三層自扣復合實壁管材共擠模頭設計
2023-06-25 12:46:16張友新金宗利應大翔張偉嬌
模具工業 2023年5期
張友新,金宗利,應大翔,張偉嬌
(浙江偉星新型建材股份有限公司,浙江 臨海 317000)
0 引言
共擠技術是目前較先進的塑料復合增強管材的一種加工方法,它能以不同特性的原料生產各種具有特殊性能的復合管材,并能降低生產成本。隨著塑料管材應用領域的不斷擴大,共擠技術在復合管材的功能化方面發揮越來越重要的作用,特別是復合PE/ 玻璃纖維增強/PE、PE/改性PP、PE/PE、PP/鋁管/PP、PE/剛帶/PE等。對于不同材質擠出成型的復合管材,由于在生產過程中有可能出現各層之間塑化的原料分子中結構不緊密、相容性不好、不容易粘結等問題,導致管材在使用中出現分層、起包、起皮等現象,影響管材的性能和外觀。在擠出過程中采用膠粘劑將內外層粘結的方式,生產的管材不僅增加了膠粘劑的成本,且膠粘劑的熔點較低,伴隨著高分子材料的老化過程,導致擠出穩定性差,為此設計了一種三層自扣復合實壁管材共擠模頭,通過自扣口模和自扣芯棒合理匹配構成自扣不同材質復合的高強度、低成本管材。同時為了消除管材的合流線,模頭設計了微孔多孔板使物料進入中層料流道,由于沒有分流筋熔合線,使擠出的中層管材質量得到提高。因微孔多孔板的熔料流動方向與擠出機螺桿的軸線方向一致,熔料由螺旋運動變為直線運動,能夠形成一定的機頭壓力[1],使熔料進入中層料流道中被緩沖、再逐漸壓實通過環形流道,使物料進一步均勻塑化。
1 自扣復合實壁管材的成型工藝
三層自扣復合實壁管材共擠模頭包括依次連接的機頭連接體、微孔多孔板、外層分流套、外層進料連接套、外層連接套、機頭體、自扣口模和壓環套,還包括依次連接的分流器、中心芯棒、內層進料連接套、中層分流套、自扣芯棒以及由上述部件構成的外層管材物料通道、中層料流道、內層料流道。將同一種或不同特性的原料分別加入3 臺擠出機中,在一定壓力作用下從微孔多孔板的出料孔擠出進入中層料流道。外層通過外層進料連接套進入外層料流道,內層通過內層料流道,然后在同一流道中匯集自扣復合為一體,從口模成型段擠出,后經冷卻定型、牽引、切割得到三層自扣復合實壁管材。對于現有技術,不同材質擠出的復合管材會出現一些缺陷,影響管材的性能和外觀,采用自扣復合實壁管材模頭成型是在每一層熔融物料的狀態下,在一定的壓力作用下通過設定的口模內徑凸起物和芯棒外徑的凸起物成型自扣復合實壁管材。
2 自扣復合實壁管材模頭結構
2.1 自扣復合實壁管材模頭構成
