伺服電機間歇異常噪聲問題研究
2022-08-12 03:36:22賈惠玲鐘成堡文智明張榮婷
微特電機 2022年7期
賈惠玲,鐘成堡,2,文智明,2,張榮婷,2
(1.珠海格力電器股份有限公司,珠海 519070;2.廣東省高性能伺服系統企業重點實驗室,珠海 519070)
0 引 言
隨著工業產品在高速、高精度方向逐步發展,對產品的低噪聲、低振動需求越來越高。伺服電機作為工業機器人、數控機床等工業產品的核心零部件,其產品開發過程對噪聲、振動也應有更嚴格的要求[1]。伺服電機本體除了其聲功率級要控制在合理的限值內,還應關注聽感上聲品質的更高要求[2]。
某款伺服電機應用于大負載工業機器人產品時,在機器人示教運轉過程中出現了間歇性異常噪聲,情況較嚴重,產生較大的振動,影響工業機器人的軌跡和定位精度,因此,對此異常噪聲問題的診斷與研究具有重大意義。
本文通過對伺服電機噪聲、振動、電流及光電編碼器信號的詳細測試與分析,識別出了異常噪聲的產生機理,提出改進措施,有效地解決了該異常噪聲問題。
1 異常噪聲現象
某型號工業機器人在示教運轉過程中,J1、J2關節產生了明顯的間歇性異常噪聲。通過單電機運轉,確定該噪聲是由J1、J2關節處的伺服電機產生,伺服電機殼體處振動異常明顯。
我們對異常電機進行初步調試分析,并將異常噪聲的音頻數據進行時、頻譜分析處理。異常電機在空載277 r/min運轉時,其噪聲時域圖表現周期性間歇異常噪聲,并有明顯沖擊信號現象;其噪聲頻譜圖在2 232 Hz附近表現明顯寬頻峰值激勵現象,如圖1所示。
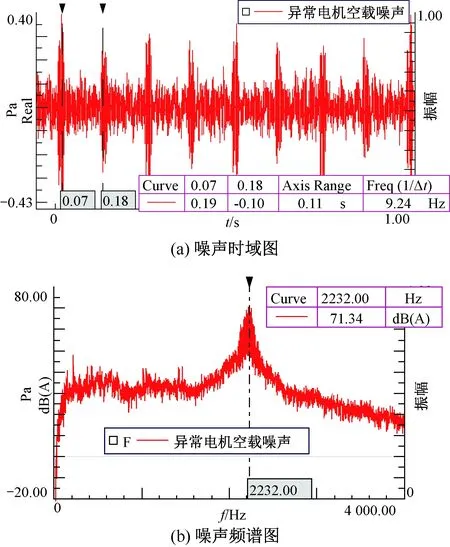
圖1 異常電機空載277 r/min時噪聲時頻譜圖
同步針對同系列伺服電機匹配某款驅動器進行摸底測試。測試樣機均表現出了周期性間歇異常噪聲,與研究異常噪聲聽感一致,確定該異常噪聲問題為該系列伺服電機的共性問題。故需盡快對該異常噪聲現象進行機理分析及定位,改善并降低該系列伺服電機的異常噪聲。
2 異常噪聲機理分析
2.1 異常噪聲特性
