連鑄圓坯表面質(zhì)量缺陷成因分析與改善研究
2022-09-26 09:16:32李波毅李小芳
工業(yè)加熱 2022年8期
關鍵詞:裂紋
方 煒,李波毅,李小芳
(新余鋼鐵股份有限公司, 江西 新余 338001)
連鑄過程作為協(xié)調(diào)以轉爐煉鋼和電爐煉鋼為主的鋼水生產(chǎn)環(huán)節(jié)和后續(xù)軋鋼工藝的中間環(huán)節(jié),是鋼水凝固成型的主要工藝流程,占比95%以上的鋼產(chǎn)量。其具有生產(chǎn)工序簡潔、過程易于控制、能量消耗低、鑄坯質(zhì)量高和產(chǎn)品結構多樣化的特點,可顯著提高生產(chǎn)效率和金屬收得率,在鋼鐵生產(chǎn)中扮演著重要角色。然而連鑄結晶過程波動較大,鋼水冷卻凝固傳熱規(guī)律未能掌握,夾雜物和表面氧化難以清除和控制,受現(xiàn)場設備狀況、操作技術水平影響較大。連鑄結晶過程質(zhì)量管控和成型工藝直接影響后續(xù)鋼產(chǎn)品的產(chǎn)量和質(zhì)量,是鋼鐵生產(chǎn)者持續(xù)關注的重要命題[1-5]。
現(xiàn)階段已有諸多學者對連鑄過程的鑄坯質(zhì)量影響因素展開了大量的研究工作。王偉[6]研究了保護渣成分對鈦鐵素體不銹鋼連鑄過程鑄坯表面裂紋的影響,發(fā)現(xiàn)TiO2含量增加會顯著影響鑄坯質(zhì)量。防止?jié)仓^程二次氧化可使縱裂發(fā)生率從1.5%降低至0.32%。莫嶸臻[7]分析了低反應型CaO-Al2O3型保護渣的界面反應強度和結晶相析出特性,結果表明低反應保護渣可抑制槍晶石的析出,形成穩(wěn)定的渣膜傳熱,在結晶器與坯殼間形成良好的潤滑作用,避免裂紋和漏鋼。段海洋[8]通過動態(tài)時間彎曲和k近鄰分類算法,可以準確分析和預測鑄坯縱裂成因和異常情況。田永久[9]基于模具鋼連鑄坯酸洗金相檢驗和原位分析結果,探討了中心偏析和中間裂紋對鋼坯內(nèi)部缺陷的影響。指出通過優(yōu)化二次冷卻工藝,提高設備控制精度,可使中心裂紋穩(wěn)定在1.0級以下,顯著提高鑄坯質(zhì)量。王璞[10]研究了電磁攪拌作用下的連鑄結晶器控流模式,發(fā)現(xiàn)電磁攪拌可以合理控制鑄流組織,調(diào)節(jié)宏觀偏析分布形態(tài),提高大方坯質(zhì)量。劉啟龍[11]在亞包晶鋼板坯生產(chǎn)實踐中總結得出,提高結晶器冷卻水流速,穩(wěn)定負滑脫時間,提高保護渣堿度,可使鑄坯表面縱裂紋發(fā)生率降低到0.3%以下。渠松濤[12]闡述了連鑄坯二次環(huán)冷工藝的作用和原理,建議對環(huán)冷水進行水質(zhì)優(yōu)化,減少水中懸浮物的產(chǎn)生,可以提高二次環(huán)冷工藝的效率,保證鑄坯質(zhì)量。
