消除馬口鐵連退卷取內(nèi)圈松卷和溢出的新方法
2022-11-23 14:21:30王天順柴佐華
重型機(jī)械 2022年5期
王天順,劉 蓉,柴佐華
(1.上海梅山鋼鐵股份有限公司冷軋廠,江蘇 南京210039;2.中國(guó)重型機(jī)械研究院股份公司,陜西 西安 710018;3.中冶陜壓重工設(shè)備有限公司,陜西 西安 710119)
0 前言
馬口鐵是厚度0.1~0.5 mm的冷軋低碳鋼薄板[1-6],鍍錫后的馬口鐵對(duì)空氣、水、水蒸氣、特別是食品、果酸等有較高的耐腐蝕能力,以及其無(wú)毒和很好的可深沖性,使得馬口鐵廣泛應(yīng)用于制作各種罐頭食品的包裝盒。馬口鐵對(duì)其退火后的鋼卷質(zhì)量有非常高的要求,特別是T2~T5級(jí)鍍錫板和DI罐用鍍錫板,對(duì)其來(lái)料的卷形、錯(cuò)層、內(nèi)圈質(zhì)量以及層間張力都要求非常高[7]。
常見的馬口鐵連續(xù)退火機(jī)組出口使用助卷皮帶包裹的方式自動(dòng)助卷帶鋼進(jìn)入卷取機(jī),助卷過程中助卷皮帶的張力保持恒定[8-9],通過PLC程序和傳動(dòng)參數(shù)控制卷取機(jī)卷筒的線速度和帶鋼速度同步,這種方案能夠成功的把帶鋼助卷到卷取機(jī)的套筒上。但是由于帶鋼與套筒之間以及帶鋼內(nèi)圈之間摩擦系數(shù)非常小,助卷過程很容易產(chǎn)生打滑的現(xiàn)象[10-15],同時(shí)隨著進(jìn)入角度的變大帶鋼與卷取機(jī)上套筒的摩擦力也變大,那么相同的皮帶張力施加給帶鋼上的張力是一個(gè)不可控的變化值,這種變化給卷取內(nèi)圈帶來(lái)了錯(cuò)層和溢出的缺陷,大大降低了帶鋼的合格率。
1 傳統(tǒng)的馬口鐵連退機(jī)組出口卷取工藝流程
出口段卷取的工藝布局如圖1所示[16-17],出口轉(zhuǎn)向輥擺動(dòng)伸縮導(dǎo)板起輔助導(dǎo)向帶鋼穿帶作用,助卷皮帶包裹卷取機(jī)上的套筒輔助實(shí)現(xiàn)帶鋼卷取。
傳統(tǒng)的出口卷取方案步驟:
