
基于OCTOPUZ 的工業機器人工作站虛擬仿真
2023-03-23 07:44:58康國坡張冰潔吳立華黃佳祿
機電工程技術 2023年2期
康國坡,張冰潔,吳立華,畢 輝,黃佳祿
(1.廣東理工職業學院,廣州 510091;2.巨輪(廣州)智能裝備有限公司,廣州 510700)
0 引言
隨著傳統工廠向智能化工廠的轉變,作為智能制造重要組成的工業機器人工作站越來越受到重視。智能化產線一般由工業機器人工作站或者由多個工作站組成,工藝復雜、設備投入大、現場調試難度大,為了解決現場調試難度大的問題,虛擬仿真調試技術已經逐漸應用在工業機器人工作站和智能化生產線的調試上。
目前很多學者針對工作站(線)的虛擬仿真調試做了大量的研究工作。孫立新等[1]利用RobotStudio構建了工業機器人分揀工作站,創建了工業機器人I/O 信號和連接方式,通過時間管理器仿真氣缸的不同姿態動作,設定了機器人和手爪氣缸之間的工作站邏輯關系,用Smart組件模擬PLC 完成了機器人工作站的離線編程和仿真。趙錫恒[2]、李慧[3]和文志浩等[4]基于RobotStudio進行工業機器人裝配工作站或打磨工作站的仿真應用,著重運用Smart 組件合理解決軟件及其仿真機制衍生的問題;高茂源等[5]利用RobotStudio 和SolidWorks 搭建了機器人上下料智能工作站,通過仿真運行工作站、分析優化了機器人的作業性能,從而實現了數控機床自動上下料的仿真與優化。吳雁等[6]通過需求分析、功能分解仿真序列設定,利用MCD平臺完成了自動上下料機械手的虛擬仿真的工作,其亮點在于MCD平臺的多系統的集成、概念建模及模擬仿真、知識的重用等優勢,打破了現有的機電一體化產品概念設計的模式;鄭魁敬等[7]、王俊杰等[8]和蔡文站等[9]在MCD中建立被控對象的虛擬模型,采用OPC技術實現MCD與外部PLC的信號交互,建立了虛擬調試平臺。
