連鑄坯方框偏析對齒輪鋼軋制演變規律的影響研究
2022-11-23 14:28:38程衛國
重型機械 2022年5期
程衛國
(大冶特殊鋼有限公司,湖北 黃石 435001)
0 前言
齒輪是機械工業的基礎零件,它在工作時長期受到變載荷的沖擊力、接觸應力、脈動彎曲應力及摩擦力等多種應力的作用,工作環境惡劣,因此要求制造齒輪的齒輪鋼具有較高的強韌性、疲勞強度和耐磨性。近年來隨著汽車工業的發展,特別是小轎車,對齒輪在強度、韌性、耐磨及抗疲勞、低噪音等方面具有比其他機械齒輪更嚴格的要求[1],這就對齒輪鋼性能質量提出更高的要求。
目前,絕大多數的齒輪鋼都采用連鑄生產,然后熱軋成棒材。連鑄結晶器的形狀和尺寸會在連鑄坯橫截面上形成具有一定形狀和尺寸的方框偏析。這種偏析的形狀和尺寸主要由連鑄坯型的形狀和尺寸決定,同時也受坯料拉速、冷卻水量、電磁攪拌等因素影響。連鑄過程中形成的心部方框偏析區的形狀可以使齒輪鋼的熱處理變形表現出明顯的方向性[2]。而偏析區的大小也對齒輪鋼的熱處理變形也有影響,部分研究結果表明偏析區面積小的齒輪鋼熱處理變形小,減少偏析區的面積有利于提高齒輪精度[3]。
目前,對齒輪鋼的鑄坯方框偏析的研究主要集中在鑄坯的連鑄工藝上,而對于最終成品棒材的方框偏析尺寸與形狀、面積比、軋制演變規律研究較少。為了解齒輪鋼連鑄坯的方框偏析對軋制過程中的演變規律,本文建立了20CrMnTiH齒輪鋼連鑄坯方框偏析軋制模型,采用有限元軟件Deform-3D對連鑄矩形坯(300 mm×400 mm)和連鑄圓形坯(φ390 mm)方框偏析進行軋制數值模擬,并將模擬結果與現場軋制的鑄坯方框偏析進行對比。
1 齒輪鋼軋制工藝
1.1 軋制生產線
軋制生產熱軋線設有步進式加熱爐1座,高壓水除鱗1套,待溫設備1套,短應力線連軋機16架,減定徑機組1套,步進式橫移冷床1座。
短應力線連軋機包含粗軋機組6架、中軋機組6架、精軋機組4架,均采用高剛度的短應力線軋機,可為減定徑機組提供尺寸精度高的中間軋件。粗軋機采用大壓下,加強滲透力,改變中心組織結構。熱軋線可軋制產品范圍φ50~φ130 mm。
1.2 軋制工藝規程
20CrMnTiH齒輪鋼連鑄坯采用300 mm×400 mm連鑄矩形坯和φ390 mm連鑄圓坯軋制,鋼坯經加熱爐加熱→粗軋→中軋→精軋→冷床完成軋制。本文研究這兩種規格的連鑄坯軋制成φ60 mm、φ80 mm,φ105 mm三種成品棒材方框偏析的演變規律。
1.2.1 粗軋規程表
兩種連鑄坯經初軋成200 mm×220 mm初軋坯,300 mm×400 mm連鑄矩形坯軋制規程表見表1,φ390 mm連鑄圓坯軋制規程表見表2。

表1 連鑄矩形坯粗軋連軋軋制規程表

表2 連鑄圓坯連軋軋制規程表
1.2.2 中、精軋規程表
兩種連鑄坯過了初軋機組后,進入中、精軋機組。φ60 mm,φ80 mm、φ105 mm規格中軋軋制規程表見表3~5。