以上研究通過工業(yè)實驗,算法預測,機理分析和檢測驗證等方法,初步探明了連鑄過程鑄坯質(zhì)量的影響因素,并提供了切實可行的改善鑄坯質(zhì)量的方法,具有一定的實用價值和前瞻性。然而連鑄過程實際工藝流程現(xiàn)場情況多變,操作制度、設備類型和鋼種類型需求各不相同,因此需要在機理分析的基礎上,耦合工業(yè)實驗和人工經(jīng)驗,深入探索適合本公司的連鑄過程鑄坯質(zhì)量優(yōu)化和改進措施,為實現(xiàn)鑄坯生產(chǎn)高效率和高質(zhì)量發(fā)展奠定基礎,助力推進構建鋼鐵強國。
1 現(xiàn)存問題與成因分析
某公司于2001年建成投產(chǎn)的R9m三機三流弧形連鑄機使用至今已達21年,隨著下游對產(chǎn)品質(zhì)量和等級要求的不斷提升,現(xiàn)有的鑄坯質(zhì)量難以滿足下游市場的需求,在實際生產(chǎn)過程中也發(fā)現(xiàn)諸多問題,導致連鑄圓坯存在的結疤和裂紋等表面質(zhì)量問題頻出,如圖1所示,致使最終連鑄圓坯表面質(zhì)量一次合格率僅為75.6%,嚴重時造成連鑄生產(chǎn)過程中斷。顧客在圓坯產(chǎn)品使用過程中反映較多的是由此引起的外折問題,對公司產(chǎn)品質(zhì)量和形象產(chǎn)生較大的不良影響。質(zhì)量異議增多引起市場訂單緊縮,應對和處理連鑄結晶過程圓坯表面質(zhì)量問題,維護正常的生產(chǎn)秩序和產(chǎn)品質(zhì)量,提升顧客滿意度,已成為公司亟待解決的當務之急。
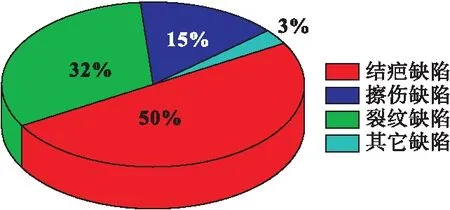
圖1 連鑄圓坯生產(chǎn)過程中存在的表面質(zhì)量缺陷占比情況(2019年生產(chǎn)數(shù)據(jù)統(tǒng)計)
由圖1即知,連鑄圓坯存在的表面質(zhì)量缺陷中,結疤缺陷和裂紋缺陷占比最大,分別為50%和32%。減少連鑄圓坯表面質(zhì)量存在的結疤和裂紋問題,可以極大程度改善連鑄圓坯表面質(zhì)量缺陷問題,提高連鑄圓坯表面質(zhì)量。
結合連鑄圓坯生產(chǎn)現(xiàn)場的實際情況,從流程協(xié)同、設備運行和工藝操作等多方面對連鑄圓坯表面質(zhì)量問題進行跟蹤分析,發(fā)現(xiàn)影響圓坯表面質(zhì)量缺陷的原因主要包括下面幾個部分:
(1)電爐冶煉加料控吹沒有量化標準,鋼水過氧化嚴重,燒氧產(chǎn)生結疤問題。精煉過程渣洗效果不好,脫氧脫硫效果不佳,導致鋼水的連澆性差,最終導致圓坯的表面存在結疤缺陷和裂紋缺陷。
(2)連鑄過程浸入式水口插入深度和對中的準確性不能保證,造成結晶器內(nèi)水口周圍鋼水流場紊亂、初生坯殼厚度不均勻,導致圓坯出現(xiàn)結疤和裂紋缺陷。且保護渣過于單一,液渣層厚度不足,潤滑傳熱效果差,不能滿足多種圓坯的需要而引起鑄坯表面產(chǎn)生縱裂紋。
(3)連鑄結晶器設備使用年限過長,老化嚴重,存在參數(shù)設計不合理,局部區(qū)域密封不嚴,易滲漏等問題,且負滑脫時間達不到最佳值,振幅偏大,振痕不均勻,最終造成結疤和裂紋的產(chǎn)生。同時二冷水自動化程度不夠,流量、壓力波動大,造成連鑄圓坯冷卻不均勻而引起連鑄圓坯表面出現(xiàn)裂紋。
