普通虎鉗多功能研究
2023-05-26 02:23:57劉居康
專用汽車 2023年5期
關鍵詞:提高效率

摘要:虎鉗是一種可用于多設備的定位夾緊工具。普通虎鉗定位方式固定、單一,無法滿足現在產品的多樣化需求,在使用中存在較多的缺陷。針對普通虎鉗的缺點,對其進行一定的改進,使其能夠滿足多場合、多產品的使用。改進后虎鉗主要的工作原理為齒輪嚙合。為了能夠滿足兩個活動鉗口同時做相向或背向運動,從而達到運動過程中兩活動鉗口之間自動定心,就需要通過旋轉小錐齒輪帶動大錐齒輪旋轉。另外,加裝一定的定位裝置,對減少工作量提高效率與保證產品質量有非常大的幫助。
關鍵詞:虎鉗;定位;提高效率
中圖分類號:TG93? 收稿日期:2023-04-02
DOI:10.19999/j.cnki.1004-0226.2023.05.020
1 前言
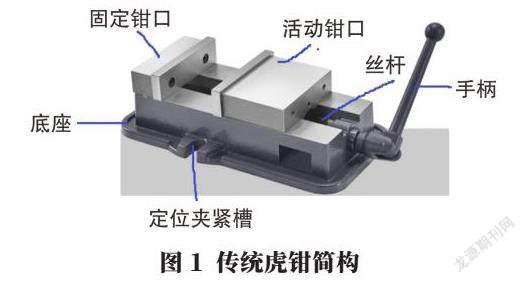
虎鉗是一種常用在鉗工車間、機械加工車間的夾具,一般與設備工作臺配合使用。它主要由固定鉗口、活動鉗口、絲桿、底座、定位夾緊槽、手柄等構成。虎鉗主要起對工件的定位與夾緊的作用,適用于平板類零件、異性類零件等,但是局限性較大,夾持對象一般是形狀相對規整的毛坯,同時還存在長時間使用夾緊力下降的現象[1]。
2 傳統虎鉗
傳統虎鉗有一個固定鉗口和一個活動鉗口,即只有一個鉗口可以活動。在裝夾過程中,將工件置于兩鉗口中間,通過手柄帶動絲桿旋轉,進而帶動活動鉗口開合滿足工件的裝夾要求。同時,由于零件的外形不同、大小各異,需要經常開合活動鉗口。因為大部分采用單線螺桿傳動,夾持費時費力,不僅勞動強度高,而且效率低下;同時,對于操作人員來說要求也較高,因為是手動對刀,沒有一定的技術功底容易增加廢品率。圖1所示為傳統虎鉗簡構[2]。
對于需要進行重復定位的加工產品,傳統虎鉗不能更好地設置固定的定位點。現在大部分解決方式是依靠外部定位,每次使用都需要尋找合適的定位裝置并反復調試,直到效果最佳,這就增加了調試時間,降低了生產效率。因此,迫切需要設置側面的定位裝置以解決側定位問題。
在日常使用中還有一個問題會經常困擾大家,傳統虎鉗基本都為開放式,加工過程中的切屑會進入到絲桿中,有時切屑會阻礙絲桿正常的傳動,甚至會加快絲桿的磨損程度,使虎鉗的使用壽命有所縮短。
針對以上問題,擬對普通虎鉗進行改裝,讓虎鉗的結構更加簡單,使安裝與拆卸更加方便,從而提高工件的裝夾速度,也能保證在批量加工中減少重新對刀的次數,提高整體生產效率,節約成本。針對以上問題擬做如下主要改動:鉗口自定心,且都為活動鉗口,并在鉗口處留V形槽;增加定位裝置[3]。
3 改進后的虎鉗
如圖2所示,改進后的虎鉗包含以下構件:編號為13和16的活動鉗口一和二,編號為11的底座,編號為12、14、15的定位裝置。其中底座還包含上下端蓋和大小錐齒輪,在下端蓋上設置固定的大錐齒輪,通過緊固螺栓使上下兩端蓋固定連接,在上端蓋的側面開設一通孔用來安裝小錐齒輪,并且保證與大錐齒輪完好的配合,改進后虎鉗主要的工作原理為齒輪嚙合。
為了能夠滿足兩個活動鉗口同時做相向或背向運動從而達到運動過程中兩活動鉗口之間自動定心,需要通過旋轉小錐齒輪帶動大錐齒輪旋轉。同時,為了提高裝夾效率與保證整體產品加工效率,加裝了一定的定位裝置。
4 改進后虎鉗更好功能的優化
