復(fù)合材料錐殼成型模設(shè)計(jì)
2023-06-25 12:46:16劉寶志
模具工業(yè) 2023年5期
關(guān)鍵詞:復(fù)合材料
劉寶志
(航天材料及工藝研究所,北京 100076)
0 引言
碳纖維增強(qiáng)樹(shù)脂基復(fù)合材料具有高比強(qiáng)度、高比模量、疲勞特性好、化學(xué)穩(wěn)定性好、阻尼減震效果好等優(yōu)良性能,在航空航天、船舶、石油化工、汽車(chē)、風(fēng)力發(fā)電等領(lǐng)域得到了廣泛應(yīng)用。運(yùn)載火箭在推進(jìn)劑定量的情況下,為了把火箭有效載荷發(fā)射到盡可能遠(yuǎn)的地方,減輕結(jié)構(gòu)件質(zhì)量就是主要的途徑和方法。
1 復(fù)合材料熱壓罐成型工藝
熱壓罐主要用于成型高性能復(fù)合材料制品,利用熱壓罐內(nèi)部的程控溫度和氣體壓力,使復(fù)合材料層疊坯料在一定溫度和壓力下完成固化及成型。其工藝過(guò)程是將預(yù)浸材料首先按一定排列順序置于涂有脫模劑的模具上,然后鋪放分離布和脫模薄膜,在脫模薄膜的上面鋪放吸膠透氣氈,再包覆耐高溫的真空袋,并用密封條密封周邊,如圖1 所示。然后從真空袋內(nèi)連續(xù)抽出空氣并加熱,使預(yù)浸材料的層間達(dá)到一定程度的真空度,加熱到指定溫度后,向熱壓罐內(nèi)充壓縮空氣,給成型制品加壓。一般固化過(guò)程為升溫→加壓→保溫→降溫→降壓,其中罐內(nèi)熱量主要通過(guò)空氣的流動(dòng)傳遞。熱壓罐成型工藝的主要設(shè)備是熱壓罐與加溫、加壓系統(tǒng),抽真空系統(tǒng)和控制系統(tǒng)等。
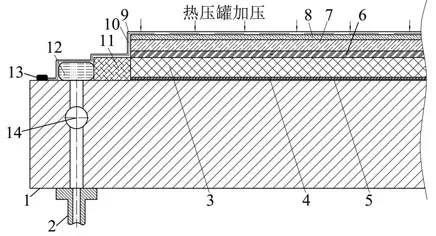
圖1 復(fù)合材料制品固化成型結(jié)構(gòu)
復(fù)合材料制品采用熱壓罐固化成型工藝時(shí),模具是成型制品的主要工藝裝備,用于確定制品形狀、結(jié)構(gòu)關(guān)系和獲得良好的表面質(zhì)量;在模具上完成復(fù)合材料聚合固化,有時(shí)還在成型模上進(jìn)行預(yù)浸材料的鋪放,復(fù)合材料成型模的設(shè)計(jì)制造對(duì)成型制品質(zhì)量影響較大。
2 碳/環(huán)氧錐殼
儀器艙是火箭的承載部段,其主要功能是容納安裝各種儀器設(shè)備。儀器艙通常為圓柱形或截圓錐形殼式結(jié)構(gòu)。這種結(jié)構(gòu)形式的復(fù)合材料殼體在火箭上種類(lèi)多、數(shù)量多,因此總結(jié)此類(lèi)制品的成型模設(shè)計(jì)方法具有重要意義。
現(xiàn)以一種由碳纖維增強(qiáng)/環(huán)氧樹(shù)脂基(以下簡(jiǎn)稱(chēng)碳/環(huán)氧)材料構(gòu)成的錐殼為例,介紹其成型模的設(shè)計(jì)方法和過(guò)程,該錐殼采用碳/環(huán)氧復(fù)合材料纏繞和鋪放相結(jié)合、熱壓罐固化的成型工藝。殼體為截圓錐形,兩端帶有內(nèi)翻邊,如圖2所示。