表3 φ60 mm中軋軋制規程表

表4 φ80 mm精軋軋制規程表

表5 φ105 mm中軋軋制規程表
1.3 棒材孔型方案
根據軋鋼機組的孔型工藝參數的設計和生產實際經驗,對齒輪鋼棒材進行孔型設計,在熱連軋最終成品兩道次過程中孔型設計采用橢圓和圓的形式。
2 方框偏析軋制變形的數值模擬
2.1 有限元模型建立
2.1.1 基本假設
棒材的軋制是一個較為復雜的變形過程,為保證計算精度,提高計算的效率,對棒材的軋制模型進行一定的簡化,并作出以下基本假設[4]:
(1)材料材質是均勻的,不存在成分不均勻性等,材料為各向同性;
(2)軋輥為剛體,忽略軋輥的彈性變形,忽略軋輥在軋制過程中的輥跳;
(3)軋輥與軋件之間的摩擦為庫倫摩擦;
(4)忽略連軋過程中軋件上存在的微張力;
(5)材料的屈服行為服從 Von Mises 屈服準則;
(6)材料的各項物理參數均隨溫度而發生改變。
2.1.2 有限元模型建立
孔型的尺寸按照實際生產過程中的尺寸建模,孔型尺寸以及軋輥轉速等數據均取自現場工藝規程。,軋件尺寸為300 mm×400 mm ×9 000 mm(φ390 mm×9 000 mm),劃分的網格類型為 Defrom中默認的四面體網格,有限元模型如圖1 所示。
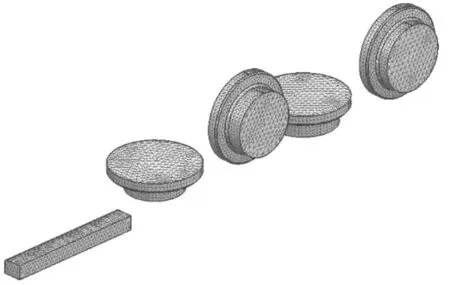
圖1 軋件與軋輥有限元模型