上述虛擬仿真的研究基本采用了用工業機器人控制工作站所有設備的方式或者PLC 控制虛擬設備,而實際上由于工業機器人I/O 端口數量的限制,大多采用PLC進行工業機器人工作站其他設備的控制,工業機器人一般只直接控制其末端設備,存在仿真與實際設備不符的問題。本文通過仿真軟件OCTOPUZ 搭建指尖陀螺生產線中的工業機器人裝配工作站動態仿真模型來探討此類仿真的一般方法。仿真工作站由外部PLC 進行控制,真實模擬現場設備,對真實的生產做出預判并指導現場調試,以提高設備調試效率。
1 工業機器人裝配工作站
1.1 OCTOPUZ介紹
OCTOPUZ[10-11]是一款用于制作數字化工廠與工業機器人編程仿真軟件解決方案的軟件。它可將工業機器人、電氣及周邊設備進行三維虛擬仿真,根據用戶需求快速的建立智能生產線的仿真模擬并進行工程規劃、工程驗證、工藝分析、邏輯驗證等工作,整合物流、人機工程及物理仿真模擬功能,幫助企業在研發前期進行調試分析、產能確認等,提升行業競爭力。
1.2 指尖陀螺生產線
指尖陀螺生產線采用軟件模型庫中的工業機器人和數控機床、數控銑床,其他模型(倍速鏈、壓裝裝置等)先在三維軟件SolidWorks 中創建模型,再導入到OCTOPUZ后進行屬性設置,利用PnP功能將各個模型進行布置,完成指尖陀螺生產線模型的布置,如圖1 所示;其中的工業機器人裝配工作站的模型和結構如圖2—3 所示,主要包含工業機器人、壓裝裝置、倍速鏈機器控制器、成品料盤以及各種虛擬傳感器;裝配工作站的任務是將指尖陀螺的端蓋和本體由工業機器人運至壓裝裝置,壓裝成指尖陀螺后,再由工業機器人搬運至成品料盤,整個過程由PLC進行控制。
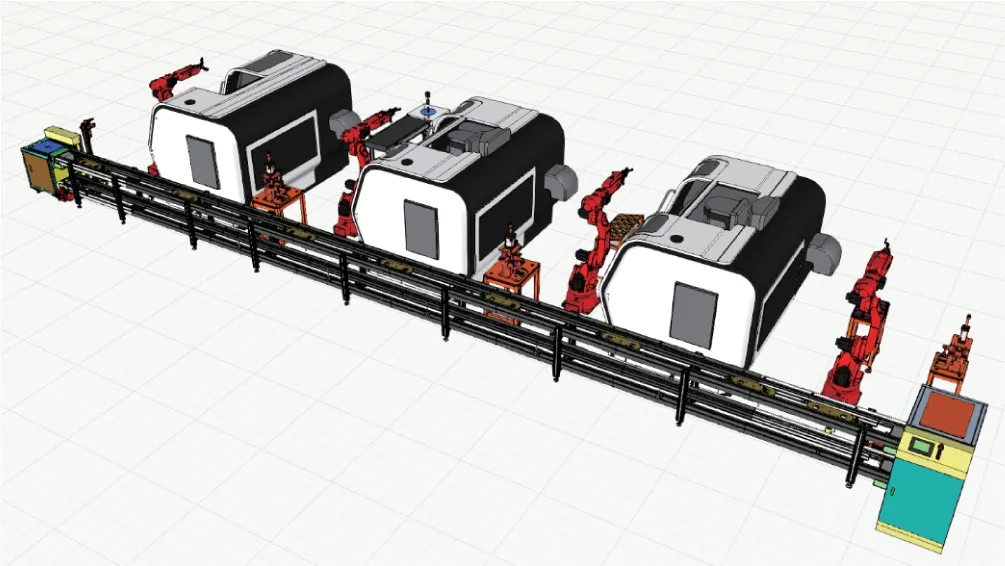
圖1 指尖陀螺生產線模型
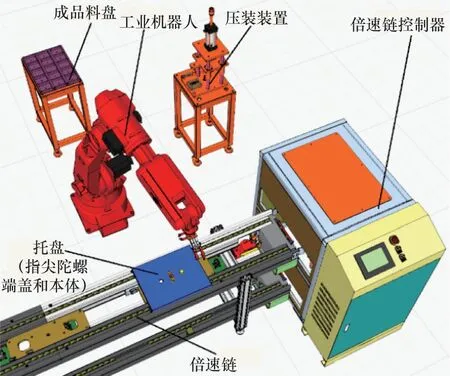
圖2 工業機器人裝配工作站仿真模型
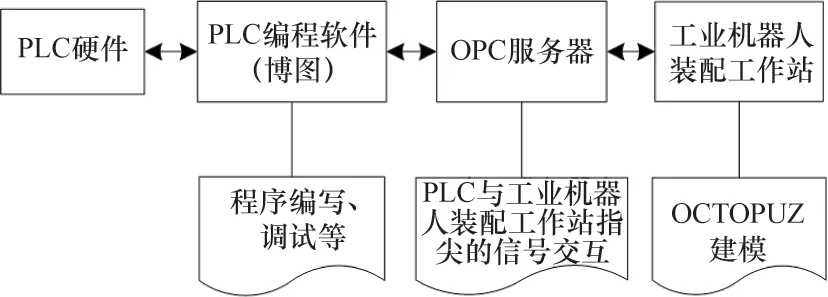
圖3 工業機器人裝配工作站總體結構
2 工作站仿真系統設計
2.1 工作站工作流程分析