三層自扣復合實壁管材共擠模頭結構如圖1所示。機頭連接體1內部設置中層喇叭狀進料口及錐形中層料流道腔體;微孔多孔板2 設置有網孔流道若干圈,每圈網孔流道之間錯位分布,在寬度軸心側設有中心進料口;中心進料處與內層進料連接套11 匹配對應連接;外層連接套5 與中層分流套3 構成外層料流道,外層進料連接套4 固定在機頭體6上;自扣口模7 設有向外凸圓,內壁軸向均布6~15個凸圓;壓環套8 與機頭體6 通過螺釘連接;分流錐9 上依次連接中心芯棒10、微孔多孔板2、自扣芯棒13,中心芯棒10 與內層分流套12 構成內層料流道;內層進料連接套11 固定在機頭體6 上;中層分流套3 設有凸臺,凸臺卡在機頭體6 上;自扣芯棒13 連接在中心芯棒10 的內螺紋上,自扣芯棒13 設有向外凸起的凸圓,其外壁軸向均布6~15 個凸圓,6~15 個凸圓與自扣口模7內壁軸向均布的凸圓在模頭內相互均布交錯。
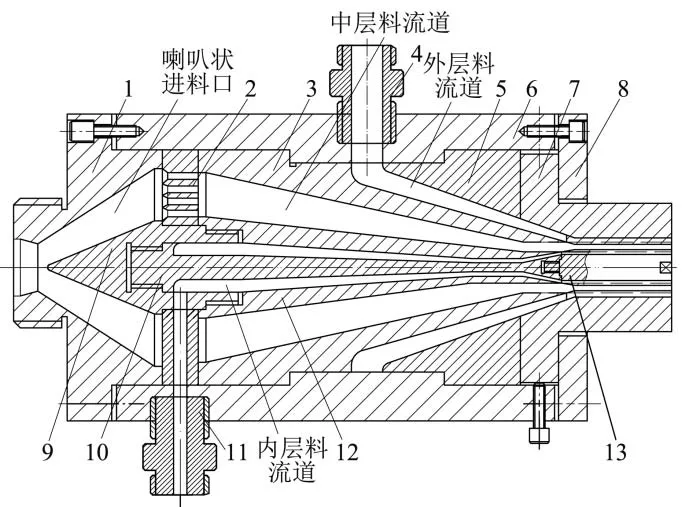
圖1 三層自扣復合實壁管材共擠模頭結構
2.2 微孔多孔板
微孔多孔板如圖2 所示,為了消除分流筋產生的熔接痕,將支架板設計為圓形的網格狀,均勻設置多個貫通的網孔,直徑一般為φ5~φ8 mm[2]。微孔多孔板采用高錳耐磨鋼40 鉻,熱處理硬度為235~255 HB,經調質處理后的40鉻具有良好的綜合力學性能和低溫沖擊韌性。
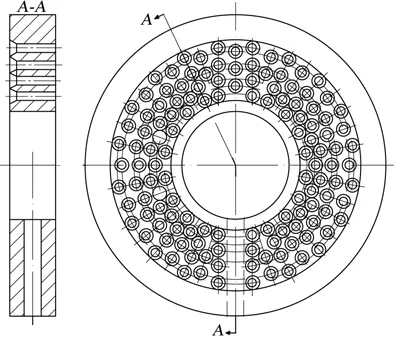
圖2 微孔多孔板
2.3 中心芯棒
中心芯棒如圖3 所示,兩端設有外、內連接螺紋,大端連接分流錐9,小端連接自扣芯棒13,為了物料流動和逐漸壓實,中心芯棒設計為圓錐體一體結構。一體結構是內層分流套12 與中心芯棒10 構成的內層料流道,經過的熔料能夠順利沿模頭的流道充滿并均勻地擠出,避免物料流動不順暢而發生過熱分解。由于傳統塑料管材擠出模頭一般使用實體芯棒,成型不同規格的管材時只要更換1 副口模和芯棒就可以完成[3],但是傳統芯棒結構一般采用芯棒與收縮芯棒連接為一體,如圖4所示,在連接過渡處會產生連接痕跡,使物料流動不順暢,同時配合處精度要求較高,導致加工成本高。

圖3 中心芯棒
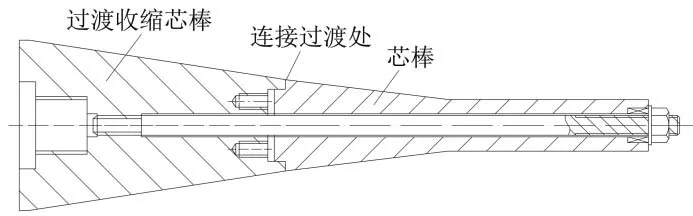
圖4 傳統芯棒
2.4 自扣芯棒
自扣芯棒如圖5 所示,外壁軸向均布6~15 個凸圓,凸圓的卡接部位為R圓弧過渡,凸圓最大直徑要大于卡接R圓弧部位,R圓弧過渡能使內層管的物料和中層管的物料順暢流動,并且使中層管的內層熔料與自扣芯棒設置的凸圓緊密熔合連接,防止物料出現分解和糊料現象。為了自扣芯棒能夠使物料均勻沿著設計布局的流道充滿各自型腔,并產生適當的壓力,在設計平直定型段時可適當增加長度,使物料在擠出前達到穩定穩流狀態成型[4]。
