改善430鐵素體不銹鋼板坯質量連鑄工藝實踐
2022-11-23 14:28:42李新強杜肖臣宋美娟陳麗娟
重型機械 2022年5期
李新強,杜肖臣,吳 龍,宋美娟,陳麗娟
(1.中國重型機械研究院股份公司,陜西 西安 710018;2.中國重型機械研究院股份公司成都分院,四川 成都 610042)
0 前言
鐵素體型不銹鋼一般不含鎳,主要合金元素是鉻,其含鉻量一般在15%-30%,有時還含有少量的Mo、Ti、Nb等元素,其具有導熱系數大,膨脹系數小、抗氧化性好、抗應力腐蝕優良等特點,此類鋼因其優良的性能而被廣泛應用于制造耐大氣、水蒸氣、水及氧化性酸腐蝕的零部件[1]。但是鐵素體不銹鋼的塑性、韌性以及耐高溫疲勞等性能與奧氏體不銹鋼相比較差,嚴重影響了其產品性能。目前,國內外一些鋼鐵企業正通過降低碳、氮的含量和添加微合金元素對鐵素體不銹鋼組織性能進行優化,擴大其應用范圍[2-4]。Wang等[3]研究了添加鈮元素對軋制態穩定Fe-17Cr鐵素體不銹鋼的微觀結構和耐蝕性的影響,結果表明:添加0.1%Nb后,穩定的Fe-17Cr鐵素體不銹鋼在FeCl3溶液中的腐蝕速率顯著降低;張鑫等[5]在不銹鋼鐵素體中加入Nb、Ti微合金元素,不僅改變了析出相的類型,同時起到了析出強化和固溶強化的作用,得材料的抗拉強度和塑性提高,顯著改善了材料性能。
