汽車制造電阻點焊常見缺陷及質量控制措施
2022-10-26 01:38:20哈爾濱華德學院
汽車維護與修理 2022年8期
哈爾濱華德學院 廉 杰,吳 犇
隨著經濟社會的發展,汽車已經成為人們生活中必不可少的交通工具,焊接技術已廣泛應用在汽車制造中,在被應用的焊接技術中電阻點焊占據絕大部分。汽車的整體質量很大程度上取決于點焊質量。焊點質量精度較高的汽車,使汽車的安全系數和整體性能大大提升,給用戶留下良好的印象。點焊缺陷會降低汽車整體強度,使得組件無法正確裝配,影響汽車的安全性。在汽車生產制造過程中及時發現點焊缺陷,并對焊點采取相應的修補措施,對降低生產成本,提高生產率具有重要意義。因此,降低焊接缺陷,提高焊點質量,是提高車身質量的關鍵因素。本文主要結合某汽車廠實際焊裝生產線,分析汽車制造中常見的點焊缺陷,分析焊接缺陷產生的原因,并提出焊點的質量控制措施,以達到減少或消除焊接缺陷,提高汽車質量的目的。如果汽車點焊焊接缺陷未被及時發現,并加以控制,輕則影響作業進度,重則降低汽車安全系數,因此找到點焊質量的影響因素及質量控制措施尤為重要。
1 常見的點焊缺陷
1.1 焊點穿孔
焊點穿孔是焊點出現整體燒穿或溢出的現象,特別是車身的關鍵位置焊點,焊點穿孔會嚴重降低焊點強度。焊點燒穿現象如圖1所示。焊點穿孔的原因及解決措施如下。

圖1 焊點穿孔示意
(1)點焊參數不合適,如焊接電流偏大,點焊時間太長,電極壓力偏小等。可通過適當調整點焊工藝參數,使得點焊電流、點焊時間及電極壓力相匹配,來解決穿孔問題。
(2)點焊電極或母材焊前未嚴格清理,表面不清潔,點焊電極頭端面尺寸小或修整得太尖銳,使點焊時能量集中在某一點,從而導致工件燒穿。可在焊前嚴格清理電極和工件表面,按規范修整電極頭端面并選用合適的電極。
1.2 焊點裂紋
焊后裂紋是在焊點周圍出現裂紋的現象,產生的原因及解決措施如下。
(1)點焊工藝參數不匹配,如電極壓力過大、電極頭斷面尺寸偏小、保持時間不足等。可通過調整焊接工藝參數,嚴格控制焊接工藝,解決焊接裂紋問題。
(2)電極使用時間過長,冷卻效果變差,使焊點結晶時間變長導致焊接裂紋的出現。應焊前檢查,確保冷卻水路暢通,采用鉻鋯銅高散熱的電極,加強電極的冷卻效果。
1.3 焊點毛刺
點焊結束后,在焊點周圍出現的毛刺會降低工件的表面質量,影響后續零部件的裝配工作,用手觸摸會出現刮傷的情況。焊點毛刺的原因及解決辦法如下。
(1)點焊電流過大、焊接時間短。可通過適當降低焊接電流,加大點焊時間解決此問題。
(2)焊點處在工件邊緣、工件表面未嚴格清理、電極頭端面不符合規范要求。應在焊前工件表面嚴格清理,修整電極頭端面或采用合適尺寸的電極頭。
1.4 焊點扭曲
點焊后出現焊點造成板材表面嚴重扭曲或焊接變形的現象,由于板間翹離(變形),限制了熔核尺寸的長大,點焊變形對零部件的外觀質量及強度影響較大。焊點扭曲變形如圖3所示。焊點扭曲的原因及解決辦法如下

圖3 電阻點焊焊點扭曲示意
(1)點焊電流及電極壓力過大,電極頭斷面尺寸偏小。可通過規范點焊工藝參數,減小焊點扭曲變形。
(2)工件接觸不良,點焊鉗上下兩電極與被焊工件表面偏斜。在點焊操作時應嚴格按規范操作,將點焊鉗放到與被焊工件表面垂直位置后再進行點焊。
1.5 位置偏差
焊后焊點偏離指定位置10 mm以上的現象,當焊接工藝規程上未明確給出尺寸公差范圍時,一般認為焊點位置偏差應控制在20 mm以內。焊點位置偏差會使得焊點局部強度降低,如果在汽車關鍵承重位置有焊點位置偏差的情況,會降低汽車的整車強度。焊點位置偏差如圖4所示。焊點位置偏差的主要原因是未在指定位置點焊,應提高工作人員操作規范,點焊前在焊點指定位置做標識來消除焊點位置偏差。