棒材的連軋過程需要滿足以下三個條件:各機架之間秒流量保持不變;前一道次工件的出口速度等于后一道次工件的入口速度;機架之間張力值保持不變。
2.1.3 初始條件
軋制模擬的初始條件主要包括材料參數、軋件初始速度和軋輥的轉速等。各規格具體初始條件參數詳見表1~表5軋制規程表。
2.1.4 邊界條件
軋輥與軋件之間的摩擦系數不僅與表面接觸狀態有關,也與接觸條件(包括軋制的材質、軋制溫度、潤滑劑種類、氧化鐵皮、軋制速度、接觸壓力等)密切相關,潤滑劑本身的特征對接觸條件也有影響,這些因素的作用就決定了摩擦系數。熱軋中最典型的摩擦為邊界摩擦。埃克隆德[5]測定了軋件咬入時的摩擦系數,提出了計算在 700~1 200 ℃的溫度范圍內熱軋時摩擦系數的經驗公式:
μ=k1k2k3(1.05-0.005t)
式中,k1為軋輥材質影響系數;k2為軋制速度的影響系數;k3為軋件材質的影響系數;t為軋制溫度。
對于冷硬鑄鐵軋輥,可用以下關系式確定摩擦系數值:
μ=0.94-0.0005t-0.056v(t>700℃,v<5 m/s)
軋件在軋制過程中存在與軋輥表面及周圍空氣的熱傳導、對流以及熱輻射三類傳熱現象,對于熱邊界條件,取環境溫度為20 ℃,軋件的輻射率為0.8,軋件與軋輥的熱交換系數為15~20 kW·(m2·℃)-1,軋件與空氣的熱交換系數為0.2~0.5 kW·(m2·℃)-1。采用更新的Lagrange算法、Prandtl-Reuss流動方程以及Von Mises屈服準則等彈塑性理論進行熱連軋過程的數值模擬。