工作站中PLC是核心,是整個系統的控制中心。料盤、工業機器人、壓裝裝置等設備的工作狀態都會發給PLC。PLC可以實時監控工作站中各部件的位置、狀態等信息,并根據設備當前的狀態信息和預設的控制邏輯下達控制指令,實現工作站各設備的協同工作。仿真系統啟動后,PLC檢測工業機器人的狀態,合格后發出啟動信號,仿真工業機器人接到搬運信號后,按照順序把在托盤上的端蓋和本體運到壓裝裝置的指定的裝配位置,指尖陀螺完成壓裝后,工業機器人將組裝好的指尖陀螺運至成品料盤。本例中采用西門子PLC S7 - 1200(1212C),博圖TIA V16。仿真工作站的工作流程如圖4所示。
2.2 仿真程序編寫
根據工作任務和工作流程要求,編寫PLC控制程序和OCTOPUZ中機器人裝配工作站的仿真程序。
2.2.1 PLC程序編寫依據圖4 的工作站工作流程及其控制要求編寫PLC控制程序,控制程序主要包含幾個功能模塊:機器人上下料檢測控制模塊、壓裝控制模塊、托盤輸送及舉升模塊等。程序編寫完成后,先進行編譯下載到PLC,單獨測試無誤后再進行下一步的聯合測試。

圖4 工業機器人裝配工作站的簡易工作流程圖
2.2.2 OCTOPUZ仿真工業機器人程序編寫
根據工作站工作流程對工業機器人布置詳細的工作任務,然后據此編寫工業機器人程序。啟動時,工業機器人處于工作原點,接收到PLC 的搬運信號后,將托盤上的前端蓋、旋轉翼、后端蓋依次搬運到壓裝工位,退出到安全位置后,發送要求壓裝信號給PLC;收到機器人可取料的信號后,工業機器人將裝配后的指尖陀螺放到成品倉之后返回工作原點,等待下次的搬運命令。
2.3 建立PLC與OCTOPUZ的通信
為了實現上述功能,在具備PLC 和工業機器人各自的程序前提下,還需要解決PLC和仿真軟件OCTOPUZ之間的通信。本文采用OPC(OLE for process control)協議。OPC 協議是自動化行業及其他行業用于數據安全交換時的安全標準,可以獨立于平臺并確保多個廠商設備之間信息的無縫傳輸,解決了數據源控制系統和數據源之間的數據交互問題[11-13]。西門子S7-1200 PLC(固件版本V4.0 以上)支持OPC 服務器功能,通過設置其內部的OPC UA 通信,可實現以OPC 技術為通信橋梁的數據通信[14-15],而OCTOPUZ 也提供了OPC 附加功能插件,支持讀寫OPC 數據。因此,將PLC 作為OPC服務器,OCTOPUZ 作為OPC 客戶端,無須開發特定程序,即可實現PLC與OCTOPUZ的數據交換,如圖5所示。