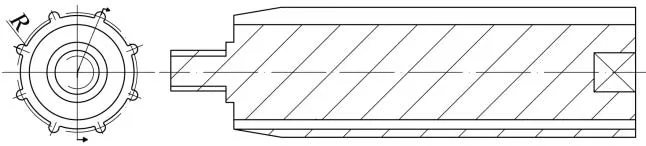
圖5 自扣芯棒
2.5 自扣口模
自扣口模如圖6 所示,內壁軸向均布6~15 個凸圓,凸圓的卡接部位為R圓弧過渡,凸圓最大直徑也要大于卡接R圓弧部位,R圓弧過渡能使外層管的物料和中層管的物料順暢流動,并且使中層管的外層熔料與自扣口模設置的凸圓緊密熔合連接,也能防止物料出現分解和糊料現象。
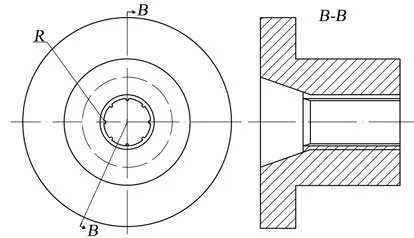
圖6 自扣口模
2.6 自扣復合管
自扣復合管如圖7 所示,由自扣口模與自扣芯棒通過均布的6~15 個凸圓凸凹連接形成自扣外層管、中層管及內層管。
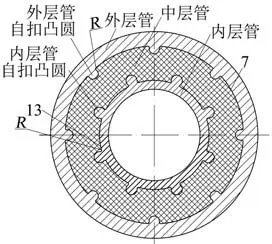
圖7 自扣復合管
2.7 自扣燕尾槽復合管材
自扣燕尾槽復合管材如圖8 所示,在復合模頭設計的零部件結構均不變的情況下,只變換自扣口模和自扣芯棒,可成型其它結構的自扣復合管材,如自扣燕尾槽復合管材,通過凸起物設置燕尾結構,使凸起的燕尾與相匹配的凹槽經擠出成型為自扣復合管材。
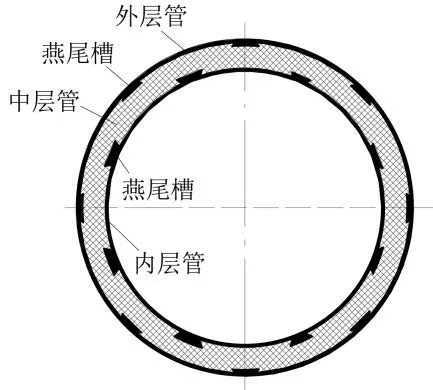
圖8 自扣燕尾槽復合管材
3 模頭成型原理
三層自扣復合實壁管材共擠模頭的成型原理:物料從3 個進料口分別進料,外層管從外層進料連接體進料,外層料流道經過自扣口模成型外層管;中層管物料從喇叭狀進料口進入微孔多孔板,然后進入中層料流道,擠出成型中層管;內層管通過內層進料連接套,使物料從微孔多孔板的軸心側上的中心進料口進入內層料流道,成型內層管。通過3個進料口將物料匯合到自扣口模和自扣芯棒擠出成型為三層自扣復合管材。
4 結束語
(1)通過在微孔多孔板的軸心側上設計中心進料口,物料進入內層料流道,使物料通過中心芯棒流動,不會產生分流筋熔合線,提高了擠出的內層管材的質量,同時因微孔多孔板的熔料流動方向與擠出機螺桿的軸線方向一致,熔料進入中層料流道被緩沖、逐漸壓實通過環形流道,使物料得到了均勻塑化。
(2)中心芯棒兩端設有外螺紋和內螺紋將分流錐和自扣芯棒連接固定,方便加工,同時中心芯棒進料前端直徑大,后端直徑小,從前端向后端延伸時直徑逐漸縮小,之后又開始逐漸變大過渡到與自扣芯棒的直徑相等。該設計的中心芯棒無分流筋,不會產生分流筋熔合線,使物料流動更順暢,一端逐漸變大使物料密實度逐漸增加,提高成型管材的強度。
(3)自扣芯棒連接在中心芯棒的內螺紋上,自扣芯棒的徑向設有向外凸圓,圓形的卡接部位為R圓弧過渡,R圓弧過渡能使內層管的物料和中層管的物料順暢流動,并與自扣芯棒的凸圓緊密熔合連接,提高了內層管與中層管的復合管材質量,防止復合管材分層現象。