2.2 400×300連鑄坯方框偏析有限元模擬結果
2.2.1 粗軋方框偏析模擬結果
圖2a所示為400 mm×300 mm連鑄坯的原始方框偏析形狀與尺寸,其方框偏析形狀為矩形。圖2b~圖2g為粗軋各道次的方框偏析演變結果,其坯料中心部位具有矩形形狀的方框偏析仍然存在,只不過是在形狀與大小方面經過軋制塑性變形后有了一定的改變。各道次方框偏析大小見表6所示。從表中可知,粗軋道次中的方框偏析的長寬比值為1.027~1.549 ∶1,方框偏析的變化與箱型孔型尺寸和軋制過程中的壓下制度有關。
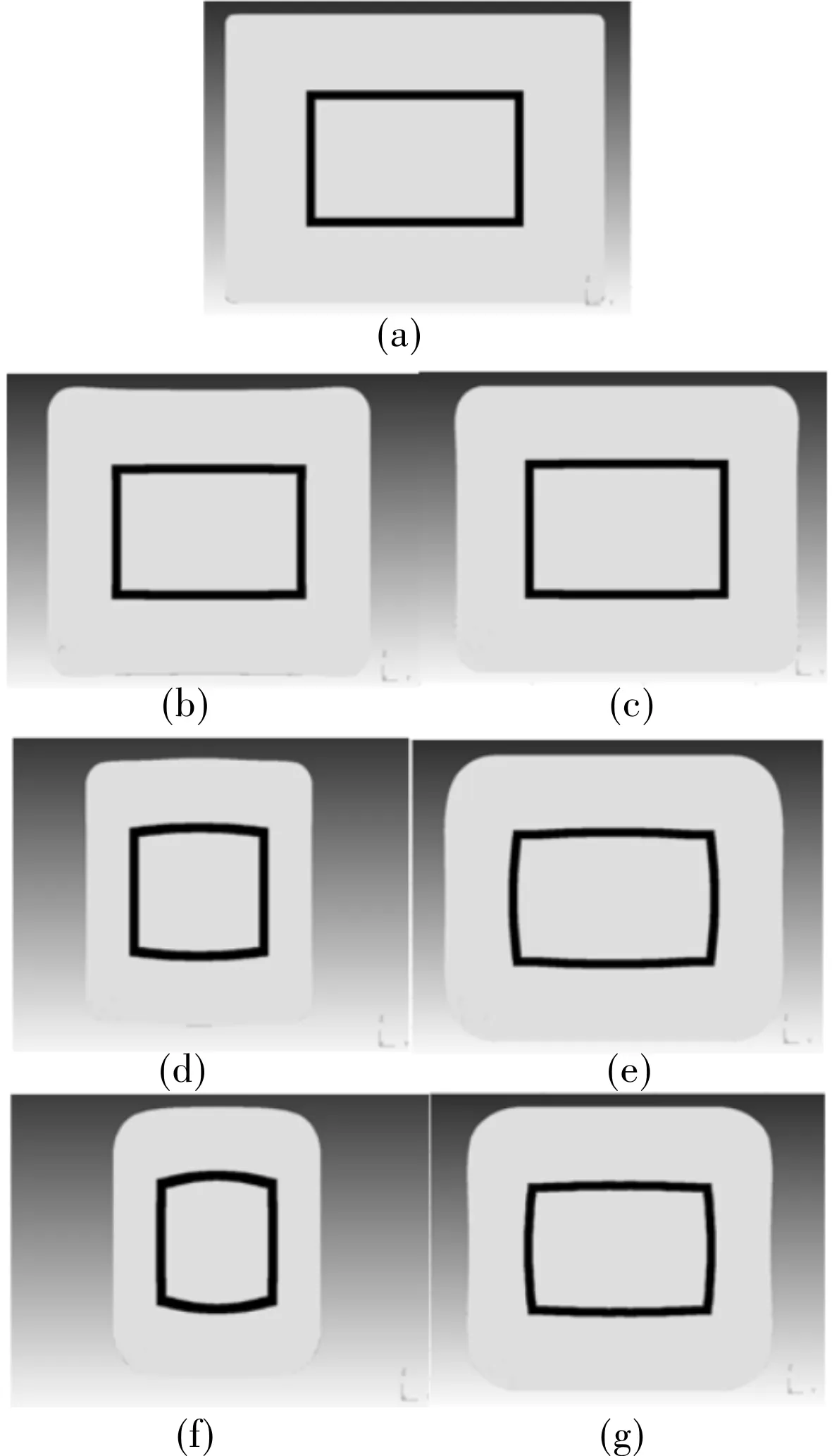
圖2 矩形連鑄坯粗軋方框偏析演變規律
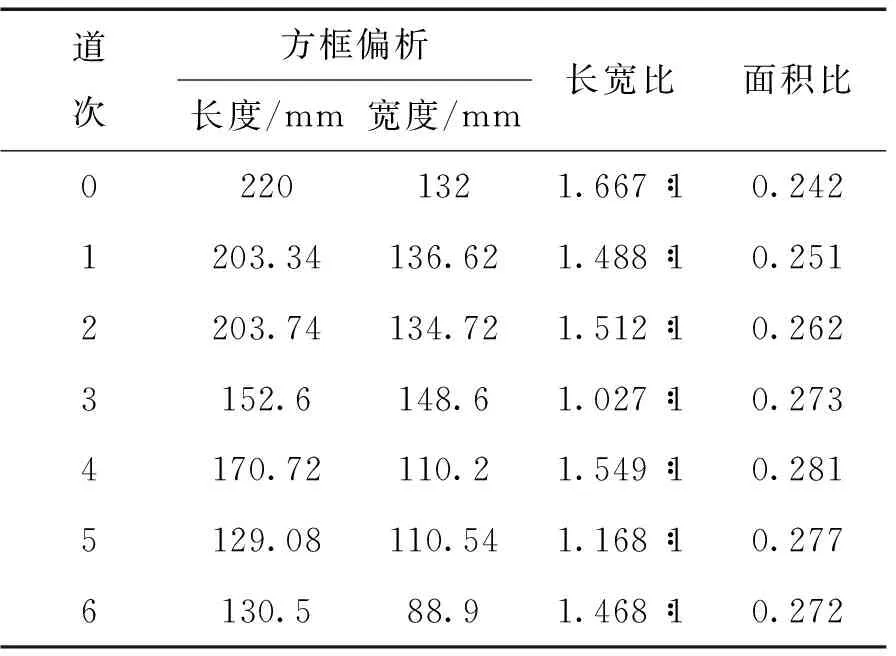
表6 矩形連鑄坯粗軋方框偏析演變規律
連鑄坯經過粗軋后雖然方框偏析區的長寬比縮小,但占整個橫截面的面積比增大了。
2.2.2 中、精軋方框偏析模擬結果
粗軋坯220 mm×200 mm繼續軋制,中、精軋各道次方框偏析演變結果如圖3所示,其中圖3h~圖3q對應φ60 mm棒材,圖3h~圖3m、圖3n′、圖3o′對應φ80 mm棒材,圖3h~圖3k、圖3l′、圖3m′對應φ105 mm棒材,各道次方框偏析的尺寸見表7~表9。φ80mm的軋制道次7~12、φ105mm的軋制道次7~10都與表7中φ60 mm的軋制道次相一致。