然而,在連鑄生產過程中,由于結晶器冷卻和二冷制度的不合理,極易在鑄坯表面產生裂紋等缺陷。Dou等[6]針對連鑄大方坯產生的缺陷,通過研究冷速對二次相析出的影響,提出“在二冷三段弱冷+二冷四段強冷”的二冷調控策略,提高了鑄坯質量;Luo等[7]通過研究冷速對鋼中組織和二次相析出的影響,從而確定了合理的熱處理冷卻速度,改善鑄坯的質量及力學性能。而對于鐵素體不銹鋼連鑄坯軋鋼后的冷軋帶,抗皺折性能是至關重要的。其隨著材料中等軸晶比的增加而提高,一般等軸晶比達到55%以上對于材料冷成型性能較好,因此對于鐵素體不銹鋼連鑄,控制鑄坯中等軸晶的比例至關重要。目前,連鑄技術主要采用低過熱度、強化電磁攪拌技術、動態輕壓下技術等均可以獲得高等軸晶比率的連鑄坯[8-9]。賈楠等[10]針對方、板坯連鑄機生產鐵素體不銹鋼板坯時出現的結晶器液面波動大等問題,提出優化扇形段輥間距、改善鋼液潔凈度以及采用合適的結晶器保護渣等措施,顯著改善了連鑄坯質量;王文學等[11]結合鐵素體不銹鋼連鑄過程高溫凝固特性,通過合理設計動態一冷和二冷配水等提高鑄坯表面質量;王賀利等[12]通過增加電磁攪拌能力,提高了連鑄坯等軸晶比例,減少了鑄坯橫裂現象。
由于鐵素體不銹鋼高溫強度低,在連鑄過程中,出結晶器后坯殼軟,在輥間產生蠕動,容易造成結晶器液面周期性波浪起伏,如果控制不好會造成偏流及卷渣,將嚴重影響鑄坯表面質量,甚至廢坯。本文提供了一種改善鐵素體不銹鋼板坯連鑄結晶器液面偏流及波動的方法,能夠有效地改善鐵素體不銹鋼板坯連鑄結晶器液面偏流及波動,同時可以有效地提高連鑄板坯的等軸晶率,從而改善后續軋材內部質量。
