的處理。本文以此為基礎研究,通過基于機器視覺的粉罐半掛車罐體的焊接變形控制方法,來改良傳統控制方法的不足之處,為更高質量的罐體焊接提供理論基礎。
1 基于機器視覺的粉罐半掛車罐體焊接變形控制方法
1.1約束條件定義粉罐半掛車罐體焊接過程
焊接變形是一個多面性工藝,在不同的接口處存在一定的變形量,對口連接是以焊縫的存在形式進行,但嚴重的變形量會影響后期的結構尺寸。其實,焊接過程是一個局部加熱和冷卻的過程,在部件的焊接點位上必然會存在溫度不均勻的現象,如何將更為精確的焊接變形量應用在粉罐半掛車的罐體焊接中,需要在焊接前對變形量進行約束條件設定。通過對罐體的焊接電流和電壓范圍的設定,使得罐體的拼接留有一定的間隙,從而讓整個罐體存在足夠的變形余量2。
在TRIZ理論的基礎上,利用辯證法和系統理論,對焊接變形產生的可控量進行約束,但是整個的焊接過程不能改變的條件有三點:a.焊接的設備不能過于復雜化;b.焊接的材料必須做到完全熔化;c.焊接的全程不能進行多次反復形變。基于此,在保證粉罐半掛車的各組零件能夠滿足工藝要求后,對罐體的主板進行焊接變形量的補償設定,在所得成品的焊接公差上需要滿足±3mm之內3。
1.2基于機器視覺確定罐體焊接變形定位點
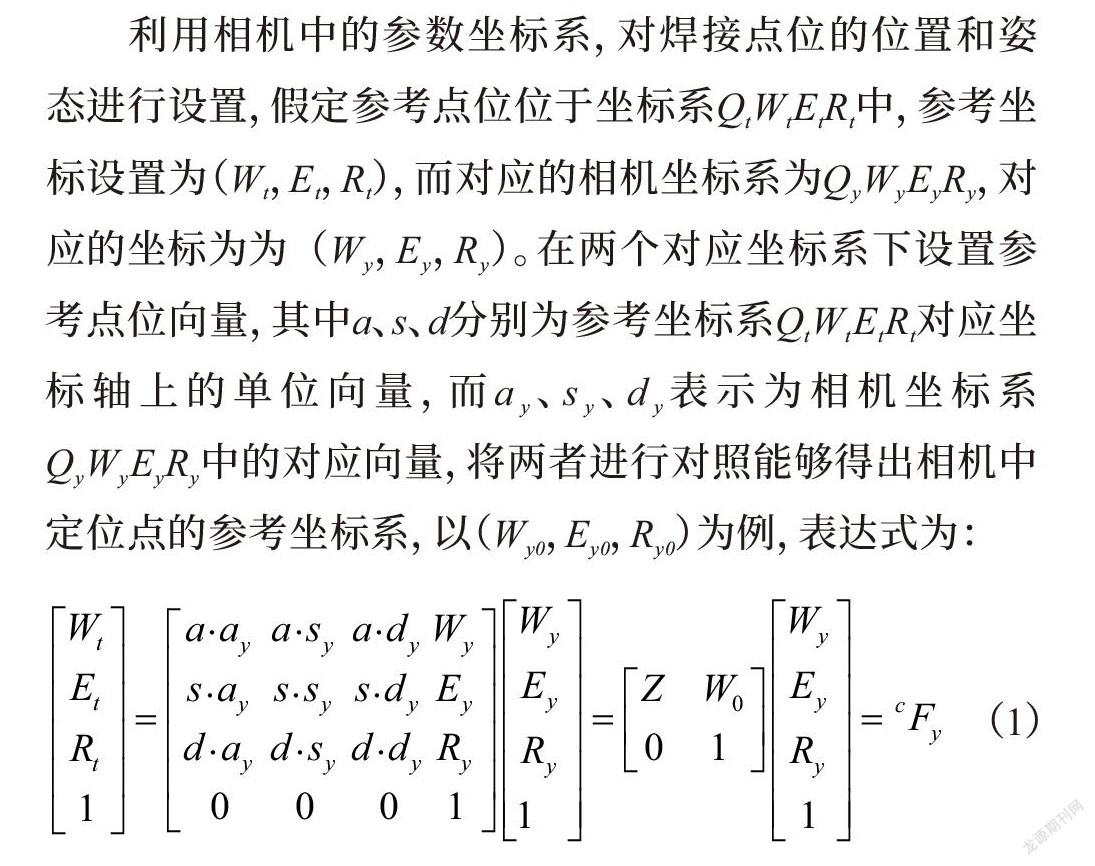
利用相機中的參數坐標系,對焊接點位的位置和姿態進行設置,假定參考點位位于坐標系Q,WE,R,中,參考坐標設置為(W,E,,R,),而對應的相機坐標系為Q,W,E,R,,對應的坐標為為(W,,E,R,)。在兩個對應坐標系下設置參考點位向量,其中a、s、d分別為參考坐標系Q,W,E,R,對應坐標軸上的單位向量,而a,、s,、d,表示為相機坐標系Q,WE,R,中的對應向量,將兩者進行對照能夠得出相機中定位點的參考坐標系,以(W,,E,,R,)為例,表達式為:
式中,aa,表示a軸與a,兩個單位向量中的矢量面積,其與以此類推即可;外參數的矩陣用F,來表示,其中Z表示為余弦的3x3矩陣,表示相機坐標系的參考坐標姿態;W。表示相機坐標系在參考坐標中的位置。