(1)將套筒放置在卷取機(jī)卷筒上,卷取機(jī)軸頭支撐抬起。
(2)出口轉(zhuǎn)向輥擺動(dòng)伸縮導(dǎo)板擺起、伸出。
(3)助卷器大臂進(jìn)入。
(4)助卷器小臂抱緊并包裹卷筒,助卷皮帶加載張力。
(5)機(jī)組聯(lián)動(dòng),出口轉(zhuǎn)向輥夾送帶鋼經(jīng)由擺動(dòng)伸縮導(dǎo)板進(jìn)入助卷皮帶與套筒之間。
(6)機(jī)組繼續(xù)聯(lián)動(dòng),卷取2~3圈。
(7)出口轉(zhuǎn)向夾送輥打開,伸縮擺動(dòng)導(dǎo)板縮回,助卷器小臂打開同時(shí)大臂退回原位,機(jī)組出口段繼續(xù)聯(lián)動(dòng)生產(chǎn)。
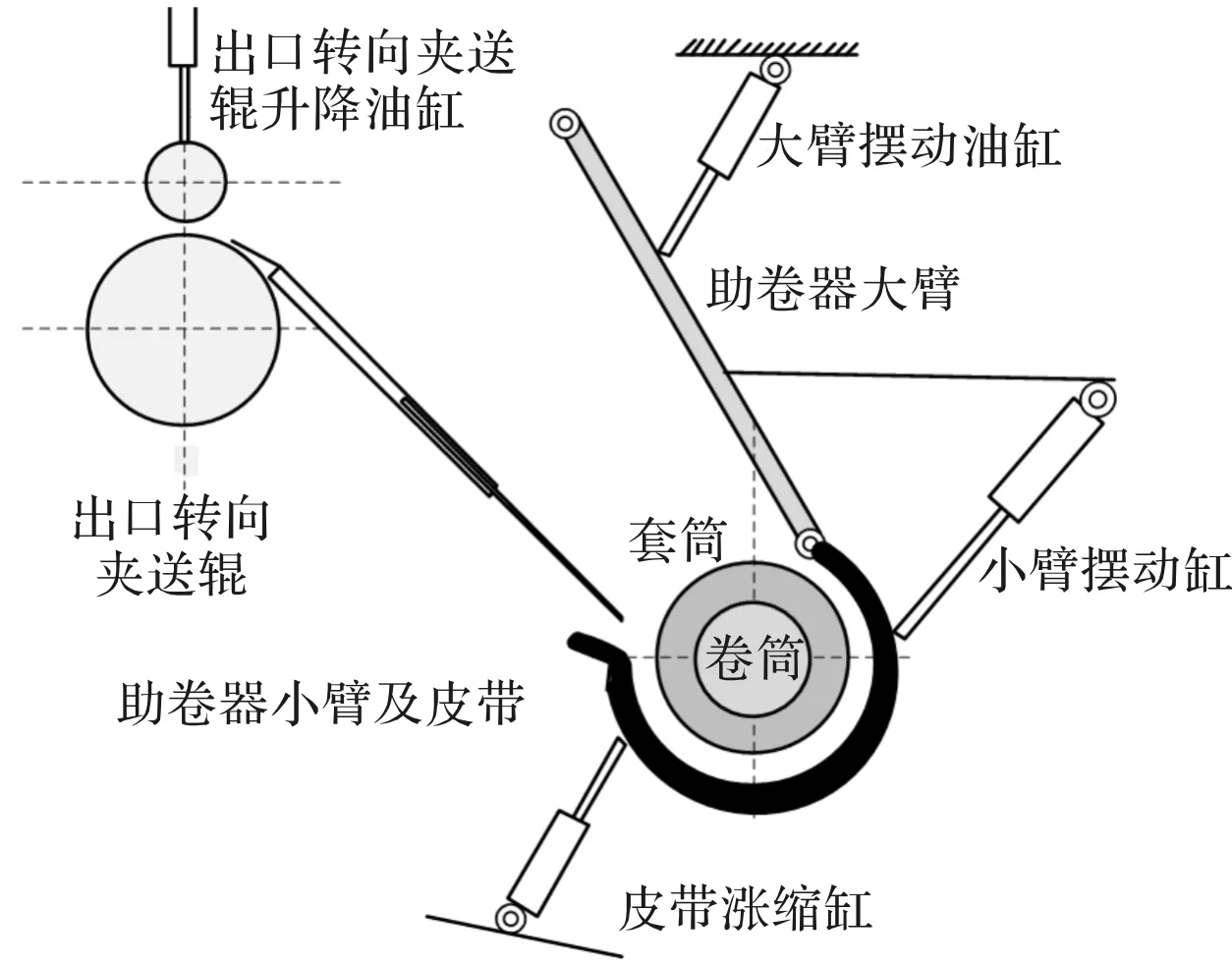
圖1 出口段卷取的工藝布局
2 傳統(tǒng)的馬口鐵連退機(jī)組出口卷取控制方案
在控制方案上,助卷皮帶采用恒張(拉)力控制,卷取機(jī)控制分為兩種[18]。一種是速度控制模式,同時(shí)設(shè)置電流和扭矩限幅。帶頭進(jìn)入助卷皮帶之前卷取機(jī)采用純速度控制模式,給定線速度同機(jī)組穿帶線速度相同,當(dāng)帶頭進(jìn)入助卷器后卷取機(jī)增加一個(gè)速度的激勵(lì)值,同時(shí)對(duì)卷取機(jī)電流和扭矩進(jìn)行限幅。另一種是轉(zhuǎn)矩控制模式,帶頭進(jìn)入助卷器之前和之后,卷取機(jī)都采用電流和力矩限幅的工作模式。
卷取機(jī)控制的兩種工作模式中,第一種模式的缺陷是:卷取機(jī)在助卷過程中需要進(jìn)行工作模式切換,而且工作模式由速度模式切換成扭矩模式后,施加給帶材上的實(shí)際張力變化非常大,這種變化直接影響了內(nèi)圈帶鋼的卷取質(zhì)量。第二種模式的缺陷是:帶頭進(jìn)入助卷器之前卷取機(jī)反饋扭矩根本達(dá)不到限幅扭矩,帶頭進(jìn)入助卷器后一兩圈卷取機(jī)實(shí)際扭矩在不停變化,增加了帶頭內(nèi)圈打滑的風(fēng)險(xiǎn),內(nèi)圈打滑也會(huì)直接帶來(lái)內(nèi)圈質(zhì)量缺陷。