a.實現兩活動鉗口之間自動定心功能。有效地借助齒輪嚙合原理,大錐齒輪與小錐齒輪上設置有相互配合的直齒,使用時用扳手轉動小錐齒輪,通過齒輪傳動帶動大錐齒輪旋轉,這樣就帶動兩個活動鉗口同時閉合或同時松開[4]。
詳細工作說明如下:在下端蓋上固定的大錐齒輪上加工有端面螺紋,齒牙均布于大錐齒輪外圈。上端蓋的側面開有通孔,安裝小錐齒輪,小錐齒輪與大錐齒輪能夠配合。上下兩端蓋的連接采用絕大多數卡盤的連接方法即緊固螺栓。在上端蓋的兩側加工有對稱與中心的起導向作用的T形槽,而兩個活動鉗口能夠更好地滑動并貼合在上端蓋上,正是取決于此T形槽,在兩個鉗口的下方設置有一導向凸臺,大錐齒輪上端導軌與導向凸臺相配合,這樣大大提高了自動定心的可靠性[4]。
b.實現在虎鉗上裝夾圓柱件并且保證圓心位置固定。將V形槽開設在兩個活動鉗口的夾持面上,這樣在對于圓柱狀零件裝夾時保證圓心在同一位置會更加便捷、高效。
c.實現側面定位功能,可以應對多種尺寸的毛坯定位問題。有兩種方式:①側面定位裝置一為L形螺桿定位器,包括夾板、L形螺桿,其中在夾板內設螺紋孔,L形螺桿在長邊方向加工與夾板螺紋孔配合的外螺紋,夾板與鉗口上螺栓相連接,用螺母將夾板與L形螺桿固定連接(圖3側面定位裝置一);②側面定位裝置二為側邊連桿定位器,其中包括活動螺桿、兩個連桿、基座。基座與上端蓋通過T形槽配合插接,在基座上加工螺釘孔并安裝合適內頂絲便于固定在上端蓋上。而連桿一與基座、連桿一與連桿二的連接,從便于調整的角度來考慮,均采用連接軸連接,最后用螺釘固定。活動螺桿通過螺紋與連桿二連接,并且為了避免劃傷工件,活動螺桿的端面采用球面結構(圖4側面定位裝置二)。
d.為了減少鐵屑進入虎鉗,活動鉗身采用探頭式,盡可能避免切屑進入絲桿安裝處,減少磨損。
5 改進后虎鉗的應用案例
5.1 實施案例一
用活動鉗口上V形口對圓柱形零件使進行裝夾,不同直徑不影響圓心位置。將零件放在兩活動鉗口中間,使用扳手轉動小錐齒輪19至工件夾緊為止。
如圖5所示,下端蓋21上固定的大錐齒輪20上具有螺紋導軌18,大錐齒輪20外圈具有齒牙。上端蓋22的側面開有通孔,安裝小錐齒輪19,小錐齒輪19與大錐齒輪20能夠配合。上下兩端蓋的連接采用絕大多數卡盤的連接方法即緊固螺栓。在上端蓋22的兩側加工有對稱于中心的起導向作用的T形槽,而兩個活動鉗口13、16能夠更好地滑動并貼合在上端蓋22上,這取決于此T形槽,在兩個鉗口的下方設置有一導向凸臺16.1,大錐齒輪上端導軌18與導向凸臺16.1相配合。大大提高了自動定心的可靠性。工作時將扳手插入小錐齒輪19上方孔并轉動小錐齒輪19即可達到活動鉗口13與16松開或夾緊的效果。開設有V形槽15的活動鉗口一13、活動鉗口二16起到固定圓柱形零件的作用。圖5在使用時需將安裝在兩活動鉗口上護口板拆卸。
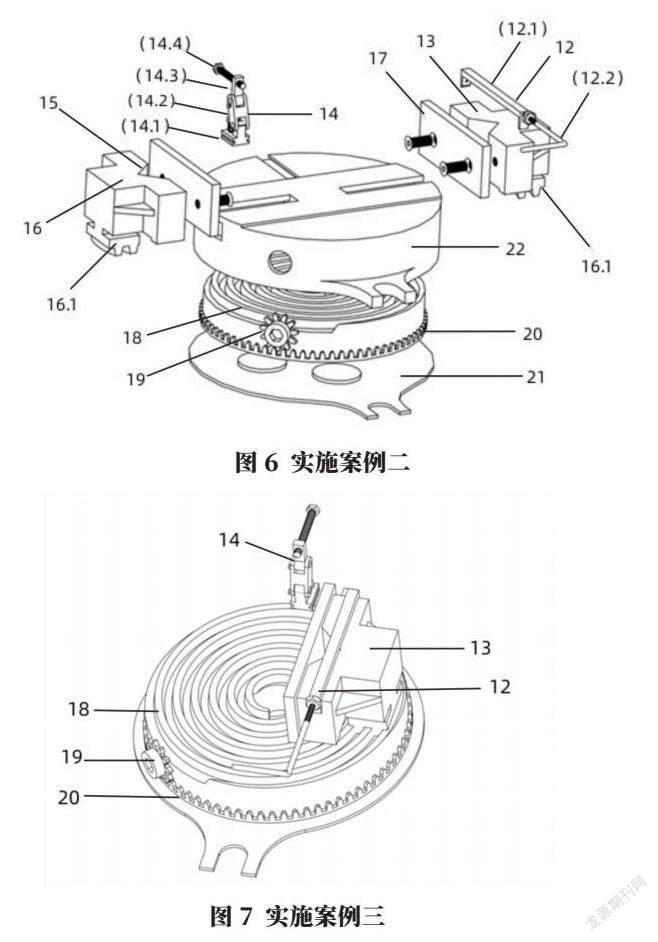
5.2 實施案例二
對于一些工件長度大于鉗口長度的情況夾,其裝夾的重復定位精度借助于活動鉗口13上方固定的L形螺桿定位器12來保證。需要使用時用螺釘固定夾板12.1與活動鉗口12的組合體,將L形螺桿12.2帶有外螺紋的一端擰入夾板12.1上的螺紋孔,根據工件的大小來調整伸出的長度,最終使短邊接觸零件表面,此時使用固定螺母鎖緊位置,然后使用扳手轉動小錐齒輪19至工件夾緊為止[5]。