對整體的焊接過程參數設定完成后,在具體的焊接過程中需要對焊角進行定位,此次采用機器視覺的跟蹤技術,對罐體各段的焊接連接接口位置變化進行全程視覺追蹤。通過選擇合理的焊接方式和焊接要求,在反變形和變形的基礎上,利用固定連接方式,對粉罐半掛車的罐體進行順序連接的全過程約束,完成焊接次序的安裝裝配。
1.3 運用因果鏈建立矛盾關系控制罐體焊接變形
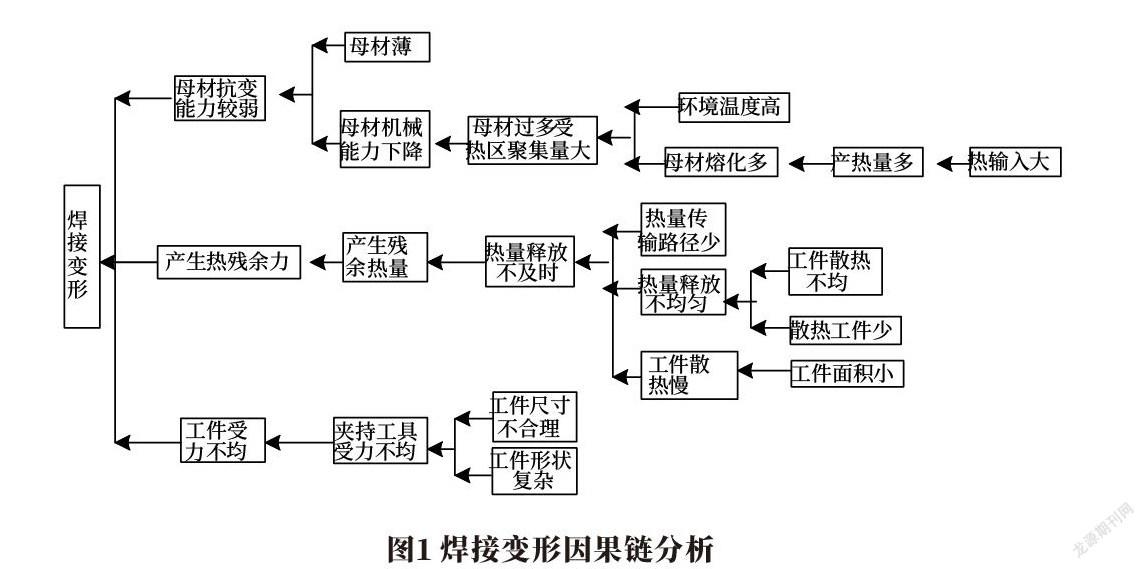
對粉罐半掛車的罐體進行焊接變形控制,主要是對后續的焊接尺寸進行精準設定,在合理的焊縫尺寸和接口上,減少不必要的二次焊接形變過程,以此直接對焊接的過程進行定義。實際的焊接過程會產生較大的熱量值,解決散熱問題能夠從根本上控制焊接的變形結果,運用因果鏈的分析方式,建立焊接過程的矛盾連接關系,以物理和化學的參數變化控制罐體焊接變形。從熱量產生角度和散熱過程,分析焊接變形因果關系,對產生變形的全過程進行連接設定(圖1)5。
如圖1所示,在對罐體的焊接過程中需要較多的熱量,但為了減少變形量,需要對單獨部位控制到較小熱量,因此需要在產熱的過程中進行瞬間散熱,以完成對焊接變形的控制。矛盾關系的定義為:在可制造和可維護的參數對照下,對時間和物理維度上的數量進行有效把控,將焊接中傳輸熱量的路徑進行增添,以保證均勻散熱的可操作性。對于散熱工件較少的問題,可以通過增加散熱工件的面積進行物理維度的改變,以此增加散熱量,維持焊接部件的變形。
至此在約束條件的設置下,重新定義粉罐半掛車罐體的焊接全過程,利用機器視覺技術定位罐體焊接變形點,通過因果鏈理論建立焊接矛盾關系,對罐體焊接變形量進行控制,完成粉罐半掛車罐體焊接變形控制方法設計。
2試驗測試與分析
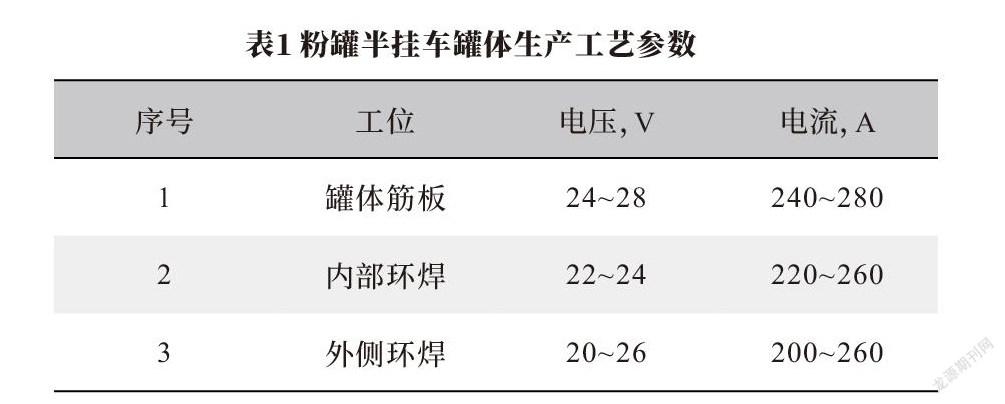
為驗證此次設計的控制方法具有實際應用價值,能夠對粉罐半掛車的罐體焊接變形進行有效控制,采用試驗測試的方法進行論證。選擇某生產公司預計生產的粉罐半掛車為測試對象,其罐體的制作材料為高強度鋼,為提高罐體的整體剛度,在內置筋板和襯板的截面結構上采用T型連接形式,使其具備良好的抗彎特性。試驗前調取該廠主要的焊接技術,分別對罐體的生產標準進行設定,在不改變變形技術的基礎上,對其進行變形量控制,具體工藝標準見表1。