連鑄圓坯的生產(chǎn)過程是一個多工序,多工種,多操作相互協(xié)調(diào)的技術流程,并伴隨著多種物料和能源的消耗。中間任一環(huán)節(jié)或任一物料的波動都會對最終的連鑄圓坯產(chǎn)品質(zhì)量造成一定程度的影響。為了最終獲得合格的連鑄圓坯,需要從源頭和過程的角度出發(fā),探尋連鑄圓坯生產(chǎn)過程中存在的結疤缺陷和裂紋缺陷改善措施,提升連鑄圓坯表面質(zhì)量。
2 連鑄圓坯表面質(zhì)量改善舉措
基于以上對于連鑄圓坯生產(chǎn)過程存在的表面質(zhì)量缺陷問題和成因分析,結合現(xiàn)有的連鑄工藝流程運行情況和相關設備布置特點,本文提出通過提升鋼水質(zhì)量,優(yōu)化連鑄過程和改進連鑄設備三個方面的優(yōu)化舉措,對本廠的電弧爐煉鋼-爐外精煉-連鑄(EAF-LF-CC)的全流程進行優(yōu)化和改良,以期從根源上降低連鑄圓坯表面存在的結疤和裂紋缺陷問題發(fā)生率,進而提高連鑄圓坯表面質(zhì)量。
2.1 鋼水質(zhì)量提升研究
電弧爐煉鋼(EAF)過程是生產(chǎn)溫度和化學成分合格的鋼水的首要環(huán)節(jié),也是最終的決定連鑄圓坯產(chǎn)品質(zhì)量好壞的可以進行追溯的開始環(huán)節(jié)。采取優(yōu)化措施之前,電弧爐吹煉過程存在隨意性較大,氧槍槍位控制不到位,鋼水噴濺嚴重等不利情況,鋼水成分和溫度差異大,造成鋼水過氧化嚴重。結合連鑄現(xiàn)場的爐長實際供氧、加料信息,繪制供氧、加料曲線,構建電弧爐冶煉過程標準化操作模式。基于電弧爐煉鋼不同冶煉時期的特點,在電弧爐冶煉的不同時期分批次均勻加入所需物料,并以此為標準,統(tǒng)一和規(guī)范爐長的操作,不斷推進操作工藝標準化執(zhí)行。
采用電弧爐標準化操作后,表1統(tǒng)計了同一鋼種的鋼水流動性優(yōu)化操作前的30爐鋼與優(yōu)化后的30爐鋼的平均終點成分數(shù)據(jù)。在終點碳合格的前提下,吹氧過程也更加均勻和高效,可明顯降低鋼水過氧化和鋼水中氧性夾雜物在水口的聚集情況,提高鋼水流動性,降低因燒氧造成的結疤現(xiàn)象。

表1 電弧爐煉鋼標準化操作前后的鋼水平均終點成分數(shù)據(jù)
電弧爐冶煉過程結束之后,所獲得的鋼水需要經(jīng)過爐外精煉(LF),進一步去除雜質(zhì)元素,提升鋼水質(zhì)量,并最終達到滿足連鑄結晶器澆注的要求。采取優(yōu)化措施之前,精煉爐下料管傾斜角度為34°,存在渣料下降速度慢,下料口渣料堆積等問題,導致渣料熔化不完全,渣洗效果差,鋼水純凈度降低。通過現(xiàn)場測量和多爐次實踐,將下料管角度調(diào)整為38°,且落料點往氬氣孔和鋼流沖擊處旋轉。操作后下料管下料速度和系列操作都可以滿足實際需求,較之前的不利狀況有較大的改善,最終加快渣料熔化速度和效率,從而加速爐內(nèi)鋼液的流動性,獲取最佳的渣洗效果。