2 430鐵素體不銹鋼板坯生產工藝流程
2.1 生產工藝及化學成分
鐵素體不銹鋼最顯著的特征就是具有極低的C、N含量,因此大多數的冶煉工藝主要針對深度脫碳和脫氮。目前,國內外許多學者認為鐵素體不銹鋼的冶煉主要采用電弧爐+(AOD、K-OBM、MPP)脫碳+(VOD、SSVOD、RHOB、RHKTB)真空精煉三步法工藝,進而進行連鑄坯生產過程,即將吹煉好的鋼水進行結晶器冷卻以及形成的初生坯殼二冷區和空冷區冷卻。在整個冶煉工藝中,連鑄生產過程對于鐵素體不銹鋼的產品質量是非常關鍵的。國內某鋼廠生產的430鐵素體不銹鋼板坯連鑄機主要通過全程采用無氧化保護澆鑄、大包下渣檢測、中間包夾雜物上浮分離技術、結晶器液面自動控制以減少非金屬夾雜物;采用銅板水縫優化、結晶器高頻小振幅振動、動態二冷配水等提高鑄坯表面質量;并設計采用連續彎曲矯直、低過熱度澆鑄、二冷電磁攪拌、二冷動態輕壓下技術提高鑄坯內部質量。該430鐵素體不銹鋼具有較高的屈服強度和優良的力學性能,其化學成分如表1所示。主要的連鑄機工藝參數如表2所示。

表1 430鋼的主要化學成分(質量分數) %
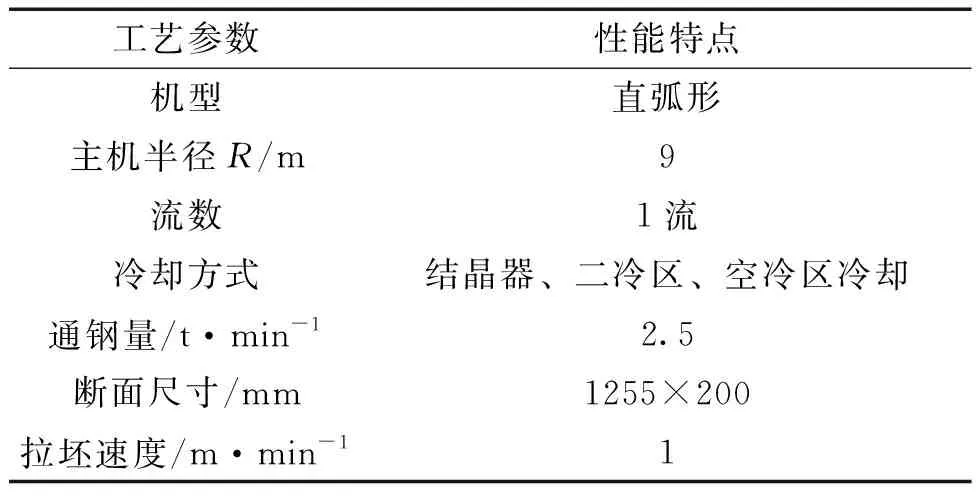