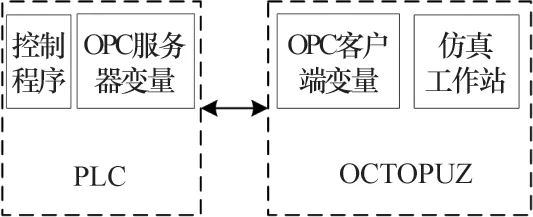
圖5 基于OPC 技術的PLC與OCTOPUZ數據交換
2.3.1 在PLC中創建OPC服務器
首先在博圖軟件的設備組態中激活OPC UA服務器,然后在OPC UA欄中創建OPC服務器(命名為SIEMENSPLC),最后在服務器接口中添加所有需要與OCTOPUZ交互的變量,完成PLC中OPC服務器的創建,如圖6所示。
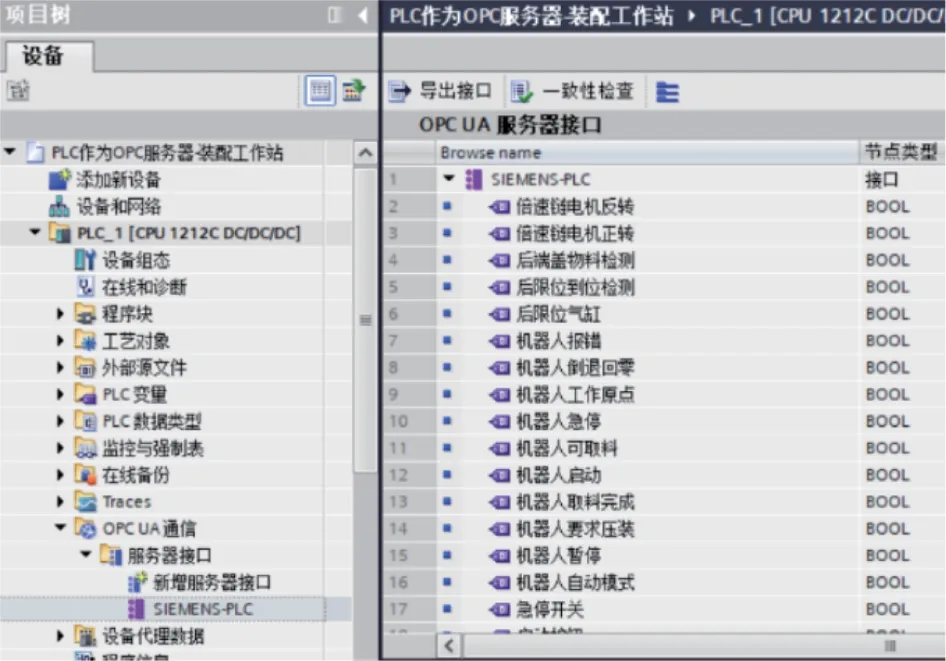
圖6 PLC中OPC服務器的創建(截取部分變量)
2.3.2 在OCTOPUZ中創建OPC客戶端
首先在軟件選項中激活“連通性”插件,然后在“連通性”下的OPC UA中開啟服務器。其中模擬至服務器是指信號從OCTOPUZ傳送到PLC,而服務器至模擬則是指OCTOPUZ接收PLC發送的信號。
應用OCTOPUZ OPC 模擬服務器中的信號映射命令(選中對),可將OCTOPUZ 工業機器人工作站的輸出信號與OPC服務器傳遞的PLC輸入信號建立映射關系,如將OCTOPUZ 工業機器人工作站中的壓裝工位檢測的傳感器信號與PLC中壓裝工位檢測的輸入信號進行信號映射命令(選中對),配對完成后,虛擬結構下變量旁邊會出現已經配對的符號,如圖7(a)所示;同樣可將OCTOPUZ工業機器人工作站的輸入信號與OPC 服務器傳遞的PLC輸出信號建立映射關系,這樣OCTOPUZ 中的工業機器人工作站的輸入輸出信號就與PLC 的輸入輸出建立了連接,實現了信息的實時交互,如圖7(b)所示。
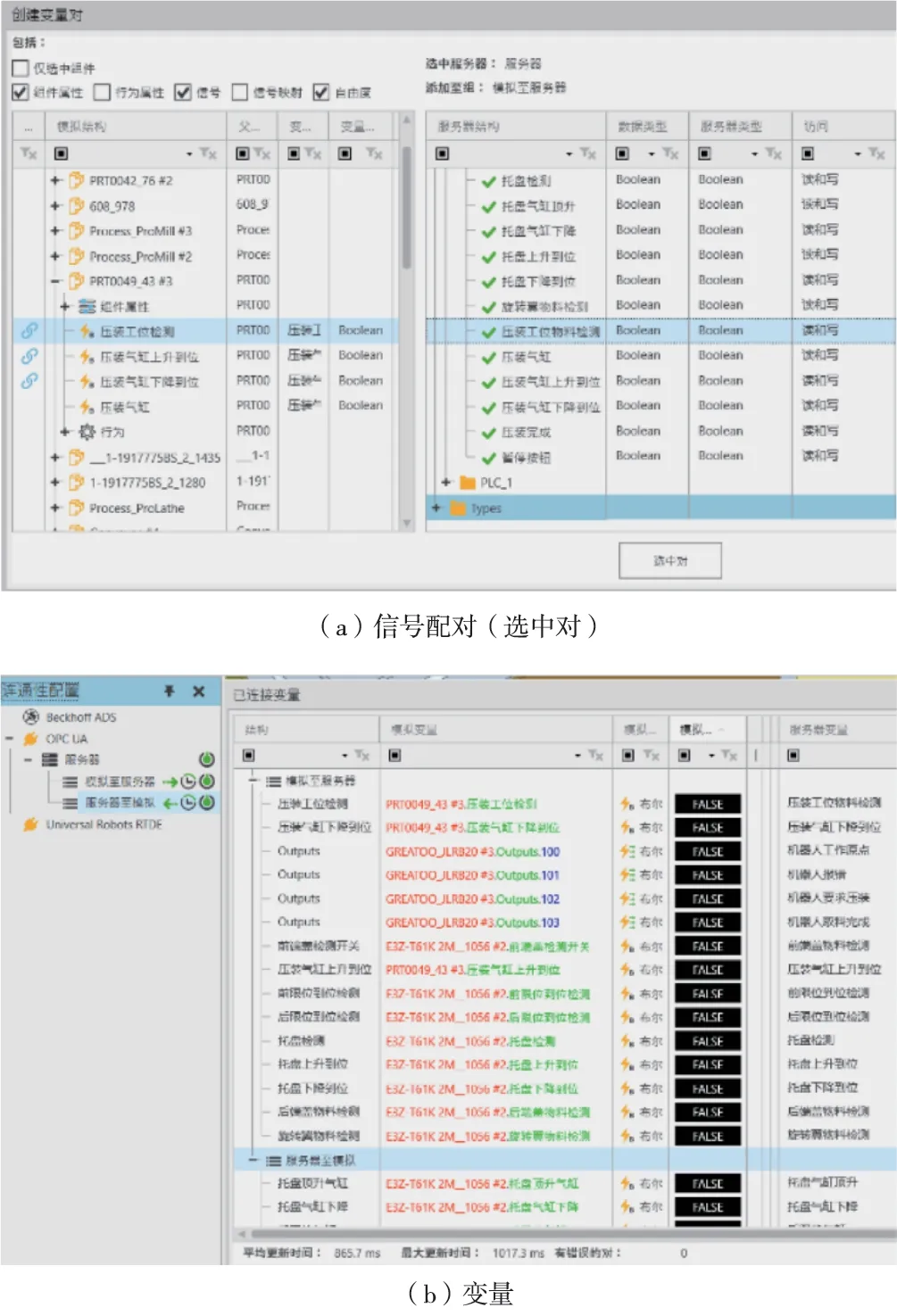
圖7 OCTOPUZ中OPC客戶端的創建(截取部分變量)
3 PLC與工作站聯合虛擬仿真和結果分析
在電腦端將編輯調試好的PLC程序下載到PLC硬件并啟動,同時開啟OCTOPUZ的工作站仿真。系統仿真啟動后,PLC首先檢測工業機器人是否在工作原點,如果在工作原點狀態則發出倍速鏈電機正轉信號,PLC 檢測到托盤及上端蓋、旋轉翼、下端蓋3 個工位都有物料的虛擬傳感器信號后,給仿真軟件的工業機器人發出機器人啟動信號,工業機器人在接到啟動信號后執行搬運程序,如圖8(a)所示,將上端蓋、旋轉翼、下端蓋都運到壓裝工位,在退出到安全位置后,給PLC 發送請求壓裝的信號。
