補強膠片對于發動機NVH貢獻的應用
2023-05-30 14:26:24宮茂云
時代汽車 2023年3期
關鍵詞:發動機
宮茂云


摘 要:本文介紹了補強膠片在發動機進氣側減振降噪的作用。通過對比分析手段,依次對進氣歧管、支架及機油導管進行補強分析。結果表明補強膠片具備減振降噪功能,為NVH工程師分析各部件強度提供了有利的分析依據。為后續的發動機開發優化方案提供支持。
關鍵詞:補強膠片 發動機 NVH試驗
Abstract:This paper introduces the role of reinforcing film in reducing vibration and noise on the intake side of the engine. Through comparative analysis, the intake manifold, bracket and oil duct were reinforced in turn. The results show that the reinforced film has the function of vibration and noise reduction, which provides a favorable analysis basis for NVH engineers to analyze the strength of each component. Support for subsequent engine development optimizations.
Key words:reinforcing film, engine, NVH test
1 引言
應對汽車市場的愈發強勁的競爭力,基于碳達峰碳中和的環保目的,越來越多的主機廠開始進行發動機輕量化設計。研究認為:汽車整備質量減少10%,經濟性及動力性都會有明顯改善。目前發動機主要有兩種途徑:
(1)采用輕質高強的材料,如鋁合金、鎂合金高強度鋼材等;(2)改進汽車結構,減少材料用量如發動機發電機支架、進氣歧管及機油導管支架等輕量化設計。
但隨著發動機各部件的輕量化設計,固有頻率會隨著質量的減少而變低,發動機設計就顯得至關重要。應用復合高分子類補強材料可以將上述問題迎刃而解,其中的高分子補強膠片主要用于解決進氣歧管支架及機油導管等的問題。通過復合補強膠片用于進氣歧管、進氣歧管支架、機油尺導管等對比分析,可得出發動機關鍵NVH部位點,同時由于補強后壁板剛度的增加,可 以有效降低薄板件的振動,實現減振降噪,從而使噪音源處得到有效改善。
2 故障分析
某機型1.6L發動機NVH測試時,2、4、6、8階噪音明顯,需要找出噪音源并對其進行改善。聲望傳感器接收的噪音主要由噪音源、傳遞路徑所產生。此發動機為直立4缸,點火階次為2階,進氣階次一般為4階,還需要分析6、8階噪音源。
2.1 進氣歧管分析
為了提高進氣歧管總成的可靠性和改善進氣歧管總成的NVH性能,傳統的金屬進氣歧管總成均設計有支架,支架可提高進氣歧管模態頻率,預防進氣歧管斷裂失效。采用塑料進氣歧管后,進氣歧管總成大多延續設計支架這一習慣,歧管裝配狀態、壁厚、阻尼等邊界條件及特征參數等對塑料進氣歧管總成NVH性能具有較大影響。優化支架、使用橡膠減振結構的支架等對于提升塑料進氣系統剛度,避開發動機二階共振,減少振動傳遞,改善節氣門本體的振動與疲勞失效具有較好作用。
通過仿真計算,得到在第一階(422.07HZ)、第二階(516.16HZ)、第三階(916.72HZ)、第四階(1188.8HZ)進氣歧管的固有頻率及主要泛紅區,見圖1。
2.2 其余部件分析
經過前期的部件驗證,2階主要為點火階次,4階主要為進氣噪聲,6、8階可能為支架所導致。而輪系方面普遍為高頻階次。