圖4 位置偏差示意
1.6 邊緣焊點
邊緣焊點即焊點沒有被金屬板材邊緣所包含,這是非常嚴重的點焊缺陷,會大大降低焊點強度。邊緣焊點如圖5所示。邊緣焊點產生的原因是設計焊點時,未考慮到焊點邊距的問題,操作工人粗心大意,偏離指定位置進行點焊。在進行焊點位置設計時,應合理布局,避免邊緣焊點的出現,提高焊接工規范操作意識。

圖5 邊緣焊點示意
1.7 壓痕過深
汽車鈑金件厚度一般為0.7 mm左右(不同部位厚度有所差異),焊點壓痕過深會嚴重降低焊點強度,一般要求焊點壓痕不能超過板厚的一半。壓痕過深如圖6所示。壓痕過深原因及解決辦法如下。
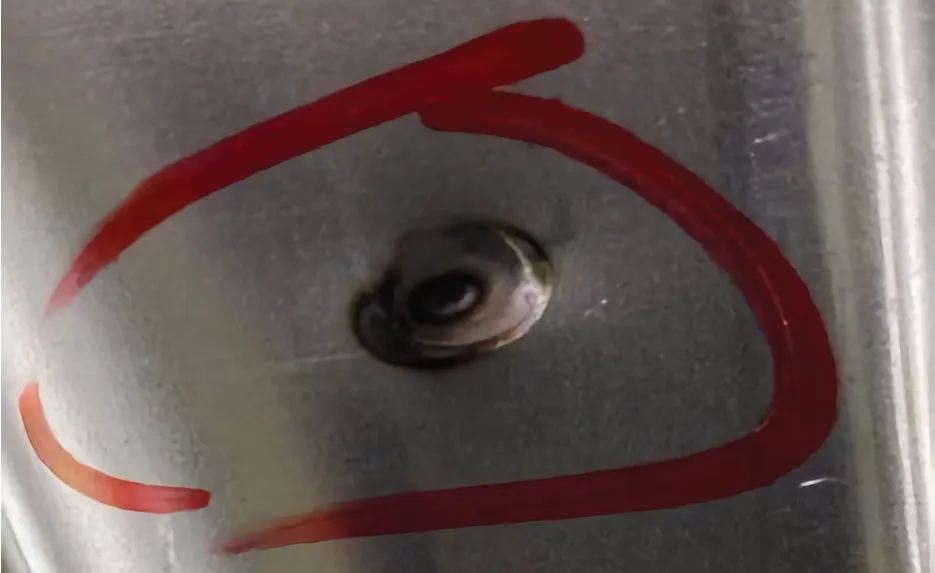
圖6 壓痕過深示意
(1)點焊工藝參數不匹配,使得焊接熱量集中,熱出入過大。可通過嚴格控制焊接規范,使點焊電流、電極壓力、點焊時間相匹配,減小焊點冷卻結晶時間。
(2)電極長時間使用,電極冷卻效果不良。可加強電極水冷卻作用,提高電極的冷卻效果。
1.8 虛焊
未形成熔核或熔核尺寸小于白車身強度要求的規定值,肉眼觀察焊點發白即為虛焊。虛焊產生的原因及解決辦法如下。
(1)焊接電流過小,焊接時間短。應嚴格設計焊接工藝參數,并規范執行。
(2)點焊電極偏斜、不對中,電極表面有雜質,電極水冷效果不良。焊前應按規范對電極進行打磨修整,點焊時保證電極對中,并加強電極水冷效果。
1.9 漏焊或多余焊點
焊點數量少于或多于規定數量,都會使得工件強度下降。產生漏焊或多余焊點的主要原因是由于不按照規范進行操作,或操作人員粗心大意,造成漏焊或多余焊點。可通過三級檢查制度,即操作工自檢自查、班組長檢查、專業檢驗人員檢查,避免此類現象的產生。
1.10 噴濺
(1)內部噴濺,即兩焊件間有金屬溢出。產生的原因及解決辦法如下。
1)點焊電流過大、電極壓力小。可通過調整焊接參數解決。
2)板間未緊密貼合或有臟物,應嚴格清理板材表面,加大電極壓力。
3)邊距過小、焊點靠近板材邊緣,應合理設計點焊接頭位置。
(2)表面噴濺,即板材表面局部有噴濺。原因是有電極壓力偏小,預壓不充分,電極或工件表面有雜質,使得電極與工件未良好接觸。可通過提高電極壓力,充分預壓,焊前清理電極及工件表面,使點焊電極與工件充分接觸。
2 點焊質量檢驗
為了保證汽車的點焊質量,防止質量不合格的工件流入到下道工序,對點焊的質量控制應建立一套完整的體系。通常汽車點焊質量控制可分為:焊前預防、焊接過程中質量控制和焊后成品檢驗等3部分。
2.1 焊前預防
通過以上汽車點焊常見的缺陷產生的原因分析,我們發現大部分點焊缺陷的產生都與點焊參數的不規范及工件表面有雜質等有關。因此,在實際生產中電阻點焊前,應做好焊前準備工作,從根源上避免或減少焊接缺陷的產生。
對點焊設備進行日檢查、周檢查、月檢查,復核焊接工藝參數,確保焊接工藝符合規范要求。定期測量焊接工藝參數實際輸出值與給定值是否一致。做好點焊設備的維修、維護保養工作,保證設備的良好運行。對質量不穩定的焊點處建立質量控制點,能很好地預防不合格焊點的產生。
2.2 焊接過程中質量控制
焊接過程中再次核對焊接參數與焊接工藝規程是否一致,嚴格執行焊接規范操作,做好焊點自檢自查工作,發現缺陷,及時處理。建立焊點的實時監測工作,確保及時發現不合格焊點,減少不必要的損失。
2.3 焊后成品檢驗
2.3.1 破壞性檢驗
(1)撕破檢驗。借助簡單工具在點焊生產線對焊點進行旋轉、剝離和拉開,可獲得焊點的熔核尺寸、未熔合及是否有內噴濺等缺陷。