圖3 矩形連鑄中、精粗軋方框偏析演變規律
圖3和表7~9分析可知,通過粗、中、精軋12~16道次的軋制演變規律發現,400 mm×300 mm的連鑄坯的方框偏析可以通過合理的壓下制度軋制成成品棒材的近似方形的方框偏析。但是從成品棒材的方框偏析可知,其方框偏析區的長寬比雖然縮小,但是占整個橫截面的面積比卻遞增了。
φ60 mm棒材在中、精軋道次中,方框偏析在橢圓孔型中的長寬比值大約為2.193~2.581 ∶1,在其圓孔型中的長寬比值大約為1.083~1.226 ∶1。

表7 φ60 mm中、精軋方框偏析演變規律

表8 φ80 mm中、精軋方框偏析演變規律
φ80 mm棒材在中、精軋道次中,方框偏析在橢圓孔型中的長寬比值大約為1.932~2.581 ∶1,在其圓孔型中的長寬比值大約為1.082~1.184 ∶1。

表9 φ105 mm中、精軋方框偏析演變規律
φ105 mm棒材在中、精軋道次中,方框偏析在橢圓孔型中的長寬比值大約為2.010~2.581 ∶1,在其圓孔型中的長寬比值大約為1.082~1.184 ∶1。
2.3 φ390 mm連鑄坯方框偏析有限元模擬結果
2.3.1 粗軋方框偏析模擬結果
圖4a所示為φ390 mm連鑄坯的原始方框偏析形狀與尺寸,其方框偏析形狀為圓形。圖4b~圖4g為粗軋各道次的方框偏析演變結果,其坯料中心部位具有矩形形狀的方框偏析仍然存在,只不過是在形狀與大小方面經過軋制塑性變形后有了一定的改變。各道次方框偏析大小見表10 所示。從表中可知,粗軋道次中的方框偏析的長寬比值為1.063~1.527 ∶1,φ390 mm圓形連鑄坯方框偏析由圓形方框偏析逐漸演變成雙圓弧橢圓形方框偏析。

圖4 圓形連鑄坯粗軋方框偏析演變規律

表10 圓形連鑄坯粗軋方框偏析演變規律
圓形連鑄坯經過粗軋后方框偏析區的長寬比縮小,但占整個橫截面的面積比反而增大了。
2.3.2 中、精軋方框偏析模擬結果
粗軋坯220 mm×200 mm繼續軋,中、精軋各道次方框偏析演變結果如圖5所示,其中圖5h~圖5q對應φ60 mm棒材,圖5h~圖5m、圖5n′、圖5o′對應φ80 mm棒材,圖5h~圖5k、圖5l′、圖5m′對應φ105 mm棒材,各道次方框偏析的尺寸見表11~表13。φ80 mm的軋制道次7~12、φ105 mm的軋制道次7~10都與表11中φ60 mm的軋制道次相一致。

圖5 矩形連鑄中、精粗軋方框偏析演變規律

表11 φ60mm中、精軋方框偏析演變規律
圖5和表11~13分析可知,通過粗、中、精軋的12~16道次的軋制演變規律發現,φ390 mm的方框偏析可以通過合理的壓下制度軋制成成品棒材的方形的方框偏析。數值模擬結果表明,圓形連鑄坯所占整個橫截面的面積比值較300 mm×400 mm連鑄坯的方框偏析略有增加。
φ60 mm棒材在中、精軋道次中,方框偏析在橢圓孔型中的長寬比值大約為2.125~2.159 ∶1,在其圓孔型中的長寬比值大約為1.015~1.060 ∶1。

表12 φ80 mm中、精軋方框偏析演變規律
φ80 mm棒材在中、精軋道次中,方框偏析在橢圓孔型中的長寬比值大約為1.756~2.125 ∶1,在其圓孔型中的長寬比值大約為1.015~1.093 ∶1。

表13 φ105 mm中、精軋方框偏析演變規律
φ105 mm棒材在中、精軋道次中,方框偏析在橢圓孔型中的長寬比值大約為1.955~2.125 ∶1,在其圓孔型中的長寬比值大約為1.000~1.036 ∶1。
2.4 兩種連鑄坯成品棒材方框偏析對比分析
通過表14可知,兩種連鑄坯連軋成成品棒材方框偏析的長寬比值有所區別,300 mm×400 mm連鑄坯連軋成的成品棒材方框偏析長寬比值1.08~1.18 ∶1,形狀為近似方形,占整個橫截面面積比值為0.31~0.319;φ390 mm連鑄坯連軋成成品棒材方框偏析長寬比值1.00~1.046 ∶1,成品棒材方框偏析的形狀為方形,并且高度對稱,占整個橫截面面積比值為0.34~0.421。

表14 兩種連鑄坯成品棒材方框偏析對比
通過對比兩種連鑄坯連軋成成品棒材方框偏析的數據明顯得知,圓形連鑄坯軋制成成品棒材的方框偏析,其長寬比值優于矩形連鑄坯軋制成成品棒材的方框偏析,然而從占整個橫截面面積比值而言,圓形連鑄坯軋制成成品棒材的方框偏析面積比比矩形連鑄坯軋制成成品棒材的方框偏析面積比略有增加。
3 方框偏析軋制演變的實驗研究
3.1 實驗材料與方法
實驗所用材料為某鋼鐵廠轉爐生產的20CrMnTiH齒輪鋼,采用轉爐熔煉→爐外精煉→真空脫氣→連鑄→熱軋成棒材,其化學成分內控標準如表15所示。