表2 430鋼主要的連鑄工藝參數
2.2 結晶器冷卻
高溫鋼水經長水口流入中間包,進而由浸入式水口進入結晶器冷卻,形成初生坯殼。該鋼廠生產的430鐵素體不銹鋼在結晶器區域內采用銅板水縫對鋼水進行冷卻,同時運用結晶液面自動控制技術來提高連鑄板坯的質量。其結晶器冷卻生產工藝如表3所示。
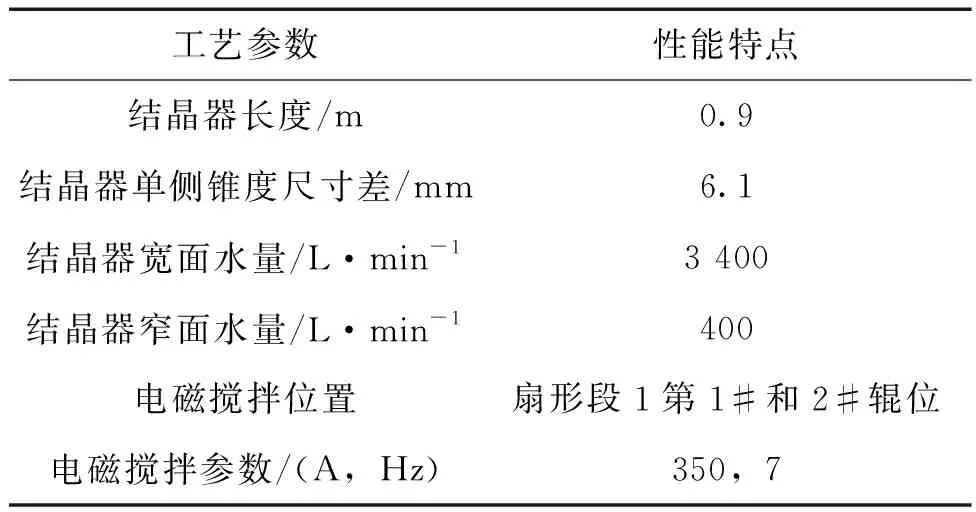
表3 430鋼結晶器冷卻的主要參數
2.3 二次冷卻區域及水量
連鑄二次冷卻就是對出結晶器的鑄坯繼續進行強加冷卻,是整個連鑄冷卻過程最重要的區域。在不銹鋼生產中,鑄坯進入二次冷卻區后,若冷卻制度不合理,將會促使缺陷增加或產生新的缺陷,如內部裂紋、表面裂紋、鑄坯鼓肚、中心偏析等缺陷[13-14]。初生的凝固坯殼在經過二冷區冷卻區域時,主要有噴嘴噴淋水對流傳熱、水滴與鑄坯表面間的換熱、夾輥和鑄坯表面的傳導傳熱以及空氣與鑄坯表面間的對流換熱,其中噴嘴噴淋冷卻是最主要的傳熱方式,因此,合理的二冷配水制度以及噴嘴噴淋水冷卻方式是保證連鑄板坯質量的關鍵因素。該鋼廠生產的430鐵素體不銹鋼連鑄板坯主要采用動態二冷配水技術、連續彎曲矯直、二冷電磁攪拌以及動態輕壓下技術,來提高連鑄坯的表面質量和內部質量。其二冷區劃分區域和水量由圖1和表4所示。
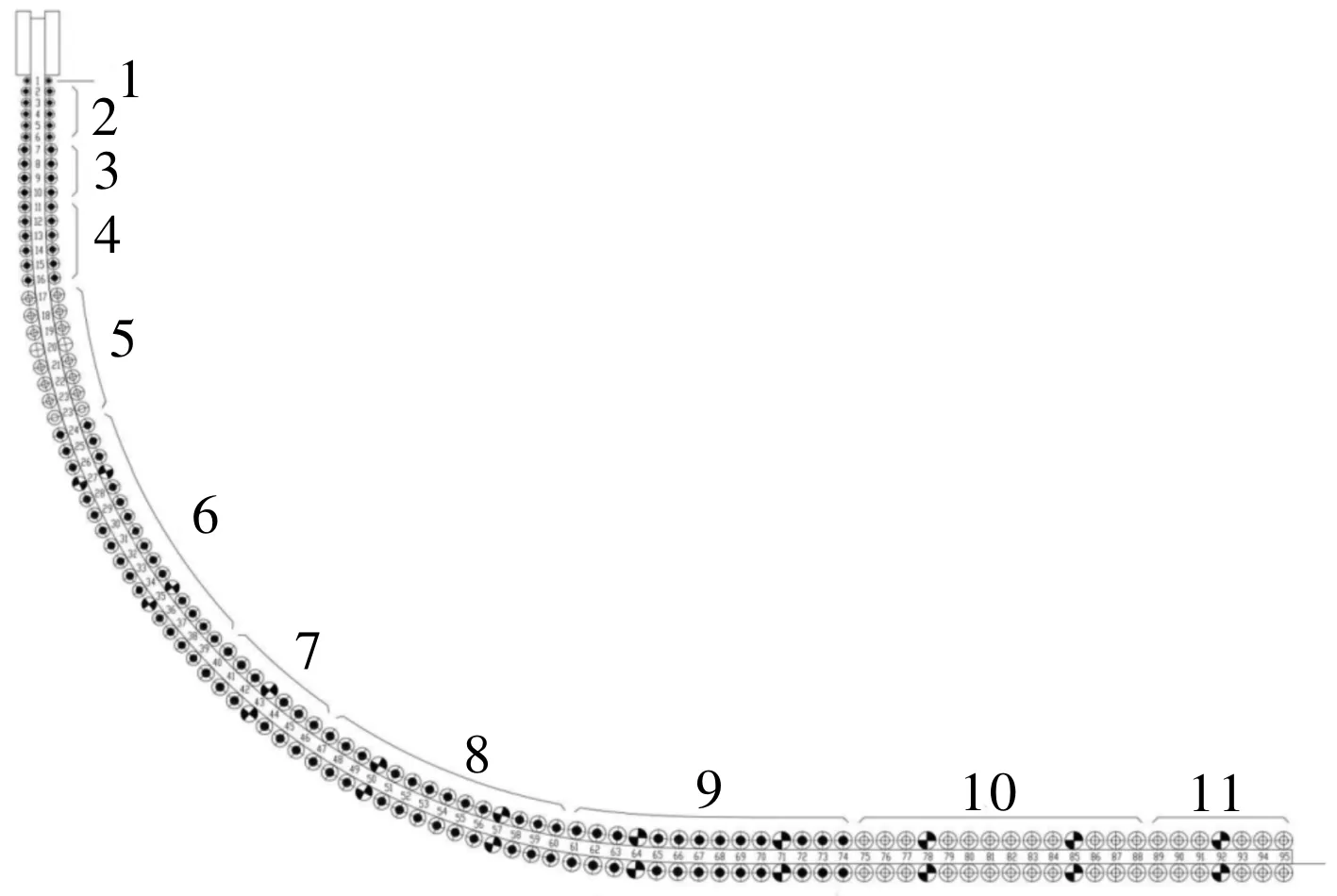