精煉渣系組成直接影響化渣速度、吸附夾雜和脫除雜質(zhì)元素的效果,最終影響鋼水質(zhì)量。采取優(yōu)化措施之前的終渣樣堿度只有1.8~2.3,脫硫效果差,鋼水純凈度低。通過將每爐出鋼渣洗料由400 kg石灰+150 kg精煉渣+80 kg螢石替換為500 kg石灰+80 kg高鋁礬土,使爐渣堿度增加到4左右,保證爐渣的脫硫效果,加快化渣速度,增加鋼水流動性,改善冶煉效果,做到“精品”白渣冶煉。優(yōu)化后的終渣渣系組成和脫硫效果分別如表2和圖2所示,終渣中FeO含量降低58%,鋼包渣氧化性降低,吸附鋼種夾雜物的能力明顯提高,降低因鋼水流動性問題引起結晶器內(nèi)液面波動帶來的圓坯表面質(zhì)量問題。

表2 高鋁礬土部分替代石灰和螢石的造渣效果前后對比 %
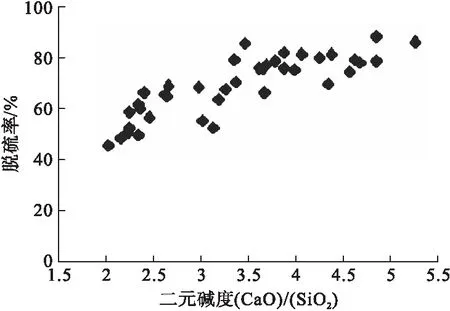
圖2 脫硫率隨精煉渣堿度的變化關系
2.2 連鑄過程優(yōu)化研究
連鑄浸入水口插入深度和對中位置直接影響鑄坯質(zhì)量,插入深度太淺或太深,均容易造成液面波動大卷渣結疤漏鋼和鑄坯表面黏結結疤缺陷,且對中位置不符合工藝要求,生產(chǎn)出來的圓坯容易產(chǎn)生裂紋缺陷。為解決原有操作方式在技術要求的插入深度80~120 mm經(jīng)常發(fā)生偏差和水口對中過度依賴人工經(jīng)驗,缺乏輔助工具等問題,設計并制作浸入式水口插入深度在線測量裝置和對中裝置,如圖3和圖4所示。針對圓坯設計碗型(碗口角度150°)浸入式水口對中裝置和插入深度在線測量裝置,制作固定環(huán)形寬度為結晶器腔體直徑與水口外徑差值的一半的擋片,取擋片一半插入結晶器內(nèi)即可使水口被標準推到對中位置,同時制作測量工具,多次更換測量小管,依據(jù)水口總長度減去水口上沿和鋼水接觸位置的高度差判斷水口插入深度。使用浸入式水口插入深度在線測量裝置和對中裝置后,浸入水口的插入深度合格率達到了98%以上,水口對中合格率達到100%,鑄坯結疤發(fā)生的概率降低50%。
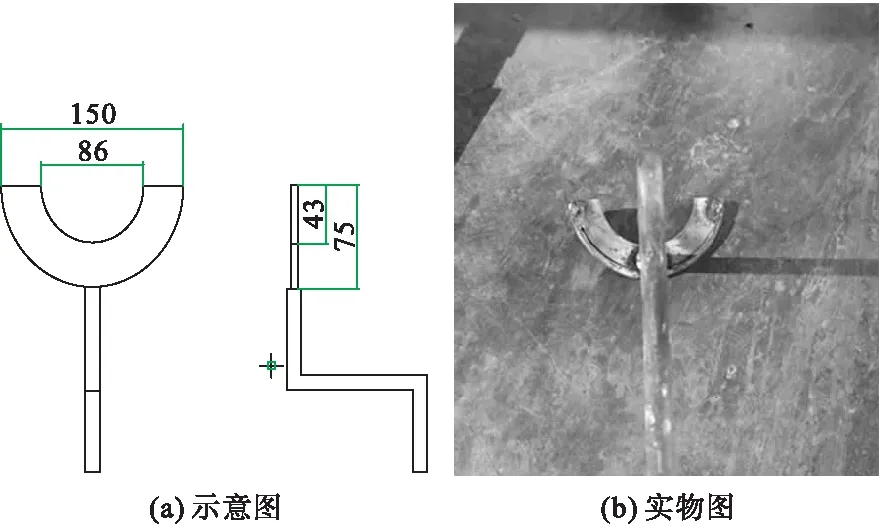
圖4 連鑄浸入式水口對中裝置結構
連鑄過程保護渣主要具有絕熱保溫、防止鋼液二次氧化、吸收上浮夾雜物、潤滑作用、控制傳熱等主要功能,優(yōu)化保護渣有助于降低圓坯表面縱裂紋的發(fā)生。通過統(tǒng)計本廠的易產(chǎn)生縱裂紋的27SiMn鋼種的保護渣用量,發(fā)現(xiàn)保護渣噸鋼消耗量不足,對27SiMn鋼種澆筑過程進行液渣層測量,首爐澆過程中,開澆時液渣層的厚度為7~8 mm,澆注1 h后液渣層厚度明顯減薄,僅為5~8 mm,結晶器內(nèi)保護渣的消耗量隨著澆注時間的延長而減少,液渣層厚度逐漸降低。通過適當減低保護渣黏度,熔點,增加渣膜流動性,提高消耗量加快熔化速度,同時提高保護渣堿度,控制傳熱,降低SiO2含量,降低鋼液與保護渣的反應強度,將改進前后的各項指標進行了對比,對比結果如表3所示。改進后的27SiMn鋼種首爐澆注過程中,開澆時液渣層的厚度為7~8 mm,澆注1 h后液渣層厚度無明顯變化。整個澆注過程保護渣液渣層厚度比較穩(wěn)定,中間未出現(xiàn)換渣情況,渣耗穩(wěn)定在0.36 kg/t,整個澆注過程比較順利,鑄坯裂紋發(fā)生幾率明顯降低。