表15 20CrMnTiH齒輪鋼化學成分 %
實驗方法:
(1)低倍分析:為了研究連鑄坯方框偏析在熱軋過程中的演變規律,需要觀察連鑄坯在不同生產階段的方框偏析情況。本文分別在連鑄坯、粗軋階段、成品棒材階段取樣。取樣厚度為20 mm厚的低倍試樣,試樣經帶鋸切割后在銑床上精銑后,用20%的硝酸酒精溶液進行低倍酸洗。低倍酸洗后,用普通照相機拍攝低倍組織照片。
(2)碳成分檢測:分別對連鑄坯、粗軋坯、成品棒材取樣。取樣時用φ3 mm的鉆頭,每次鉆孔時,先打磨鋼材表面,然后鉆取約3~5 g的樣。取樣位置如圖6所示。

圖6 不同試料鉆孔取樣示意圖
(3)硬度檢測:采用布氏硬度計取樣打硬度。測試方法如下:先對測試物體表面進行打磨、拋光,再選用直徑為10 mm的硬質合金球,以3 000 kg的試驗力壓入試樣表面,并保持30 s時間后卸除試驗力,在試樣表面留下球形壓痕直徑。采用顯微硬度計讀取數值并查找標準布氏硬度值表。
3.2 300 mm×400 mm連鑄坯方框偏析的演變
3.2.1 低倍分析
300 mm × 400 mm連鑄坯、220 mm×200 mm粗軋坯、φ60 mm、φ80 mm、φ105 mm成品棒的低倍分析圖片如圖7所示。

圖7 300 mm×400 mm連鑄坯方框偏析演變低倍照片
20CrMnTiH齒輪鋼采用300 mm × 400 mm連鑄坯型生產,其方框偏析如圖7a所示。從圖中可以發現,連鑄坯凝固組織分為三層,分別由表面細晶區、發達的柱狀晶區以及中心等軸晶區組成。發達的柱狀晶區和中心等軸晶區存在有化學成分偏析、疏松等缺陷。方框偏析的存在會對熱軋成品棒材的成分、組織和力學性能以及后續的熱處理變形產生嚴重影響。
從圖中可以看到,300 mm × 400 mm連鑄坯型的方框偏析是個明顯的矩形,尺寸大約為220 mm×132mm,長寬比約為1.67,占整個橫截面的面積比約為0.242。
圖7b所示為300 mm×400 mm連鑄坯型軋成粗軋坯220 mm×200 mm的橫截面低倍圖片。
從圖中可知,300 mm×400 mm連鑄坯中大量大尺寸的柱狀晶經過軋制以后已經破碎而難以觀察,但是連鑄坯心部具有矩形形狀的方框偏析仍然存在,并且有了一定的變化。經過低倍觀察與測量,尺寸約為128 mm×87 mm,長寬比1.47,占整個橫截面的面積比約為0.26。與300 mm×400 mm連鑄坯的方框偏析相比,其長寬比值雖然經過粗軋后有所變小,但是占整個橫截面的面積比值卻增大了。
圖7c~圖7e分別為φ60 mm、φ80 mm、φ105 mm成品棒材的橫截面低倍照片。從圖中可以發現,三種成品棒材的方框偏析均近似方形,且均高度對稱,中央部分呈現白色方框,框內表面相對粗糙,色淺。方框偏析外面為較深的矩形環,隨后是色較淺的一圈至表面。
方框偏析尺寸、長寬比以及占整個橫截面的面積比見表16。表16顯示,三種規格的成品棒材實驗數據的方框偏析與數值模擬的方框偏析比較吻合。

表16 300 mm×400 mm連鑄坯成品棒材方框偏析實驗數據
3.2.2 碳成分檢測
表17為300 mm×400 mm連鑄坯、220 mm×200 mm粗軋坯以及三種成品棒材橫截面上碳元素的分布情況。從表中可知,連鑄坯的碳元素分布沒有明顯異常,中心與邊緣的碳元素分布比方框偏析區域的碳元素分布低。這符合連鑄坯在凝固過程中的溶質再分配理論。
220 mm×200 mm粗軋坯、φ60 mm、φ80 mm、φ105 mm成品棒材的橫截面上碳元素的分布均沒有明顯異常,與300 mm×400 mm連鑄坯的碳元素分布狀態基本一致,均是中心與邊緣的碳元素分布比方框偏析區域的碳元素分布低。這說明連鑄方坯經過粗軋后,其橫截面上碳元素的分布情況沒有發生明顯改變。

