雙色表皮縫紉線介紹及其模具設計與加工探討
2022-06-27 08:17:08方少平何宏斌
模具制造 2022年5期
方少平,何宏斌,岑 渝
(余姚德沃斯模具科技有限公司,浙江寧波 315400)
1 引言
隨著生活水平的不斷提高,人們在追求汽車卓越性能的同時,也越來越關注汽車內(nèi)飾的美觀和精湛工藝。在這種時代背景下,一種雙色表皮仿真縫紉線技術(shù)應運而生,這種技術(shù)使得汽車內(nèi)飾塑件上可以搭配任何顏色的表皮和縫線,讓低價位的車型在視覺和觸感上也有了豪華車的氣息。由于其加工工序少,生產(chǎn)周期短,又能降低制造成本,因此該技術(shù)未來將會越來越受到更多車企的親睞。
2 雙色表皮縫紉線塑件概述
2.1 雙色表皮縫紉線的目的
(1)相比單色縫線,雙色表皮縫紉線外觀更加美觀,更能提高觸感和質(zhì)感,使商品屬性得到了進一步提高。
(2)雙色表皮縫紉線塑件能達到以假亂真的效果,其技術(shù)可以替代昂貴的搪塑、陰模吸塑和表皮包覆工藝,大大地簡化了汽車內(nèi)飾顏色定制的難度。
2.2 縫紉線的種類
縫紉線常見的種類(見圖1)有單線、帶折邊的單線及雙線,線的排布有斜線排列和直線排列,收尾形式有眉毛型收尾和漸變消失收尾。
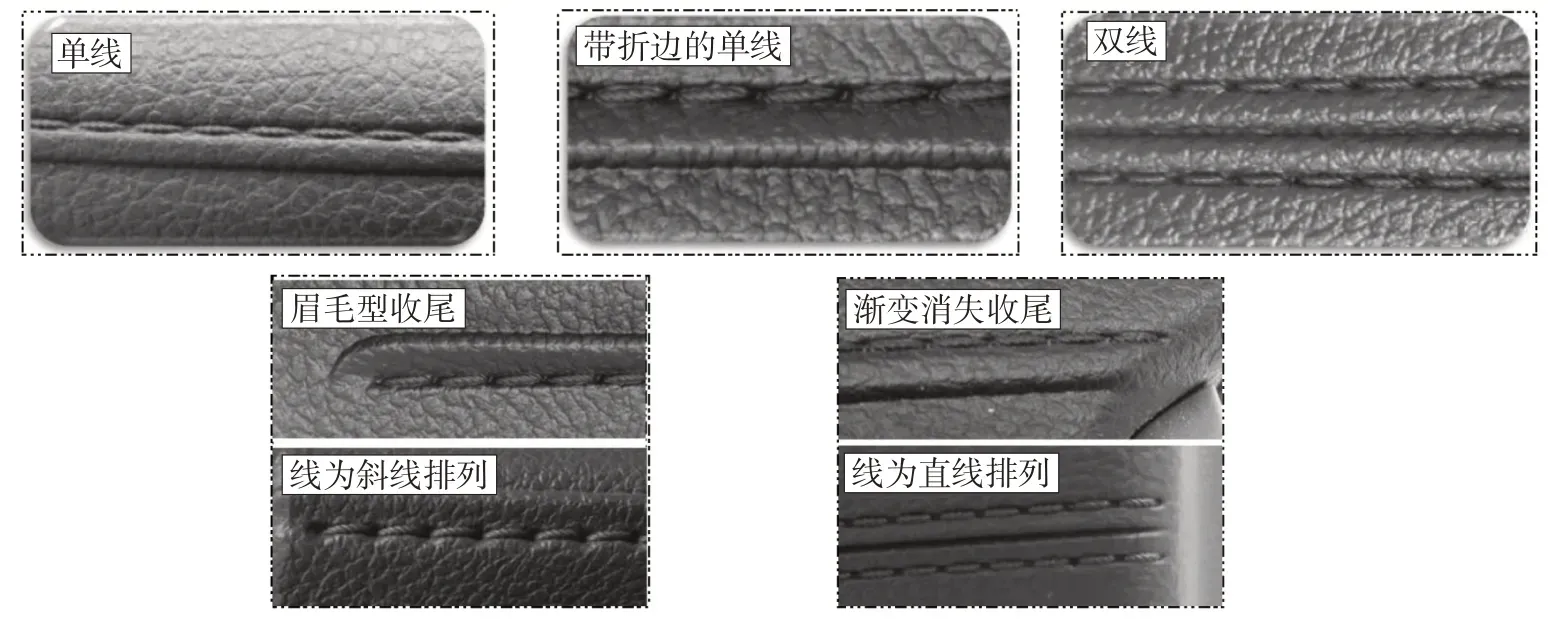
圖1 縫紉線的類型
2.3 塑件結(jié)構(gòu)
雙色表皮縫紉線塑件由硬膠本體和軟膠表層共同構(gòu)成(見圖2),仿真縫紉線設計在硬膠本體上,常用PC、ABS、PP等材料;軟膠部分為仿真皮革紋理的柔感表層,常用TPO、TPE、TPU等材料。
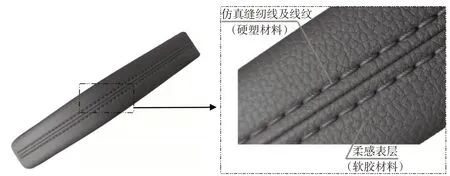
圖2 塑件結(jié)構(gòu)
2.4 應用舉例
以汽車內(nèi)飾件為例(見圖3),雙色表皮縫紉線技術(shù)可以替代裝飾蓋板、門扶手、氣囊蓋、中控扶手外蓋板等諸多零部件的包覆工藝。

圖3 汽車內(nèi)飾件
3 成型過程