PLC接到工業機器人請求壓裝的信息后,給壓裝裝置發出壓裝開始信號,如圖8(b)所示,在PLC接收到壓裝氣缸上升到位的虛擬傳感器信號后,給工業機器人發出指尖陀螺壓裝完成的信號,工業機器人接收到信號后,執行把指尖陀螺搬運至成品料倉的程序,如圖8(c)所示。此時一個指尖陀螺裝配的工作過程仿真結束,下一個工作周期開始,直至仿真停止。
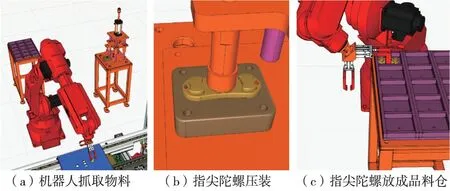
圖8 指尖陀螺仿真裝配過程
工業機器人仿真工作站借助OPC進行PLC與仿真軟件的數據交互,實現了工業機器人程序和PLC 程序在OCTOPUZ中的聯合虛擬調試,工作站各單元運行正常,驗證了基于OCTOPUZ 的工業機器人工作站虛擬調試方案的有效性以及工業機器人程序和PLC 程序的正確性。實踐中,在設備搭建前進行仿真調試能提前發現并解決程序問題,提高工作站設計編程和調試的效率。
4 結束語
本文基于仿真軟件OCTOPUZ 的工業機器人裝配工作站虛擬仿真調試方法,通過OPC 實現了西門子PLC 控制信號和仿真軟件中的工作站信號的信號交互,實現了在PLC集成控制下的機器人裝配工作站工作仿真。仿真過程中,這種基于OPC 技術的OCTOPUZ 的工業機器人裝配工作站的虛擬調試,能夠提前發現裝配過程中的工業機器人控制程序、PLC 控制程序和其他機電零部件設計的問題,在虛擬調試階段即解決問題從而節約實際設備調試的成本,提高工程調試效率和安全性。對于PLC控制的工業機器人自動化生產線來說,其設備更為復雜,控制難度更大,這種仿真調試方法可以更快更安全的驗證自動化生產線的零部件設計、PLC 控制程序、機器人控制程序等的正確性。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:25:42
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