圖1 二冷區噴淋水劃分區域
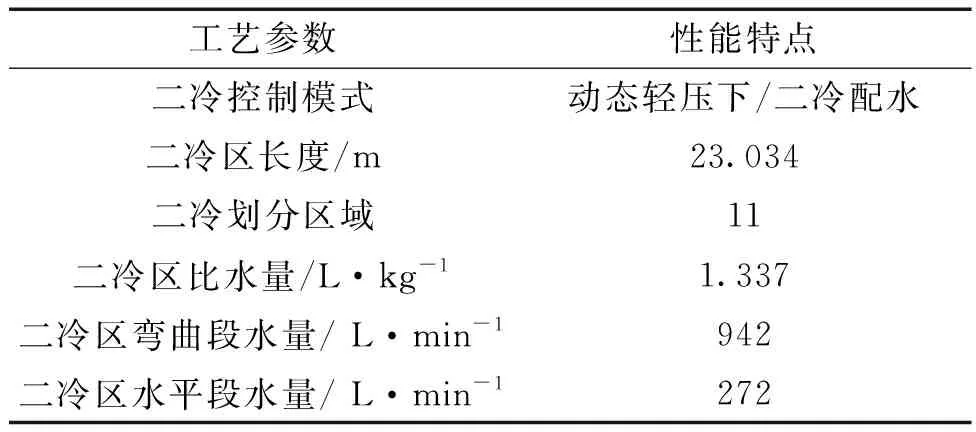
表4 430鋼二冷區冷卻的主要參數
3 現工藝430鐵素體不銹鋼連鑄坯質量
3.1 連鑄坯生產現狀
某鋼廠根據此連鑄機設備以及相應的連鑄過程主要工藝參數進行430鐵素體不銹鋼連鑄板坯產品生產,對生產出的連鑄坯進行了質量檢測和低倍組織分析,其結果如圖2所示。由圖可知,在現行結晶器冷卻和二冷區配水工藝下,430鐵素體不銹鋼連鑄板坯的等軸晶率約為35%左右,比例偏低且柱狀晶發達。因此易使鑄坯產生橫裂現象,嚴重的影響鑄坯質量和產品性能。

圖2 現工藝430鋼連鑄板坯試樣
3.2 主要影響因素
在鐵素體不銹鋼連鑄坯實際生產過程中,影響其等軸晶率的主要原因有鋼種特性、電磁攪拌器功率、中間包過熱度以及二冷次卻工藝等。而針對某鋼廠生產的430鐵素體不銹鋼連鑄板坯,電磁攪拌參數以及二冷次卻是影響其鑄坯等軸晶率的重要原因。
3.2.1 電磁攪拌參數
二冷電磁攪拌工藝對于鋼液凝固成坯殼具有重要的作用,若不施加電磁攪拌,則會使初生的凝固坯殼產生較高的溫度梯度,從而在鑄坯內部形成發達的柱狀晶體,嚴重影響鑄坯質量,因此,合理的進行電磁攪拌,有助于提高鑄坯的質量。