雖然本文研究的異常噪聲對電機噪聲總值影響不大,但其間歇的周期性異聲聽感明顯。分析測試電機的噪聲、振動信號,異常噪聲現象在噪聲、振動時域分析中,主要表現為“一周兩次”的周期性間歇激勵特性,如圖2所示;在頻域譜分析中異常頻率表現為異常寬頻激勵,如圖3所示。

圖2 測試電機噪聲、振動時域圖
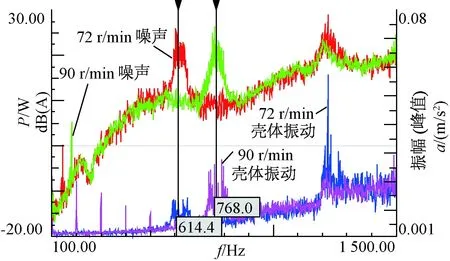
圖3 測試電機噪聲、振動頻譜對比
測試電機運轉的噪聲、振動所表現的異常頻率隨轉速呈線性遞增,其異常頻率點與電機運行轉頻大致呈512倍,即與運行轉速大致呈8.5倍關系,如圖4所示。考慮測試電機設計結構與核心零部件特性,該測試電機所用型號A光電編碼器的碼盤硬件刻線為512位,故初步猜想光電編碼器信號可能與該異常噪聲相關。
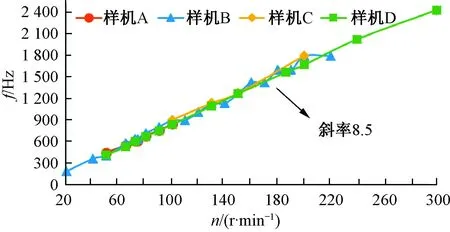
圖4 測試電機異常頻率與運行轉速的變化曲線
2.2 電磁噪聲驗證
電機的噪聲和振動源主要分為三類:電磁振動噪聲、機械振動噪聲和空氣動力噪聲。伺服電機不涉及外部風扇部件,且運行轉速相對不高,產生空氣動力噪聲很小,可忽略。對伺服電機噪聲振動源的定位主要集中于電磁、機械激勵方面[3]。
機械振動噪聲包括轉子不平衡、轉子不對中、軸承故障、制動器摩擦等;電磁振動噪聲則主要由驅動器輸出電流至電機定子,而產生的電磁激勵引起[4]。異常噪聲的分析需先定位屬于哪一類噪聲,再進行深入研究。
測試電機進行對拖實驗,運行時無異常聽感,且測試振動信號在頻譜分析中無異常頻率特性表現。與電機正常驅動運轉測試時振動頻譜對比來看,電機對拖時無異常現象,如圖5所示。同步采集測試電機輸入的電流信號。對電流信號做時頻譜分析,存在明顯“一周兩次”沖擊信號,且與噪聲頻譜對比存在相同的異常頻率特征,如圖6所示。因此,該系列電機間歇異常噪聲為電磁激勵引起。

圖5 測試電機正常驅動與對拖振動頻譜對比

圖6 測試電機電流信號、并與噪聲頻譜對比
2.3 光電編碼器信號驗證