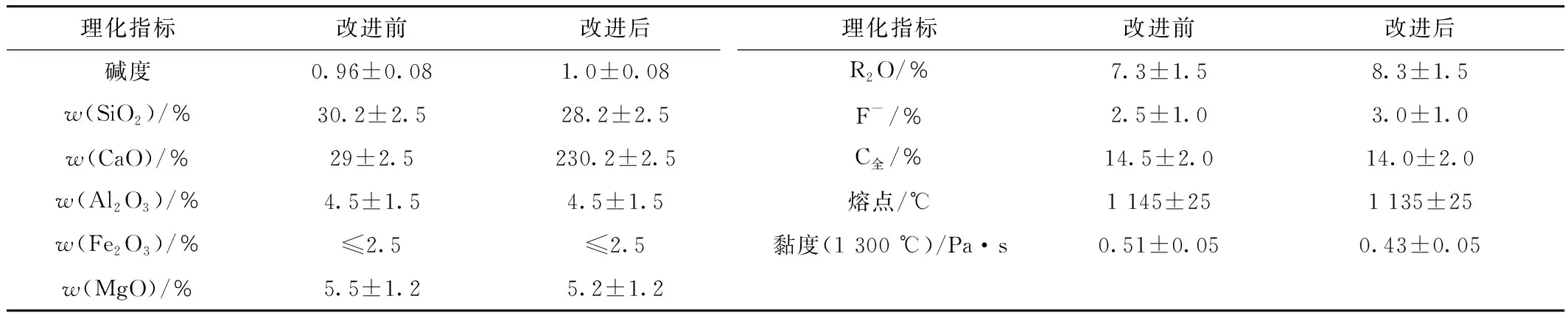
表3 連鑄保護渣的物理化學性能改進前后參數(shù)對比(27SiMn鋼種)
2.3 連鑄設備改進研究
連鑄結晶器與坯殼的相對運動過程中有一段負滑脫時間,期間坯殼受應力作用可防止坯殼斷裂造成漏鋼,但負滑脫時間過長,振痕處坯殼夾渣結疤越嚴重,坯殼強度降低而不利于脫模,進而增加漏鋼概率。連鑄結晶器的負滑脫時間一般位于0.1~0.25 s,最佳負滑動時間為 0.1 s左右。而本廠的連鑄坯拉速區(qū)間為0.8~2.7 m/min,目前半板簧機械振動結構的振動頻率設計能力為50~250次/min,不能滿足最佳負滑動時間所需的頻率為350~400次/min和振幅為3 mm的要求。通過改進振動裝置,采用無干擾復式全板簧振動結構,按照工藝要求通過對RAM優(yōu)化函數(shù)各個變量取值,使振動波形保持精確的頻率、振幅、負滑脫時間、正滑脫時間、及波形偏斜率等,將振動頻率提高到50~400次/min,使過程偏擺由優(yōu)化前的小于0.2mm降低到小于0.1mm,減輕鑄坯表面振痕,有效改善偏擺,降低表面結疤缺陷的產(chǎn)生,如表4所示。

表4 結晶器振動裝置改進前后參數(shù)對比
同時,通過托坯輥采用滾動軸承支承,托輥及軸承座通水冷卻,軸承配自動油氣潤滑,有效改進之前的軸與耐磨軸套配合對接存在的對弧精度差,易卡死,磨損嚴重等缺點,解決經(jīng)常換輥導致的勞動強度大和生產(chǎn)被動等不利狀況,降低圓坯表面擦傷缺陷的發(fā)生。通過升級加渣方式,采用Roman自動加渣裝置對加渣量進行精準控制,穩(wěn)定保護渣的厚度為10~15 mm,解決先前人工手動加渣帶來的保護渣厚度不均,保溫效果較差、鋼液溫度分布不均勻等問題,有效緩解由此帶來的夾渣,鋼水凝固偏析,非金屬夾雜上浮聚集產(chǎn)生結疤缺陷等連鑄圓坯表面質(zhì)量問題。
針對改進之前的二冷配水工藝采用的人工靜態(tài)控制存在的響應時間長,控制精度低,鑄坯冷卻效果差等缺點,通過采用S7-300PLC系統(tǒng)、Wincc監(jiān)控畫面和模糊PID控制方式,可以迅速對冷卻水溫度變化作出反應,并實時根據(jù)現(xiàn)場鑄坯冷卻需求及時調(diào)整冷卻水流量。同時將噴淋裝置數(shù)量及所對應的鑄坯型號由3流(Φ140、Φ150、Φ160 mm、150 mm×150 mm、160 mm×160 mm 共用);3流(Φ180、Φ200、Φ220 mm共用);3流(210 mm×280 mm);3流(250 mm×250 mm )改進為3流(Φ140、Φ150、Φ160 mm共用);3流(Φ180、Φ200、Φ220 mm共用);3流(150 mm×150 mm、160 mm×160 mm共用);3流(210 mm×280 mm);3流(250 mm×250 mm ),小斷面圓坯采用獨立的噴淋,保證圓坯均勻冷卻。改進后的二冷動態(tài)配水系統(tǒng)允許對配水管路的流量、壓力和溫度等參數(shù)進行自學習修正,實現(xiàn)人機界面的交互運行和協(xié)同控制,將配水工藝控制精度由85%提升至99.50%以上,滿足鑄坯冷卻的相關需求,更有效地預防鑄坯因冷卻不均勻而產(chǎn)生的表面質(zhì)量問題。