在連鑄生產過程中,對430不銹鋼連鑄機扇形段11#,2#輥位施加350 A,7 Hz的電磁攪拌工藝,可以降低鋼液的溫度不均勻性以及鑄坯的冷卻凝固過程,有利于凝固坯殼的快速形成。此外,劇烈的電磁攪拌也有利于等軸晶率的進行。但在現行電磁攪拌工藝下,鑄坯的等軸晶率偏低,主要的原因是較大的電磁攪拌使得鋼液劇烈運動,導致結晶器液面波動較大,造成偏流現象,從而使得連鑄坯等軸晶率較低,產生了較為嚴重的內部質量缺陷。因此,有必要對430不銹鋼現行的電磁攪拌位置及參數進行優化改進,以降低結晶器液面波動以及偏流現象,提高連鑄坯等軸晶率和質量。
3.2.2 二冷配水強度
除了電磁攪拌電流強度外,二冷水強度也是影響430不銹鋼等軸晶率的一個重要因素。二冷水強度用比水量來反映,比水量大,說明冷卻強度大。在電磁攪拌電流強度350 A,7 Hz,連鑄拉速1 m/min時,圖3a和圖3b分別為二冷水比水量為1.337 L/kg、0.968 L/kg下生產430不銹鋼低倍組織中的等軸晶率。可以看出,430不銹鋼低倍組織中的等軸晶率高低與二冷水量密切相關,隨著二冷強度(比水量)的增大,鑄坯的等軸晶率逐漸降低,其主要原因是,比水量增大后,鑄坯凝固速度加快,使得凝固過程的溫度梯度增大,在凝固前沿析出的晶核減少,從而低倍組織中等軸晶率降低。從提高430不銹鋼板坯中等軸晶率角度考慮,二冷區可采用弱冷工藝以提高鑄坯等軸晶率。馮兵等[15]研究了二冷比水量與鑄坯表面溫度以及等軸晶率的影響規律,結果表明:采用弱冷工藝,容易造成鑄坯表面溫升過高,易引起鑄坯表面裂紋缺陷;而采用強冷工藝,則會增大溫度梯度,不利利于鑄坯等軸晶的生成。