伺服電機對于轉速的控制,主要通過光電編碼器監測輸出相應的位置脈沖信號[5]。驅動器接收脈沖信號,通過控制環路對比輸出相應的調試電流信號,電流信號作用于電機定、轉子進行運轉體現相應轉速。
針對該異常噪聲的異常頻率表現為電機運行轉頻的512倍頻關系,同時考慮到驅動器輸入電機的電流信號有畸變現象,對該系列電機使用的光電編碼器輸出的位置脈沖信號進行監測分析,通過對拖測試電機監測光電編碼器輸出信號。同時為了排除電機本體運轉時,自身抖動對光電編碼器信號產生影響[6],進一步采用直接對拖光電編碼器,對其輸出信號進行監測。兩種測試光電編碼器輸出信號的實驗平臺示意圖,如圖7所示。
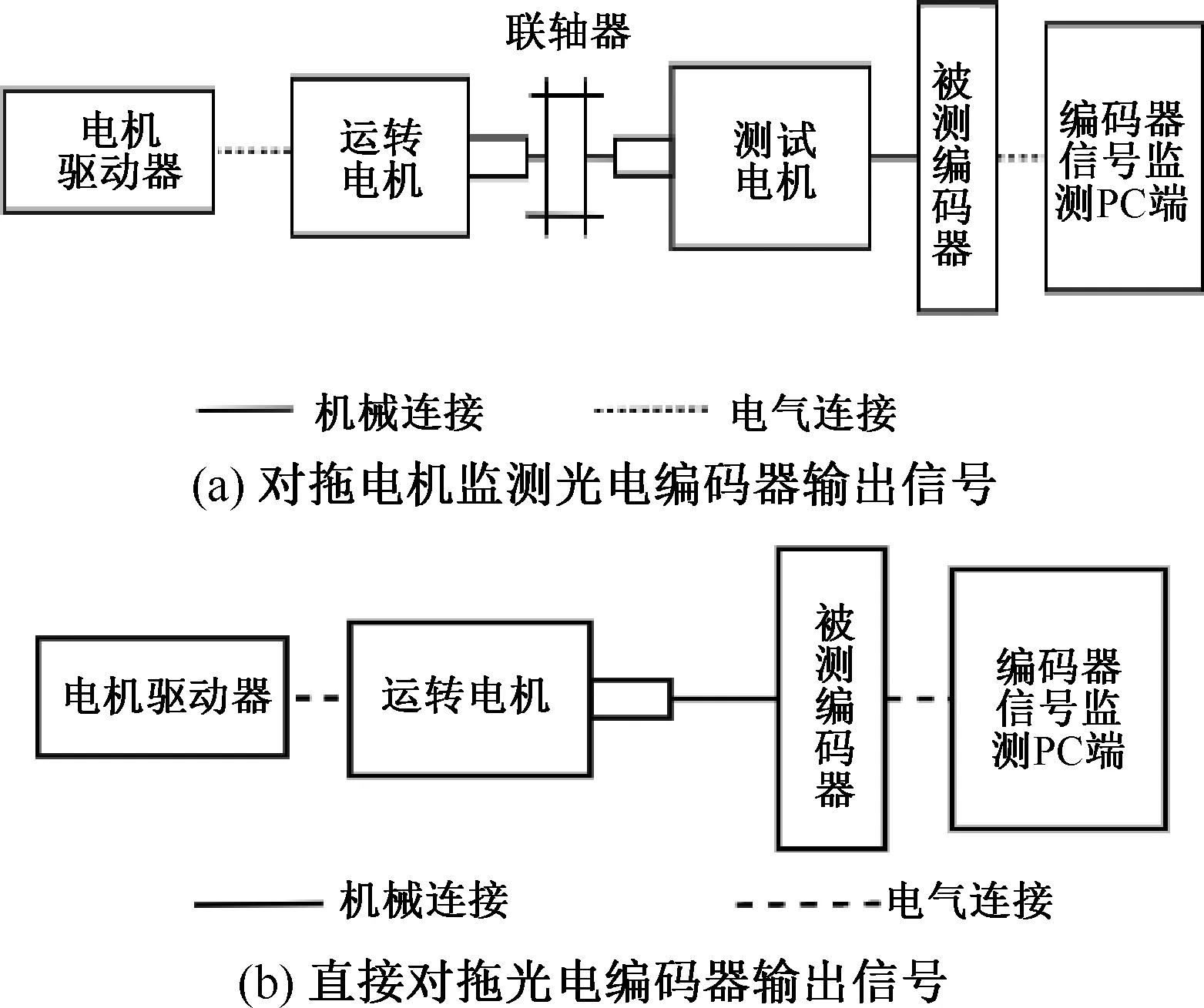
圖7 測試光電編碼器輸出信號測試平臺示意圖
如圖8所示,得到光電編碼器位置脈沖信號經過后,處理轉換為轉速波動數值,其轉速波動信號同樣存在“一周兩次”激勵特性,且將光電編碼器信號做時頻譜后,表現出“一周兩次”異常激勵處的頻率為運行轉頻的512倍。如圖9所示,將對拖電機與直接對拖光電編碼器測得的光電編碼器脈沖信號做FFT處理后,對比兩種工況下異常頻率點的幅值,發現相差不大。因此,電機運行傳遞振動對光電編碼器異常脈沖信號的影響不大,光電編碼器異常信號的輸出與其本體相關。

圖8 光電編碼器位置信號時頻圖

圖9 對拖電機與直接對拖光電編碼器信號對比
2.4 異常噪聲機理分析
本文研究的伺服電機間歇異常噪聲問題,其主要噪聲激勵源為光電編碼器,目前該系列電機使用的某廠家光電編碼器異常。
此異常噪聲的主要作用機理,如圖10所示。在電機旋轉運行過程中,由光電編碼器監測電機轉速波動情況,輸出位置脈沖信號,而由于光電編碼器本身異常,則輸出的位置信號中產生“一周兩次”激勵的異常脈沖信號,其異常沖擊信號的頻率為電機轉頻的512倍頻。伺服驅動器接收光電編碼器的位置信號后,通過控制環路計算,輸出含有“一周兩次”激勵的畸變電流信號,隨即作用于電機的定、轉子部分,進而引起電機產生“一周兩次”的間歇周期性異常噪聲和振動,同時輻射噪聲、振動的異常頻率即為電機轉頻的512倍頻。