根據表1內容所示,此次罐體的焊接電壓和電流均在標準焊接范圍內,最高電壓不超過28 V,電流不超過280 A。在此工藝下對比行業生產標準,其容許的焊縫長度和間隔需要滿足140~160 mm之間。此次試驗的主要目的為:在不同的控制方法下,對罐體焊接過程變形量進行控制,使其罐體的焊縫長度和焊接間隔均滿足生產標準,以減少二次焊接。
為保證試驗測試的準確性,在MATLAB測試平臺上進行對比測試,采用兩種傳統方法作為對照方法,進行該粉罐半掛車的罐體焊接全過程模擬。由于傳統控制方法的主要流程為已知條件,直接對本文方法的注意事項和流程進行設定,如下:
a.標記焊接點位:對罐體的制作開料進行切割時,要在切割的鋼材上直接進行點位標記,按照對主焊接的順位點進行標記,使其各個點位能夠組合在一起。
b.對稱點位跳焊:罐體的整個焊接過程較長,焊縫的形成長度也較大,因此在焊接時需要對設計的點位進行對稱焊接,利用跳點焊接的方式進行移動方向上的順序焊接。
c.先內后外原則:在設定完焊接方式和焊接點位后,對罐體的焊接采取內側先焊接、外側后焊接的原則進行焊縫制作。由于內側焊接完畢后會產生焊瘤和廢渣,需要將其清理干凈后再進行罐體的外側焊接,保證焊接縫隙的精準度。
通過對整體焊接流程的設定和方式選擇,直接模擬罐體的焊接過程,同時測試不同方法對罐體焊接變形的控制效果。以焊縫的長度和間隔作為測試標準,在設定的基礎范圍上,上下不超過±3 mm即視為合格,不會進行二次反變形焊接。通過多輪測試得到的焊接焊縫長度和間隔見表2。
根據表2內容,在三種控制方法下產生的焊縫長度和間隔各不相同:兩組傳統方法的長度更接近于標準范圍的兩端極值,且傳統方法1產生的焊縫長度低于最小值,超出了標準設定范圍,因此焊縫間隔也超出了標準設定;傳統方法2產生的焊縫長度基本滿足標準設定,但有超出標準范圍的可能性。采用本文應用的方法產生的焊縫長度值在設定的標準范圍之內,且距離兩端的極值較遠,能夠有效控制罐體的焊接變形,具有實際應用價值。