雙色表皮縫紉線塑件為2 副模具成型,塑件在整個周期內(nèi)只出模一次。2 個型芯完全一樣,但兩個型腔形狀不同,分別成型塑件硬塑本體和軟膠表層(見圖4)。雙色旋轉(zhuǎn)注塑機帶動型芯做180°的往復轉(zhuǎn)動,讓兩個不同的型腔分別與之合模,共同完成塑件的連續(xù)批量生產(chǎn)。

圖4 兩次成型過程
4 雙色表皮縫紉線的模具設計
相比一般的雙色塑件,雙色表皮縫紉線塑件的線紋細小精致,其對模具設計又有不同的要求,主要表現(xiàn)在以下幾個方面:
(1)設計前需要先明確仿真縫紉線的線型、式樣。例如線的粗細、間距,單線還是雙線,凸線還是凹線以及收尾形式,這些都與后面的激光鐳雕加工工藝有關。
(2)縫紉線結(jié)構(gòu)需要滿足在塑件主脫模方向上能順利脫模,脫模斜度一般推薦為40°或以上,建議最小不低于25°,否則縫線形狀會失真或脫模出現(xiàn)倒扣。斜度不夠的話,需與塑件設計師溝通做局部A面的調(diào)整(見圖5)。
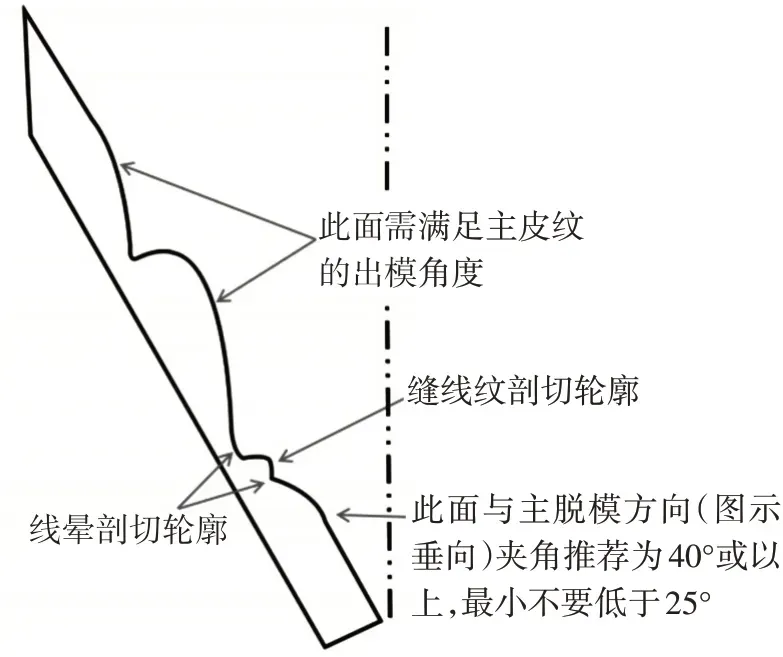
圖5 縫線及皮紋脫模角度要求
(3)縫紉線的制造在模具工藝設計上,需要在型腔內(nèi)預留激光鐳雕加工余量,通常比縫紉線針眼孔高出1.5~2mm,縫線兩端寬度預留約4mm(見圖6)。
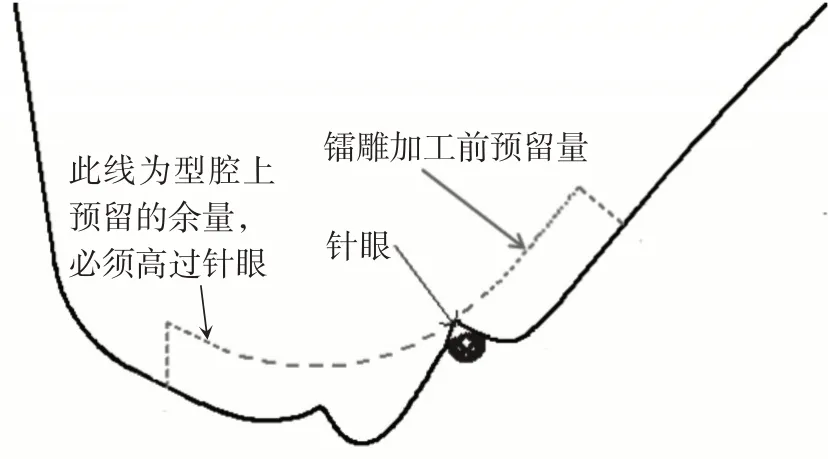
圖6 型腔預留量示意圖
(4)縫紉線紋位置盡量避免靠近PL 線和滑塊相接處。但一些帶弧面的縫紉線塑件兩端會有縫線倒扣,需要設計滑塊或彈塊機構(gòu),為了保證縫線漂亮,外觀上拼線不明顯,可在滑塊或彈塊上設計定位結(jié)構(gòu),讓其可與型腔做連體固定加工,確保塑件外觀質(zhì)量。
(5)由于縫紉線紋非常精致,且兩副模具需要不斷地做重復性旋轉(zhuǎn)合模,因此對模具的互換配合精度及強度要求非常高,每副模具上需設計強度可靠的精定位結(jié)構(gòu)。
(6)激光鐳雕加工對位常用φ3mm 或φ5mm 探測棒,探測基準孔應設計在平面上,其對應大小分別為φ6mm 或φ10mm,對于分型面為曲面的,應設計并加工一平面區(qū)域做加工基準孔,基準孔需要與型腔一次加工到位(見圖7)。