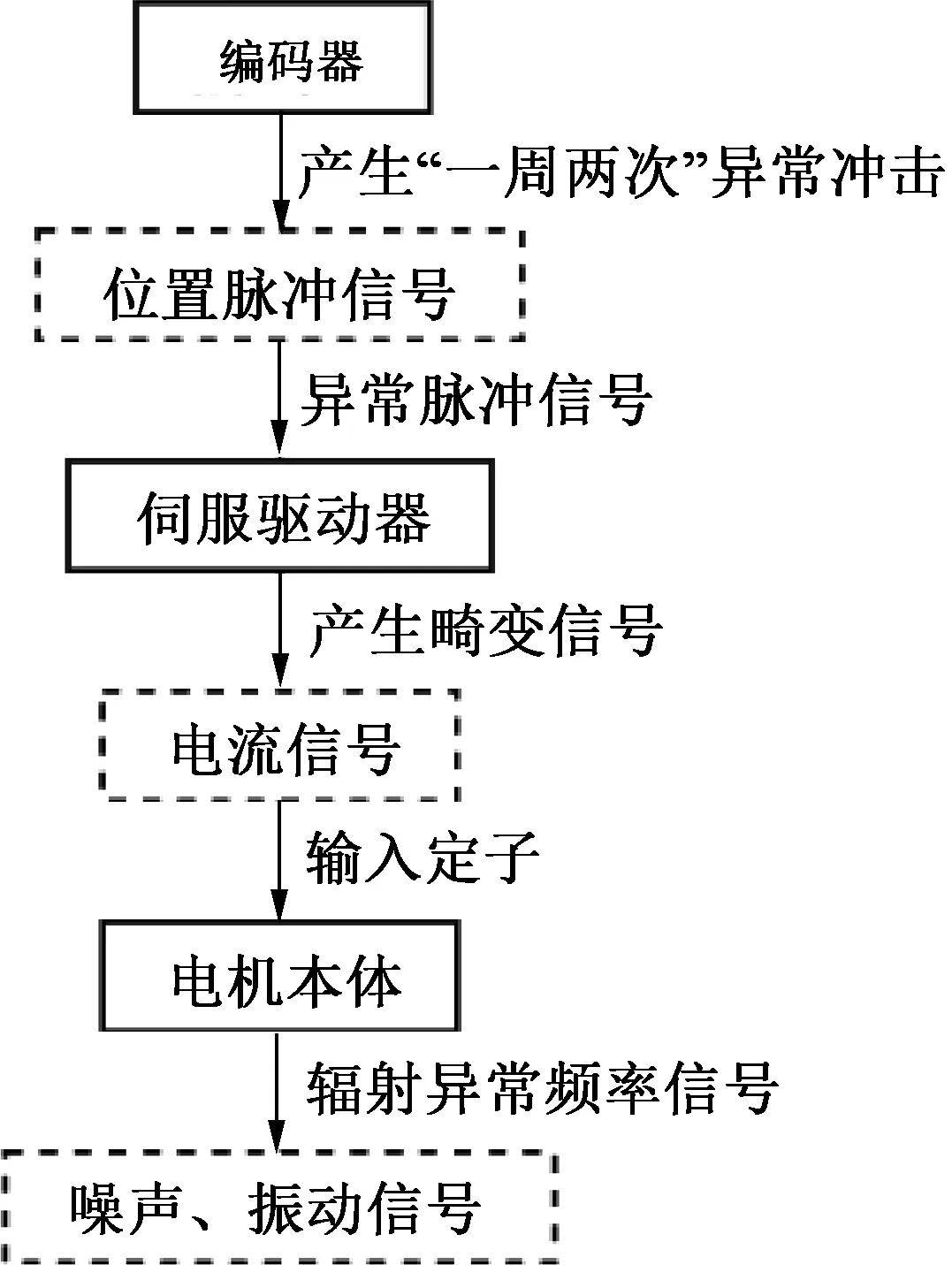
圖10 異聲產生機理流程圖
3 改進措施與驗證
為了改進該系列伺服電機間歇異常噪聲的問題,將現使用的某廠家型號A光電編碼器更換為另一廠家的型號B光電編碼器,該光電編碼器在電機對拖測試時信號無異常沖擊激勵,如圖11所示。型號B光電編碼器匹配電機進行振動測試,電機整機無異常聽感,且與型號A光電編碼器的振動頻譜對比,異常頻率處無明顯寬頻激勵,如圖12所示。研究定位異常噪聲產生機理,利用最有效的方法解決了伺服電機間歇異常噪聲問題。
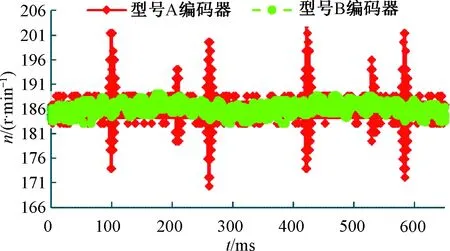
圖11 更換光電編碼器后信號監測對比
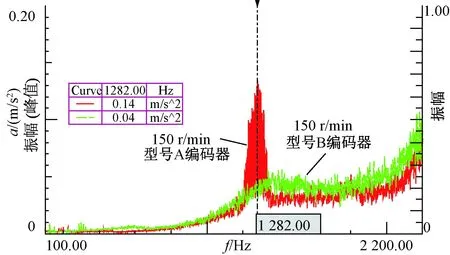
圖12 更換光電編碼器后振動頻譜對比
4 結 語
本文針對某型工業機器人用伺服電機間歇異常噪聲的共性問題,通過噪聲、電流與編碼器信號的頻域及時頻域測試分析,確定是該伺服電機使用的某型號光電編碼器本身存在異常,導致噪聲和振動產生。通過更換編碼器進一步驗證了該結論的有效性,并解決了異常問題,具有較大的工程應用價值。
編碼器是提高伺服電機轉速波動精度的核心精密部件,產品主要以日系、歐系的品牌占主導,特別在伺服電機應用于機床精加工領域中,國外產品壟斷嚴重。本文通過實驗定位了某外廠光電編碼器本身存在異常,但是該問題還有待進一步細化探討研究,目前研究結果已可供自主產品研發時提供參考。另外,也啟示我們,在編碼器的選型及生產檢驗時,需要對編碼器的信號進行采集分析,以判斷是否可用與合格,避免在后期工業應用中存在故障隱患。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國生殖健康(2019年3期)2019-02-01 06:12:26
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