3 皮帶助卷器對(duì)帶鋼的力能分析以及對(duì)帶鋼進(jìn)入卷取機(jī)的作用
助卷皮帶的皮帶張緊力由張緊油缸提供,用于在助卷時(shí)將皮帶張緊,這種張緊力在助卷過程中施加給帶鋼,從而使帶鋼緊緊的纏繞在卷筒的套筒上[19-20]。
帶材在剛進(jìn)入助卷器階段,皮帶施加給帶鋼的帶頭部分一個(gè)壓力,該壓力的一部分用于帶鋼頭部產(chǎn)生彈塑性形變,另一部分通過帶材傳遞施加給套筒一個(gè)正壓力,該正壓力進(jìn)而轉(zhuǎn)化為摩擦力,幫助帶鋼在套筒上纏繞。如圖2所示,F(xiàn)1為皮帶施加給帶鋼頭部的一個(gè)壓力,該壓力部分通過帶鋼傳遞給套筒,F(xiàn)2為套筒施加給帶鋼一個(gè)作用力,這個(gè)作用力和帶鋼施加給套筒的正壓力是一組平衡力。F3為F2轉(zhuǎn)換的摩擦力。
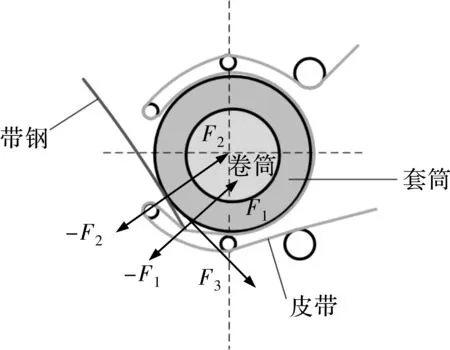
圖2 帶材帶頭進(jìn)入卷取機(jī)的受力分析
隨著帶材繼續(xù)運(yùn)行進(jìn)入助卷器,帶材在卷筒上的纏繞面積越來(lái)越大,皮帶施加給套筒的正壓力也越來(lái)越大。此時(shí)帶鋼的受力由兩部分組成,一部分是卷取機(jī)通過套筒施加給帶材上表面的正向摩擦系數(shù),一部分是皮帶施加給帶材下表面正壓力轉(zhuǎn)換的反向摩擦系數(shù)。
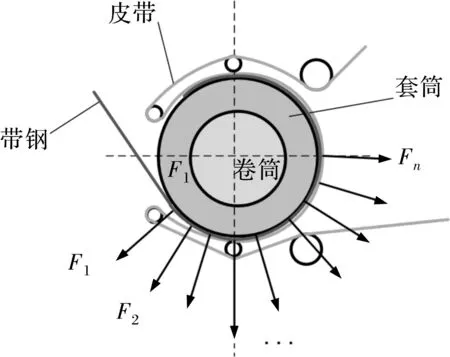
圖3 帶材繼續(xù)進(jìn)入卷取機(jī)的受力分析
常規(guī)模式下,皮帶給帶材施加的正壓力是一個(gè)恒定值。卷取機(jī)輸出的扭矩,一部分通過套筒施加給帶材產(chǎn)生摩擦力,一部分帶動(dòng)皮帶旋轉(zhuǎn)被皮帶消耗掉。而隨著卷取進(jìn)程的進(jìn)行,最終施加給帶鋼上的張力是一個(gè)變化值。正是這個(gè)變化值讓整個(gè)帶鋼在帶頭的卷取過程不穩(wěn)定,從而產(chǎn)生內(nèi)圈松卷和溢出的質(zhì)量缺陷。