因此,綜合分析,對430不銹鋼連鑄坯生產采用彎曲段弱冷、水平段強冷的二冷配水工藝,以提高連鑄坯的等軸晶率,降低裂紋缺陷的發生率。
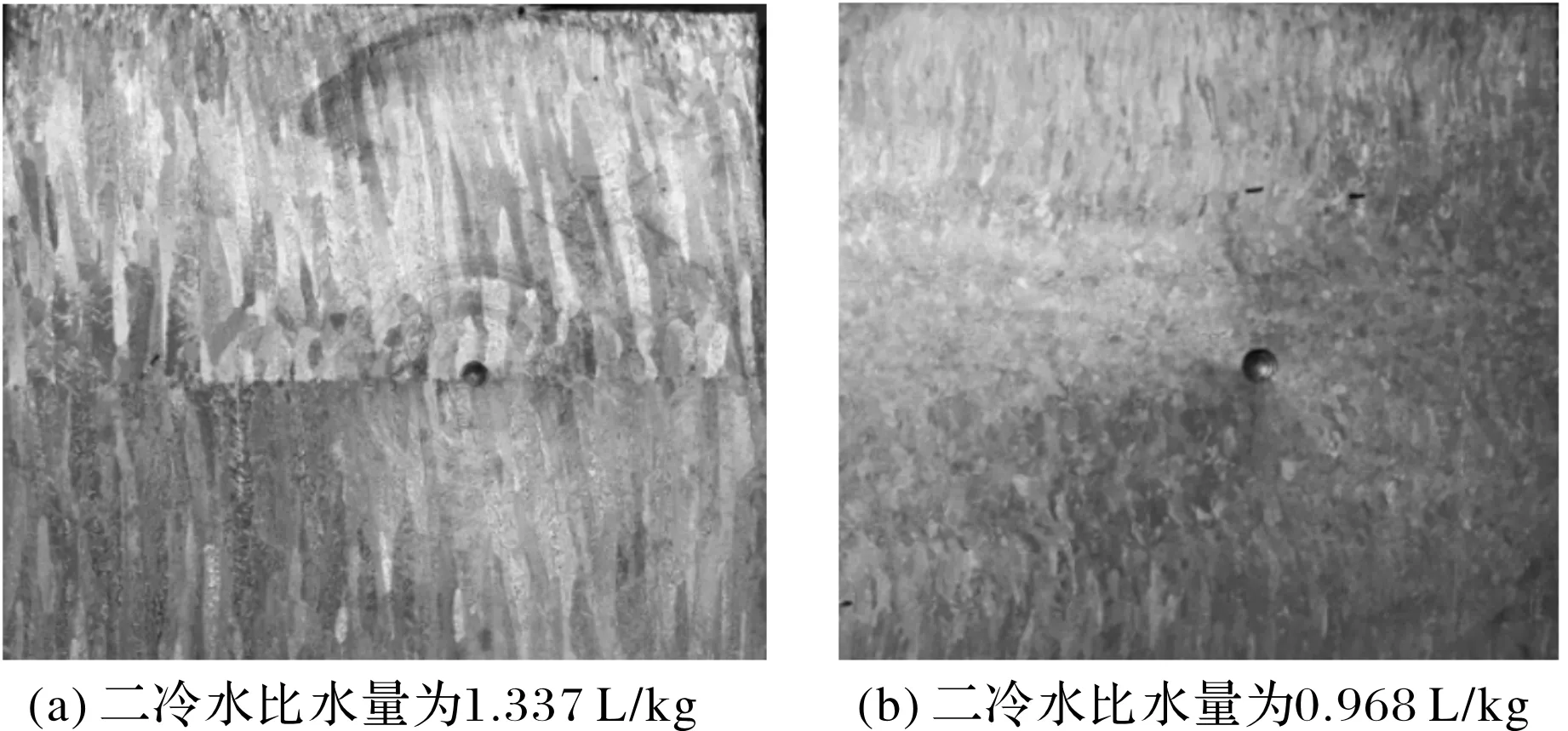
圖3 鑄坯低倍組織試樣
4 430不銹鋼冷卻工藝優化措施
4.1 凝固冷卻工藝參數
通過上述分析表明,二冷電磁攪拌位置、參數以及二冷區冷卻制度是優化結晶器液面波動、提高430不銹鋼連鑄坯等軸晶率以及質量的關鍵。因此,通過現場試驗分析和討論,制訂了新的連鑄坯冷卻凝固優化方案,主要對二冷電磁攪拌位置、電攪參數以及二冷區比水量和各段水量進行了優化調整,具體如表5所示。
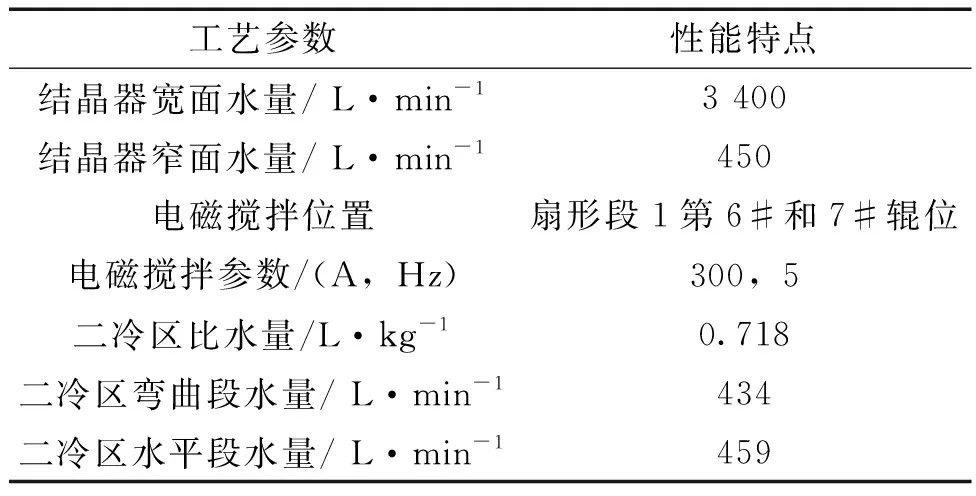
表5 430鋼冷卻工藝優化后的主要參數
4.2 連鑄板坯質量
根據優化后的連鑄過程生產工藝參數,在某鋼廠進行了430鐵素體不銹鋼連鑄板坯生產,結果表明:在整個澆注過程中,結晶器液面波動穩定在±3 mm。此外,澆注完畢后,對板坯鑄坯內部質量進行低倍檢驗,圖4為電磁攪拌電流強度300 A、5 Hz,連鑄拉速1 m/min,二冷水比水量為0.718 L/kg下生產430不銹鋼低倍組織中的等軸晶率。