表17 300 mm×400 mm連鑄坯、粗軋坯及成品棒碳成分檢測
3.2.3 硬度檢測
硬度檢查是碳成分偏析和金相組織最直接的反映,連鑄坯、粗軋坯、三種成品棒的布氏硬度分布情況如圖8所示。其中圖9a連鑄坯中心及邊緣的硬度均低于方框偏析區的硬度分布,方框偏析區的硬度偏高的原因主要是存在化學成分不均勻導致。從圖中還發現,雖300 mm×400 mm連鑄坯存在方框偏析,但是并沒有存在異常嚴重的化學成分偏析現象。

圖8 300 mm×400 mm連鑄坯方框偏析演變硬度檢測
圖8b所示為300 mm×400 mm連鑄坯型軋成粗軋坯220 mm×200 mm的橫截面布氏硬度分布情況,從圖中可知,粗軋坯220 mm×200 mm的橫截面上中心與邊緣的硬度比方框偏析附近的硬度稍低,這種硬度分布規律與連鑄坯的硬度分布規律較一致。
圖8c~圖8e分別為φ60 mm、φ80 mm、φ105 mm成品棒材的硬度分布情況,從圖中可知,除冷卻溫度影響外,成品棒材的中心硬度偏低,成品棒材方框偏析附近硬度較高,這與連鑄坯碳的方框偏析是具有一致性,這充分說明連鑄坯的方框偏析具有遺傳性,也符合熱軋棒材的硬度分布規律。
3.3 φ390 mm連鑄坯方框偏析的演變
3.3.1 低倍分析
φ390 mm連鑄坯型、220 mm×200 mm粗軋坯、φ60mm、φ80 mm、φ105 mm成品棒材的低倍分析圖片如圖9所示。

圖9 φ390 mm連鑄坯方框偏析演變低倍照片
φ390 mm連鑄坯型的方框偏析如圖9a所示。從圖中可以發現,連鑄坯凝固組織分為三層,分別由表面細晶區、發達的柱狀晶區以及中心等軸晶區組成。其發達的柱狀晶區和中心等軸晶區存在有化學成分偏析、疏松等缺陷,這種連鑄坯方框偏析的形狀和大小與連鑄坯型密切相關,同時這種方框偏析的存在會對熱軋成品棒材的成分、組織和力學性能以及后續的熱處理變形產生嚴重影響。
從圖中可以看到,φ390 mm連鑄坯型的方框偏析是個明顯的圓形,其方框偏析尺寸大約為200 mm×200 mm,方框偏析長寬比約為1.0,占整個橫截面的面積比約為0.263。
圖9b為φ390 mm連鑄坯軋制成粗軋坯的橫截面低倍圖片。從圖中可知,φ390 mm連鑄坯中大量大尺寸的柱狀晶經過軋制以后已經破碎而難以觀察,但是連鑄坯心部具有矩形形狀的方框偏析仍然存在,并有了一定的變化。經過低倍觀察與測量,尺寸約為130 mm×95mm,長寬比1.37,占整個橫截面的面積比約為0.289。與φ390 mm連鑄坯的方框偏析相比,其長寬比值雖然經過粗軋后有所變小,但占整個橫截面的面積比值卻增大了。
圖9c~圖9e分別為φ60 mm、φ80 mm、φ105 mm成品棒材的橫截面低倍照片。從圖中發現,三種成品棒材的方框偏析均近似圓形,且對稱性高,中央部分呈現白色方框,框內表面相對粗糙,色淺。方框偏析外面為較深的矩形環,隨后是色較淺的一圈至表面。
方框偏析尺寸、長寬比以及占整個橫截面的面積比見表18
表18顯示,三種規格的成品棒材現場實驗數據的方框偏析與數值模擬的方框偏析十分吻合。