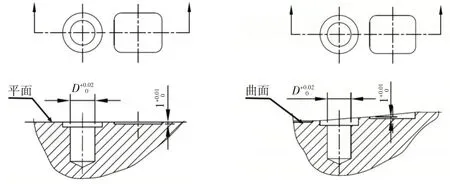
圖7 模具激光鐳雕對位基準孔示意圖
5 雙色表皮縫紉線的激光鐳雕加工
仿真縫紉線塑件的線紋細小精致,需要利用高精度的激光鐳雕工藝,把仿真皮革紋理和精致的3D 縫紉線雕刻復制在模具型腔內(nèi),以下從工藝流程和加工技術(shù)要點做出簡要闡述。
5.1 激光鐳雕工藝流程
激光鐳雕工藝流程如圖8所示。

圖8 激光鐳雕工藝流程
5.2 激光鐳雕加工技術(shù)要點
由于激光鐳雕精度高,精準度可達到1μm 左右,其能滿足縫紉線紋細部特征的高仿真加工要求,使縫紉線與紋理在塑件外觀上能達到完美地過渡與結(jié)合。需要注意以下要點。
(1)模具在做皮紋和縫線出廠前,需要先進行三坐標打點檢測,保證模具型腔的實際成型尺寸與對應的3D數(shù)據(jù)誤差控制在0.05mm以內(nèi)。
(2)模具不得有燒焊,且材質(zhì)硬度要均勻,否則會造成激光鐳雕加工出的紋理和縫線紋深淺不一致。
(3)做皮紋和縫線的模具型腔內(nèi)表面不能有刀痕、臺階、火花紋、砂眼、氣孔等現(xiàn)象,且需拋光到1000號砂紙。
(4)激光加工前需要檢查模具3D數(shù)據(jù),確認是否會有擋住激光照射路徑的細小溝槽結(jié)構(gòu)或特征,如有擋住激光路徑的現(xiàn)象,需要反饋給模具設計師做鑲塊結(jié)構(gòu),這樣在做激光加工前可以先將鑲塊拆下來后再做鐳雕加工(見圖9)。
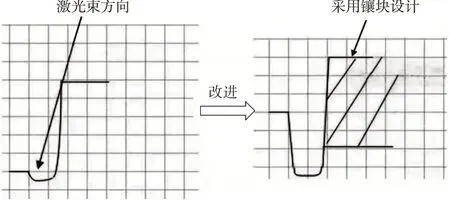
圖9 擋住激光束的特征鑲塊
6 結(jié)束語
隨著汽車產(chǎn)業(yè)競爭日益激烈,降低汽車內(nèi)飾制造成本,同時又能保持或提升內(nèi)飾高檔次的質(zhì)感,一直是許多車企在追求的目標。雙色表皮縫紉線塑件能有效地提升汽車舒適度和美觀性,將個性化的顏色內(nèi)飾生產(chǎn)提升到了連續(xù)批量生產(chǎn)的水平,不僅提升了OEM的競爭力,而且降低了制造成本。這種能替代皮革包覆工藝的雙色縫紉線成型技術(shù),未來將會越來越受到各車企的關注和應用。