3 試驗驗證
3.1 補強膠片介紹及原理
補強膠片由襯墊層、樹脂層和隔離紙層構成。襯墊層作為骨架材料一般是玻璃纖維布或者鋁箔,可以增加膠片固化后的補強性能,樹脂層為具有熱固化性能的環氧樹脂和具有阻尼性能的橡膠類樹脂復合而成,配以固化劑、硫化劑等助劑混合而成。使用時將膠片裁剪成預定的尺寸和形狀,揭去隔離紙,利用樹脂的自粘性粘貼到所需補強的發動機部件上即可。
補強膠片根據補強效果可以分為三類:低補強膠片、中補強膠片和高補強膠片。低補強膠片的補強效果不明顯,適用于易產生變形的部位;中補強膠片的補強效果好,使用率極高;高補強膠片的補強效果最好,但易導致鋼板變形,只能應用在特殊部位或特殊車型上。所以此次對比試驗采用中補強膠片。
3.2 測試設備及工況介紹
3.2.1 測試設備介紹
(1)臺架設備,見表1。
(2)測試設備,見表2。
3.2.2 試驗工況及測點布置,見表3、表4。
3.3 試驗對比分析
3.3.1 原狀態試驗分析
發動機處于空載狀態,測功機倒拖發動機,分別測量節氣門體、進氣歧管缸體歧管結合面及油尺支架位置的振動情況,見圖2、圖3。
4種位置處Z方向振動較其它方向明顯,進氣歧管與節氣門體相比較,Z方向振動明顯,油尺支架于500-600Hz處存在共振帶,下一步著重檢查進氣歧管與機油尺支架。
3.3.2 原狀態、補強進氣歧管試驗對比
將補強膠片撕掉鋁箔,將帶黏性的粘貼端附在進氣歧管支管處,由之前的仿真計算分析,模態泛紅區普遍為支管側,見圖4。
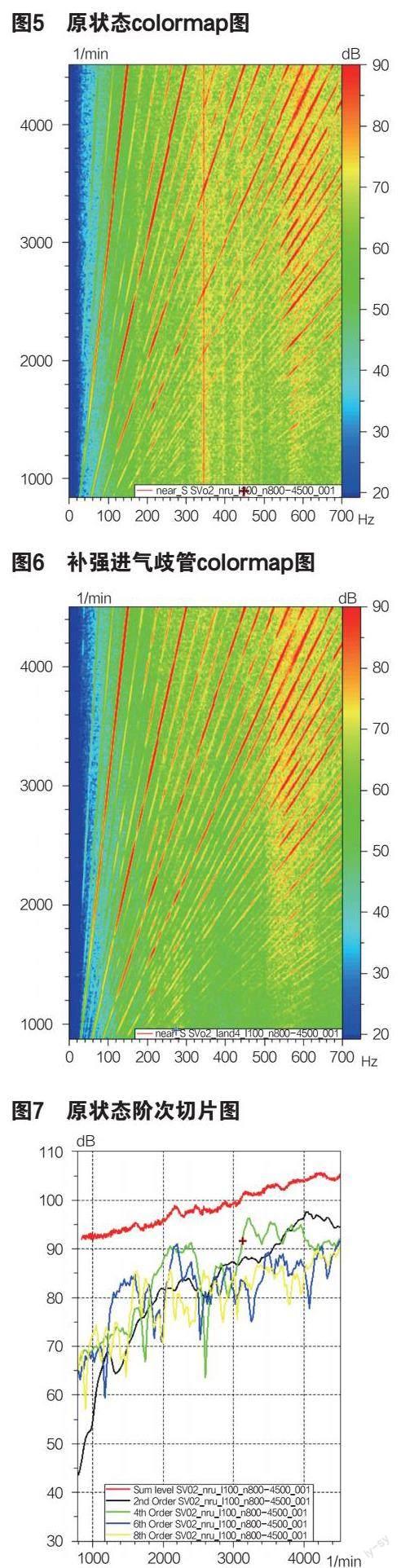
通過colormap頻譜圖可以對工況轉速下的階次線及共振或敲擊現象進行分析。原狀態與補強后進氣歧管階次分析見下圖5-圖8。
通過colormap圖分析,排除臺架共振等干擾因素,2、4、6、8階的影響程度一致,無明顯改善,通過階次切片分析,補強前后的噪聲總級無明顯變化,各階次切片的趨勢和分貝值一致。所以得出以下結論:針對進氣歧管補強無明顯作用,后續的設計變更可以先不考慮。
3.3.3 原狀態與進行進氣歧管與歧管支架補強對比
在進氣歧管包裹的基礎上,對進氣歧管支架也進行全包裹,該發動機進氣歧管支架為金屬支架,有可能為噪聲源之一,通過colormap頻譜圖可以對工況轉速下的階次線及共振或敲擊現象進行分析。原狀態與補強后進氣歧管支架階次分析見下圖9-圖12。
通過補強進氣歧管支架的分析,主要階次線并無明顯改變,進氣歧管支架非2、4、6、8階的影響因素。
3.3.4 原狀態與機油尺導管補強對比
從發動機燃燒分析,噪聲源只要由進氣、點火、機械副的運轉所導致,由電力測功機的工作機理,可使發電機、起動機等外圍附件影響因素排除,在之前的試驗中,針對不同空氣濾進行對比,發現影響不大,所以在發動機進氣側只剩下機油尺導管這一影響因素。
通過colormap頻譜圖可以對工況轉速下的階次線及共振或敲擊現象進行分析。原狀態與補強后機油尺導管階次分析見下圖14-圖17。
根據colormap圖分析,能明顯發現機油尺補強后。6、8階噪聲得到明顯改善。階次分析圖中也能發現此規律。在后續的設計過程中,應需對機油尺導管連接部位進行應力加強設計。
4 結語
首先對發動機各部件進行振動與噪聲分析,得到大致振動源。利用補強膠片針對發動機進氣歧管、進氣歧管支架及發動機機油尺導管進行對比分析,得到6、8階的噪聲由機油尺導管所導致,后續設計工作將圍繞機油尺導管進行。
通過對該發動機噪聲問題的分析與解決,可以得出不同的發動機部位所采用的補強膠片的類型也不同,采用補強膠片來降低發動機部件的振動,提供給NVH工程師一種解決噪聲與振動源的新方法,為后續科研與排故工作提供了一種全新的解決方案。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15