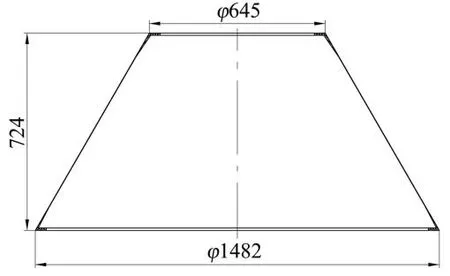
圖2 錐 殼
3 模具結(jié)構(gòu)
模具結(jié)構(gòu)如圖3 所示。復(fù)合材料制品(尚未固化的碳/環(huán)氧錐殼)被包裹在凸模、凹模、上壓環(huán)、下壓環(huán)之中,在熱壓罐中固化成型時(shí)由這些模具零件向復(fù)合材料制品傳遞溫度和壓力。復(fù)合材料制品鋪層時(shí)上、下法蘭和軸連接在芯模上,通過(guò)軸的兩端連接在纏繞機(jī)上,方便預(yù)浸絲和預(yù)浸布的纏繞和鋪層;放進(jìn)熱壓罐固化之前把這些零件拆掉,用真空袋把復(fù)合材料制品和凸模、凹模、上壓環(huán)、下壓環(huán)等零件構(gòu)成的組合體密封。這些零件在復(fù)合材料制品固化的過(guò)程中會(huì)受熱膨脹、移動(dòng)位置,如果不能控制好這些變量,最終碳/環(huán)氧錐殼制品的型面精度就不理想,如果超出設(shè)計(jì)許可公差便不能被允許使用。
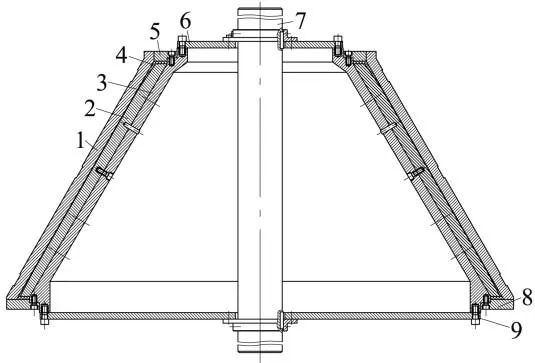
圖3 錐殼成型模
4 模具主要零件材料選擇
熱壓罐固化成型的復(fù)合材料制品多使用金屬成型模,常用的模具零件材料有鋁、鋼和INVAR 鋼等,其主要性能如表1 所示。其中鋁模具的密度約為鋼模具或INVAR 鋼模具的1/3左右,質(zhì)量較輕,加工成本低,但其熱膨脹系數(shù)大。INVAR 鋼熱膨脹系數(shù)較小,材料及加工成本較高,主要適用于曲率變化大的制品成型。鋼模具熱膨脹系數(shù)介于鋁和INVAR鋼之間,材料成本較低,但加工成本較高。
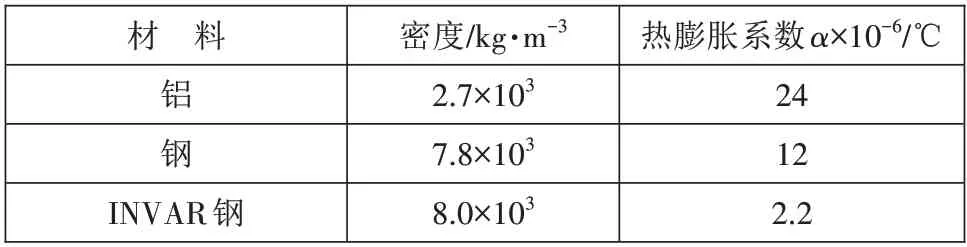
表1 常用模具零件材料性能參數(shù)
4.1 凸模材料的選擇
碳/環(huán)氧錐殼上下兩端均為內(nèi)翻邊結(jié)構(gòu),其內(nèi)腔形狀由凸模決定,凸模采用分瓣結(jié)構(gòu)。碳/環(huán)氧錐殼的上下內(nèi)翻邊結(jié)構(gòu)對(duì)凸模構(gòu)成了半包圍形狀,錐殼成型后對(duì)凸模有一定的“緊箍”現(xiàn)象,為了使凸模能順利地從錐殼中脫模,模具設(shè)計(jì)時(shí)考慮凸模在固化時(shí)要有較大的膨脹量,以便于脫模。鋁的線(xiàn)膨脹系數(shù)較高,使用鋁材制造凸模較合適。鋁制凸模還有一個(gè)優(yōu)點(diǎn)是密度小,加工的模具質(zhì)量也輕,方便工人操作。最終碳/環(huán)氧錐殼的凸模材料選用5A06鋁,5A06 鋁為Al-Mg 系防銹鋁,具有較高的強(qiáng)度和腐蝕穩(wěn)定性,在退火和擠壓狀態(tài)下塑形良好。
4.2 其它主要模具零件材料的選擇