4 助卷皮帶變張力配合卷取機(jī)變頻器恒扭矩輸出的方法
在助卷過程中根據(jù)卷取機(jī)變頻器和卷取機(jī)電機(jī)測(cè)速編碼器反饋的信息,適時(shí)的調(diào)整皮帶助卷器的助卷力,使得帶鋼受到的張力恒定,從而使得整個(gè)助卷過程的系統(tǒng)控制穩(wěn)定性得到提高。通過助卷力的調(diào)整解決卷取內(nèi)圈松卷和溢出的問題。具體方法:
(1)帶頭進(jìn)入助卷器之前,卷取機(jī)給定速度為帶材聯(lián)動(dòng)穿帶速度疊加速度激勵(lì)值(一般為穿帶速度的5%左右),對(duì)卷取機(jī)變頻器進(jìn)行電流和扭矩限幅,限幅值一般為正常生產(chǎn)張力的60%左右,皮帶助卷器控制皮帶張緊油缸張緊力100%設(shè)計(jì)張力。這時(shí)卷取機(jī)變頻器反饋的電流值、扭矩值以及卷取機(jī)編碼器反饋的轉(zhuǎn)速值都是恒定的。
(2)通過帶頭位置測(cè)量編碼器檢測(cè)帶頭從進(jìn)入助卷器開始,直到纏繞一圈,繼續(xù)對(duì)卷取機(jī)實(shí)時(shí)反饋電流和扭矩以及卷取機(jī)電機(jī)編碼器反饋轉(zhuǎn)速進(jìn)行監(jiān)控。當(dāng)卷取機(jī)反饋電流增大至限幅值的50%時(shí)候,或者卷取機(jī)電機(jī)編碼器反饋的轉(zhuǎn)速開始下降并開始消耗速度激勵(lì)值以后,以梯度減少形式對(duì)助卷器皮帶的張力設(shè)定值進(jìn)行調(diào)整,當(dāng)卷取機(jī)反饋扭矩增大至限幅80%以后,或者卷取機(jī)電機(jī)反饋的速度已經(jīng)完全消耗掉速度激勵(lì)以后,迅速調(diào)整卷取機(jī)力矩限幅值至100%,調(diào)整聯(lián)動(dòng)穿帶速度疊加速度激勵(lì)值為10%,并且助卷器皮帶的張力設(shè)定值為0。
(3)通過帶頭位置測(cè)量編碼器檢測(cè)帶頭在卷取機(jī)套筒上卷取的長(zhǎng)度超過1.5圈以后,助卷器發(fā)出助卷完成指令。機(jī)組進(jìn)入正常聯(lián)動(dòng)生產(chǎn)。