由圖可以看出,調整電磁攪拌位置、降低電磁攪拌強度,二冷區采用彎曲段弱冷+水平段強冷后,430鋼連鑄坯等軸晶率基本在60%以上,可知連鑄坯質量明顯提高。目前,新的連鑄坯凝固冷卻工藝已經應用于某鋼廠實際430鐵素體不銹鋼生產過程。
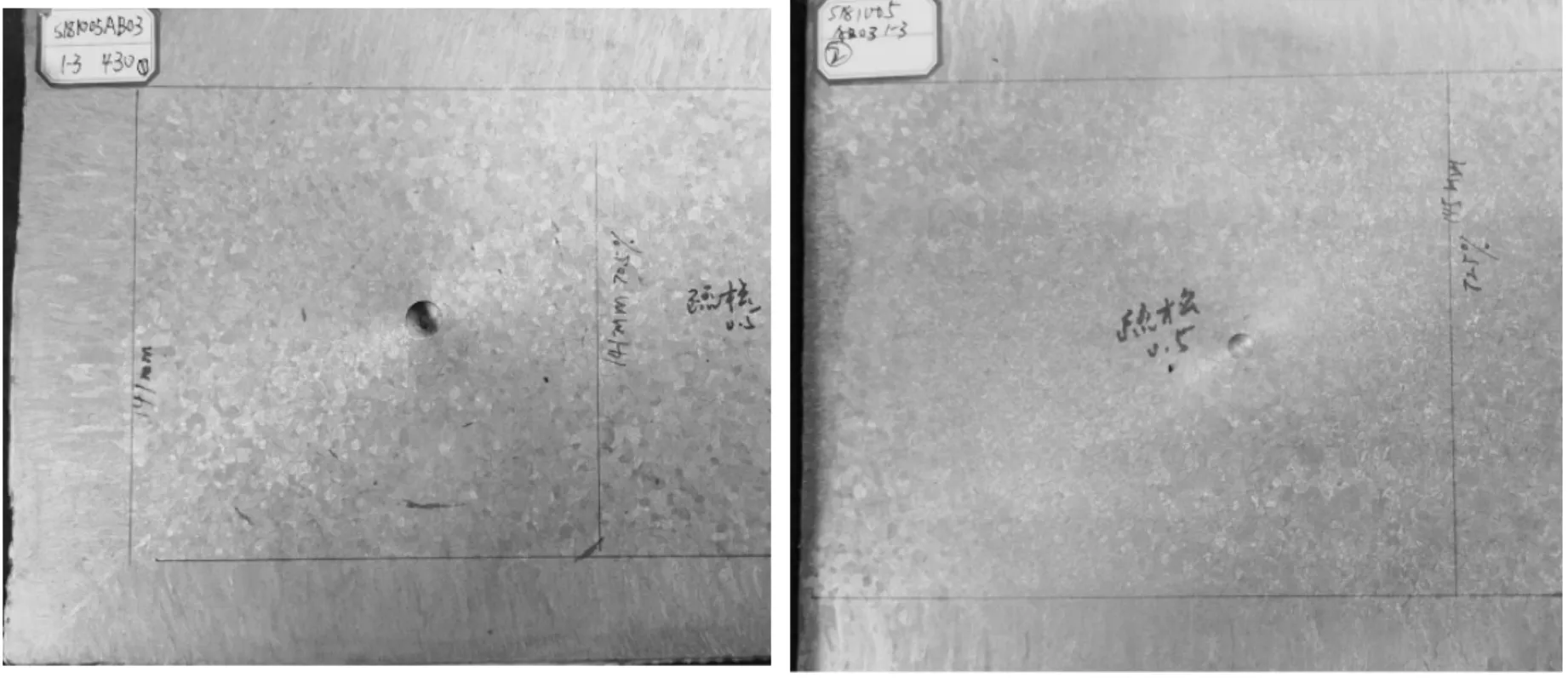
圖4 優化后鑄坯低倍組織試樣
5 結論
(1)對430鐵素體不銹鋼現工藝下的連鑄板坯質量進行了分析研究,表明在現工藝下430鐵素體不銹鋼連鑄板坯等軸晶率偏低,約為30%左右,鑄坯產生較為嚴重的內部質量缺陷。
(2)研究了影響430鐵素體不銹鋼連鑄板坯等軸晶率的主要原因及改進措施。表明電磁攪拌參數、二冷配水制度是影響等軸晶率的主要因素,并提出了優化電磁攪拌輥位置、降低電磁攪拌強度以及采用二冷區彎曲段強冷+水平段弱冷的冷卻措施,來提高430鐵素體不銹鋼連鑄板坯等軸晶率以及連鑄坯產品質量。
(3)調整結晶器寬面、窄面冷卻水量為3400 L/min、450 L/min,電磁攪拌輥設置在扇形段1第6#和7#輥位,電流設定為300 A,頻率設定為5Hz,二冷比水量為0.718 L/kg。工業實驗后,在整個澆注過程中,結晶器液面波動穩定在±3 mm,且430鐵素體不銹鋼連鑄板坯等軸晶率基本在60%以上,連鑄坯質量明顯提高。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