3 結語
本文以焊接變形的技術要點入手,利用機器視覺技術設計了一個新的變形控制方法。通過實驗結果可知:在本文方法下能夠將變形量控制在標準范圍內,且距離極限值較遠,能夠被廣泛應用。由于時間限制,在研究過程中對樣本的參考數據取值存在隨機性,獲得的最終結果有一定的偏差,后期會進行更深層次的改良,為粉罐半掛車罐體的生產提供更好的技術支持,使其具備整裝質量更小、裝載質量更大的運輸優勢。
參考文獻:
[1]張悅,孫勝利,劉會凱,等.航天器制造過程多余物控制機器視覺方法綜述[J].計算機測量與控制,2019,27(2):1—5+51.
[2]趙殿鵬,潘國華,張權,等.船閘基坑施工對臨近在建橋梁的影響及變形控制方法研究[J].公路,2022,67(2):76—82.
[3]趙勝剛.基于固有應變理論的機械結構件焊接變形控制方法[J].制造業自動化,2022,44(1):114—117.
[4]昝杰,胥光申,金守峰,等.基于機器視覺算法的高速工業機械手定位控制方法[J].自動化與儀器儀表,2021(3):22—24+28.
[5]邱兆義,丁立芳,謝建新.某型蓄電池銅芯體焊接的定位與變形控制方法[J].船電技術,2019,39(11):16—17+22.
猜你喜歡
建筑建材裝飾(2016年8期)2016-12-29 22:04:46
機械制造文摘·焊接分冊(2016年2期)2016-12-23 21:02:08
科學與財富(2016年18期)2016-12-22 18:18:55
電腦知識與技術(2016年28期)2016-12-21 12:13:14
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年26期)2016-12-17 17:31:58
科教導刊(2016年25期)2016-11-15 17:53:37
軟件工程(2016年8期)2016-10-25 15:55:22
科技視界(2016年20期)2016-09-29 11:11:40
中國科技博覽(2016年9期)2016-04-25 20:31:19