如圖6所示,虎鉗零部件13、16、16.1、18~22等的表述均與案例一相同,這里不再贅述。L形螺桿定位器12包含兩個部件分別是夾板12.1、L形螺桿12.2,夾板12.1內含螺紋孔。L形螺桿12.2與夾板12.1通過內外螺紋配合連接,用螺栓將夾板12.1連接在鉗口13上, L形螺桿12.2與夾板12.1的固定用螺母[6]。此圖例實施時需將護口板17用螺釘緊固在V形活動鉗口13和16。
5.3 實施案例三
對于一些形狀比較復雜而且尺寸較小的零件的定位,我們使用側邊連桿定位器14來輔助。使用時先根據零件的規格初步調整側邊連桿定位器14與上端蓋22的配合位置,然后插入T形槽并移至該位置,再放置零件與兩活動鉗口之間,接著調整側邊連桿定位器14至合適位置,將內頂絲擰緊固定位置。把活動螺桿14.4旋入連桿二13.3上的螺紋孔,使活動螺桿14.4帶有球面的端面與零件表面接觸。此時擰緊螺釘使連桿一14.2與連桿二14.3位置固定,使用扳手轉動小錐齒輪19將工件夾緊。
如圖7所示,結合圖6,將基座14插接在上端蓋22的T形槽中,兩者用螺釘固定連接。用連接軸分別把連桿一14.2與基座14、連桿二14.3與連桿一14.2連接,并用螺釘固定,便于調整位置。活動螺桿14.4通過螺紋與連桿二14.3連接,活動螺桿14.4端面采用球面表面劃傷接觸平面。此圖例實施時需要結合所裝夾零件形狀是否為圓柱形狀而決定是否將護口板17進行安裝或拆卸。虎鉗其余工作方式同實施例1、2,在此不再贅述。
6 結語
改進后的虎鉗較原來普通虎鉗在功能上有了較大的提高,可以實現更多形狀毛坯的裝夾,同時大大地提升了定位的精度,有利于保證產品質量。另外對操作者來說,不需要在工件的定位上花費大量的精力,對于提升整體生產效率有很大的幫助。
參考文獻:
[1]申賓德,陳佰旺一種機加工用通用柔性虎鉗的設計與開發[J]機械研究與應用,2022,35(3):92-93+97
[2]王鵬,楊明,秦長劍,等水平定向鉆機虎鉗整移問題及改進措施[J]工程機械與維修,2021(6):35
[3]蓋立武,郭彩芬,萬長東,等一種異形軸式快速夾緊虎鉗的設計[J]現代制造工程,2021(10):132-135
[4]李國偉一種方便定位的虎鉗[P]中國:CN2020232177862,2020-02-02.
[5]呂梅娟,馮東東,朱亞軍用三向虎鉗加工可轉位車刀工藝角度的換算方法[J]工具技術,2008(11):109
[6]許連杰一種自帶墊鐵的虎鉗加工工藝分析[J]現代制造技術與裝備,2017(12):136-137
作者簡介:
劉居康,男,1986年生,講師,研究方向為機械制造。
猜你喜歡
《學習方法報》教學研究(理綜)(2025年1期)2025-07-16 00:00:00
教學考試(高考生物)(2023年1期)2023-10-10 15:06:33
教學考試(高考生物)(2023年1期)2023-10-10 15:06:33
中學生數理化·七年級數學人教版(2021年4期)2021-07-22 03:16:02
甘肅教育(2020年8期)2020-06-11 06:10:20
小學生導刊(2017年34期)2017-07-09 03:01:18
青年文學家(2016年17期)2016-12-17 20:41:33
東方教育(2016年4期)2016-12-14 09:19:05
青年時代(2016年29期)2016-12-09 22:46:58
考試周刊(2016年89期)2016-12-01 12:28:44