經(jīng)過梅山鋼鐵冷軋廠連續(xù)退火機(jī)組現(xiàn)場(chǎng)實(shí)際測(cè)試,結(jié)合實(shí)時(shí)數(shù)據(jù)測(cè)量分析軟件PDA,對(duì)比卷取機(jī)力矩、速度的給定和反饋,得到卷取機(jī)扭矩和速度曲線的測(cè)量曲線如圖4所示的。卷取內(nèi)圈的現(xiàn)場(chǎng)照片如圖5所示。
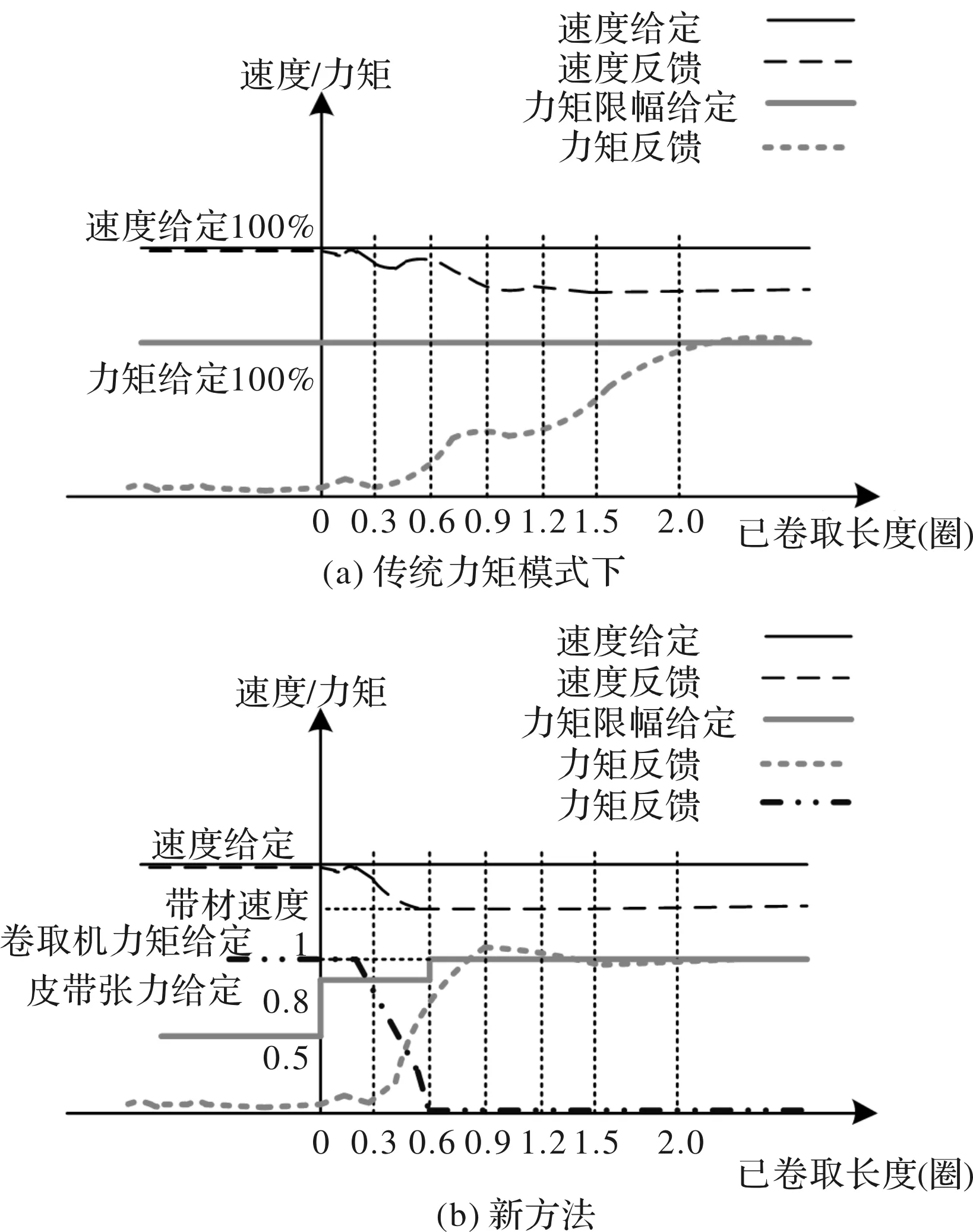
圖4 卷取機(jī)扭矩和速度曲線
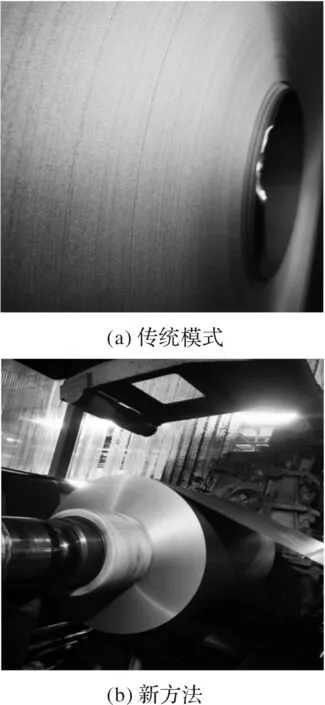
圖5 卷取內(nèi)圈的現(xiàn)場(chǎng)照片
通過PDA曲線和現(xiàn)場(chǎng)實(shí)際應(yīng)用情況對(duì)比,充分驗(yàn)證了該種方法的有效性,該方法的優(yōu)勢(shì)是通過調(diào)整助卷皮帶的張力,使得助卷過程中卷取機(jī)施加給帶鋼上的最終張力能夠保持相對(duì)恒定和穩(wěn)定。
這種卷取過程中前幾圈施加給帶鋼的張力穩(wěn)定正是解決內(nèi)圈松卷和溢出的主要原因。也只有前幾圈質(zhì)量的保證,才能很好的保證更多內(nèi)圈的卷形。同時(shí),該方法大大提高了助卷的效率,通過張力曲線可以看出加張完成時(shí)機(jī)從原來(lái)的2圈多降至現(xiàn)在的1.2圈。
5 結(jié)束語(yǔ)
本文提出的依靠助卷皮帶變張力配合卷取機(jī)變頻器恒扭矩輸出的方法,通過檢測(cè)卷取機(jī)變頻器電流和扭矩的變化值,以及監(jiān)控帶頭進(jìn)入助卷器的長(zhǎng)度,適時(shí)的梯度調(diào)整助卷皮帶的張力,使得助卷過程中皮帶和卷取機(jī)施加給帶鋼的合力保持穩(wěn)定。該方法成功地解決了卷取內(nèi)圈的松卷和溢出缺陷,也提高了助卷過程中的加張效率,使得加張時(shí)機(jī)從2圈多減少至1.2圈。同時(shí),該方法也能緩解卷取內(nèi)圈打滑的問題。