表18 φ390 mm連鑄坯成品棒材方框偏析實驗數據
3.3.2 碳成分檢測
φ390 mm連鑄坯的橫截面上碳元素的分布情況與300 mm×400 mm連鑄坯類似,中心與邊緣的碳元素分布比方框偏析區域的碳元素分布低,碳元素分布沒有明顯異常。粗軋坯220 mm × 200 mm、φ60 mm、φ80 mm、φ105 mm三種成品棒材的碳元素分布均保持中心與邊緣的碳元素分布比方框偏析區域的碳元素分布低的規律,這說明連鑄方坯經過粗軋后,其橫截面上碳元素的分布情況沒有發生明顯改變,與矩形連鑄坯的成品棒材軋制演變規律一致。
3.3.3 硬度檢測
連鑄坯、粗軋坯、三種成品棒的布氏硬度分布情況如圖10所示。
從圖10a中可知,連鑄坯中心及邊緣的硬度均低于方框偏析區的硬度分布,方框偏析區的硬度偏高的原因主要是存在化學成分不均勻導致。從圖10中還發現,雖φ390 mm連鑄坯存在方框偏析,但是并沒有存在異常嚴重的化學成分偏析現象。

圖10 φ390 mm連鑄坯方框偏析演變硬度檢測
圖10b所示為φ390 mm連鑄坯型軋成粗軋坯220 mm×200 mm的橫截面布氏硬度分布情況,從圖中可知,粗軋坯220 mm×200 mm的橫截面上中心與邊緣的硬度比方框偏析附近的硬度稍低,這種硬度分布規律與矩形連鑄坯的硬度分布規律相一致。
圖10c~圖10e為φ60 mm、φ80 mm、φ105 mm成品棒材的硬度分布情況,從圖中可知,成品棒材的硬度分布與矩形連鑄坯的成品規格分布類似,也是中心硬度偏低,方框偏析附近硬度較高,充分說明圓形連鑄坯的方框偏析具有遺傳性,也符合熱軋棒材的硬度分布規律。
4 結論
本論文系統研究了20CrMnTiH齒輪鋼連鑄坯方框偏析在不同軋制過程中的演變規律,分析了300 mm×400 mm矩形連鑄坯與φ390 mm圓形連鑄坯的方框偏析在連鑄坯型、粗軋坯型、成品棒材等階段的低倍組織、橫截面硬度、化學成分分析,并結合有限元數值模擬技術系統分析了300 mm×400 mm矩形連鑄坯與φ390 mm圓形連鑄坯的方框偏析在每一道次的變形情況,包括方框偏析長寬比、占整個橫截面的面積比等。通過以上研究得出了以下結論:
(1) 20CrMnTiH齒輪鋼連鑄坯方框偏析形狀受連鑄結晶器影響,但是兩種不同形狀的連鑄坯方框偏析對棒材的方框偏析影響不大,起決定作用的是軋制過程中每個道次變形量。
(2)20CrMnTiH齒輪鋼連鑄坯, 300 mm × 400 mm矩形連鑄坯的方框偏析在軋制成品階段,其方框偏析呈近似方形;φ390 mm圓形連鑄坯的方框偏析在軋制成品階段,其方框偏析呈圓形,且對稱性高。
(3) 300 mm×400 mm矩形連鑄坯方框偏析的長寬比值在粗軋階段、棒材成品階段對于φ390 mm圓形連鑄坯方框偏析而言,其長寬比值要大。
(4) 300 mm×400 mm矩形連鑄坯方框偏析占整個橫截面的面積比值在粗軋階段、棒材成品階段對于φ390 mm圓形連鑄坯方框偏析而言,其占整個橫截面的面積比值相對而言略有減小。
(5) 20CrMnTiH齒輪鋼的兩種連鑄坯其連鑄坯型、粗軋坯型、成品棒材所得硬度分布和化學成分檢測分布沒有發現明顯異常。
(6)目前研究分析可知,對于改善成品棒材的方框偏析而言,φ390 mm圓形連鑄坯比300 mm×400 mm矩形連鑄坯稍好。