3 連鑄圓坯表面質(zhì)量改善效果
通過上述的鋼水質(zhì)量提升、連鑄過程優(yōu)化和連鑄設備改進系列舉措,有效緩解了連鑄圓坯生產(chǎn)過程中存在的結疤缺陷和裂紋缺陷發(fā)生率。其中電弧爐冶煉采用標準化操作之后,終點碳合格率由85.64%提高至96.43%,終點碳氧積由0.003 5下降到0.002 2,噸鋼石灰消耗由38.42 kg下降到34.43 kg,渣中FeO含量由28.69%下降到22.35%,平均殘錳含量由0.043增加到0.079。通過上述三個方面的優(yōu)化舉措,由此帶來的低倍缺陷≤1.0級合格率由86.81%增加到97.67%,夾雜物≤1.5級合格率由84.36%增加至98.22%。最終連鑄圓坯表面質(zhì)量一次合格率由75.6%增加到97.3%,連鑄溢漏比由0.56%下降到0.23%。連鑄圓坯表面質(zhì)量的大幅提升使得公司的正常連鑄生產(chǎn)秩序和產(chǎn)品質(zhì)量得以較好的維持。
4 結 論
本文針對江西新旭特殊材料有限公司連鑄實際生產(chǎn)工藝過程中連鑄圓坯表面質(zhì)量存在的結疤和裂紋問題,提出以鋼水質(zhì)量提升研究、連鑄過程優(yōu)化研究、連鑄設備改進研究為主要內(nèi)容的連鑄圓坯表面質(zhì)量提升舉措,主要結論如下:
(1)通過推進電弧爐煉鋼標準化操作降低氧耗,提高鋼水流動性,使鋼中氧含量下降45%。同時提出將下料管的傾斜角度由34°增加至38°,出鋼渣洗料由400 kg石灰+150 kg精煉渣+80 kg螢石改變?yōu)?00 kg石灰+80 kg高鋁礬土,的優(yōu)化舉措,降低因鋼水流動性不足和燒氧帶來的圓坯表面結疤缺陷。
(2)設計新型的連鑄過程浸入式水口插入深度在線測量裝置和浸入式水口對中裝置,確保水口插入深度和對中準確度分別為98%以上和100%,降低鑄坯結疤發(fā)生幾率50%。穩(wěn)定保護渣的液渣層消耗(0.36 kg/t)、渣膜的厚度(7~8 mm)和穩(wěn)定性(澆注1 h無變化),解決圓坯表面存在縱裂紋的問題。
(3)采用無干擾復式全板簧振動結構,振動頻率提高到50~400次/min,將過程偏擺由0.2 mm降低到0.1 mm以下,降低沖擊載荷,降低結疤的產(chǎn)生。通過采用S7-300PLC系統(tǒng)、Wincc監(jiān)控畫面和模糊PID調(diào)節(jié)方式代替人工靜態(tài)控制,將配水工藝控制精度由85%提升至99.50%以上,滿足鑄坯冷卻的相關需求,提高最終連鑄坯的質(zhì)量。
(4)通過對上述子項的研究和優(yōu)化改進,使連鑄圓坯表面質(zhì)量一次合格率從75.6%提高到97.4%,累計降低修磨量4.746萬t,為連鑄過程綠色化生產(chǎn)和智能化控制奠定基礎。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