(2)金相檢驗。將點焊試件按要求制成金相件,對于車用鍍鋅鋼板,通常使用4%的硝酸酒精作為腐蝕液,通過顯微鏡觀察試件內部組織,可分析焊點的熔核直徑、焊透率及內部缺陷等。
(3)剪切檢驗。剪切法是用拉伸機將試板的兩端夾緊后剪切拉斷,通過剪切實驗,可以獲得點焊接頭的力學性能值。
對焊點進行破壞性檢驗,破壞了工件或產品的原有形狀,并且只能對部分焊點進行檢驗,如果對整車所有焊點進行破壞性檢驗,檢驗后破壞了車身的整體結構,無法修補只能報廢,相對來說檢驗成本較高,而且抽樣頻率較低,不利于及時發現問題。
2.3.2 非破壞性檢驗
(1)外觀檢查。用肉眼或借助低倍放大鏡檢查焊點表面是否存在缺陷,可用于檢查焊點表面裂紋、燒穿、噴濺等缺陷。
(2)楔張檢驗。利用扁鏟、手錘等工具對焊件進行楔張檢查,在生產現場常用來檢查焊點是否牢固。
對焊點進行非破壞性檢驗,工件沒有受到破壞,是汽車廠普遍采用的日常檢驗方法,該方法具有成本低、效率高的特點,能夠及時發現焊點的表面缺陷,但不能檢測到焊點的內部缺陷,具有一定的局限性。而超聲波無損檢測技術的普及應用,能夠發現焊點的內部缺陷,對發現焊點缺陷,提高焊點質量,降低生產成本具有重要意義。
3 點焊質量管理
點焊質量檢驗的目的不是檢驗出焊點的缺陷,更多的是為了能夠及時發現缺陷或不產生缺陷。汽車車身都是在焊裝流水線批量生產,如果焊接缺陷未被及時發現,流入到總裝配生產線,需要將該構件重新返回到焊裝線進行補焊、補漏、校正等,影響生產作業進度,提高了生產成本,因此,為了較少或消除焊接缺陷,在做好質量檢驗的基礎上,為保證點焊過程的穩定,更要做好焊接全面質量管理,具體如下。
(1)提高工作人員質量意識,部分點焊缺陷的產生,如漏焊、多余焊點等,與操作人員的工作態度和技能水平有關,即未嚴格執行點焊工藝,沒有嚴格執行操作規范,員工質量意識淡薄。因此,員工應持證上崗,崗前應進行嚴格的理論教育與實操培訓,提高工作人員的操作技能水平和質量意識。
(2)生產中所使用的點焊設備及工裝量具等,操作者應能夠正確操作進行生產,做好設備的運行狀態跟蹤,對設備使用前后運行狀態確認,能夠及時發現設備異常情況,定期對設備進行保養與檢修,保證設備精度與可靠運行,提高生產率,保證焊點質量。
(3)嚴格進行物料管理,做好入庫檢驗,建立使用管理臺賬,從根源上把好質量關。對于點焊鈑金件,焊前嚴格清理待焊工件表面的污物,按工藝文件要求進行焊前裝配,保證裝配間隙。對于焊裝生產線所加工出的焊件要符合質量要求,以確保總裝的順利進行。
(4)制定焊接工藝文件,合理設計質量控制措施和生產管理辦法。各工序流程應合理布局,減少零部件的運輸路線,在點焊生產線應建立質量控制點,制作點焊工藝文件,點焊設備操作工應嚴格執行工藝標準。
(5)保證測量工具和試驗設備的準確性,對于點焊生產線,定期對點焊設備進行檢查檢測,保證其可靠運行,對于焊點要進行自檢自查、班組長檢測、質檢人員檢測三級檢測制度,避免不合格焊點流出焊裝生產線。
(6)建立生產車間環境管理制度,生產現場環境應保持清潔,原材料及設備等應規范擺放,生產車間溫度、濕度、光線等符合生產技術文件要求。生產車間有相關安全環保設備和措施,職工健康安全符合法律法規要求。
電阻點焊具有熱量集中、焊接成本低、生產率高的特點,是一種安全、高效的焊接方法,在汽車制造中廣泛應用。而點焊缺陷的產生,直接影響了整車的剛度和完整性,因此了解汽車制造中點焊缺陷產生的原因,做好點焊質量管理及質量檢驗,對消除焊接缺陷,降低生產成本,提高生產率,保證整車的質量具有重要意義。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
決策探索(2014年21期)2014-11-25 12:29:50