因?yàn)橥鼓_x擇了鋁材料,芯模也選擇鋁材料較為合適,兩者選擇相同材料在升溫固化過(guò)程中熱膨脹會(huì)保持一致,這樣對(duì)制品固化后的型面精度較為有利,也有利于設(shè)計(jì)時(shí)對(duì)模具尺寸的計(jì)算(考慮熱膨脹的影響)。芯模因?yàn)橐庸こ烧w錐形的形狀,選用ZL104 鑄造芯模,該鋁合金的鑄造性能好,無(wú)熱裂傾向,氣密性高。凹模選用5A06 鋁板,在制造凹模時(shí)先滾彎后加工;上、下壓環(huán)也選用5A06 鋁板制造。上、下法蘭及軸選用Q235-A碳素結(jié)構(gòu)鋼制造,原料便宜且滿(mǎn)足使用要求,機(jī)械加工和焊接性能良好。
5 模具設(shè)計(jì)時(shí)需注意的問(wèn)題
5.1 模具膨脹問(wèn)題
碳/環(huán)氧錐殼在熱壓罐內(nèi)固化時(shí)要經(jīng)歷升溫→降溫過(guò)程,升溫達(dá)到樹(shù)脂凝膠點(diǎn)溫度時(shí)錐殼固化成型,此時(shí)錐殼的尺寸由凸模尺寸決定。如錐殼在設(shè)計(jì)時(shí)某一內(nèi)腔直徑為L(zhǎng)1,對(duì)應(yīng)位置的凸模直徑在常溫(25 ℃)時(shí)為L(zhǎng)0,固化時(shí)樹(shù)脂凝膠點(diǎn)溫度為T(mén),則粗略的對(duì)應(yīng)關(guān)系:L1=L0×(1+(T-25)×α),凸模材料為鋁合金,其熱膨脹系數(shù)α=24×10-6。假設(shè)L1=1 000 mm,T=120 ℃,代入上述公式,可計(jì)算L0=997.73 mm。碳/環(huán)氧錐殼固化成型時(shí),由于預(yù)浸絲的纏繞角度、施加的預(yù)緊力等原因,制品固化后尺寸一般達(dá)不到模具零件膨脹的理論尺寸,公式L1=L0×(1+(T-25)×α)還需要增加修正系數(shù)β(β略小于1),即L1=L0×(1+(T-25)×α)×β。修正系數(shù)β的大小與碳/環(huán)氧預(yù)浸絲的纏繞角度、制作制品坯料時(shí)是否加預(yù)緊力及加力大小等都有關(guān)系,修正系數(shù)β大小的確定要依靠工程實(shí)踐經(jīng)驗(yàn),目前并沒(méi)有準(zhǔn)確的計(jì)算公式。
5.2 凸模分瓣問(wèn)題
因?yàn)樘?環(huán)氧錐殼上下兩端的翻邊都是內(nèi)翻邊,如果凸模加工成整體,錐殼成型后凸模無(wú)法取出,凸模必須加工成多塊組合的形式(錐殼成型后凸模拆成多塊取出),如圖4所示。凸模通過(guò)定位銷(xiāo)和螺釘與芯模固定,錐殼固化后把定位銷(xiāo)和螺釘拆掉,先把芯模取出,然后把凸模塊逐個(gè)取出。在制造模具時(shí),凸模與芯模的結(jié)合面(凸模凹面、芯模凸面)加工成相同的尺寸,保證能緊密貼合。在每一塊凸模瓣與芯模結(jié)合部位用阿拉伯?dāng)?shù)字編號(hào)并做鋼印標(biāo)記,以保證每次使用時(shí)對(duì)應(yīng)關(guān)系不會(huì)出錯(cuò)。
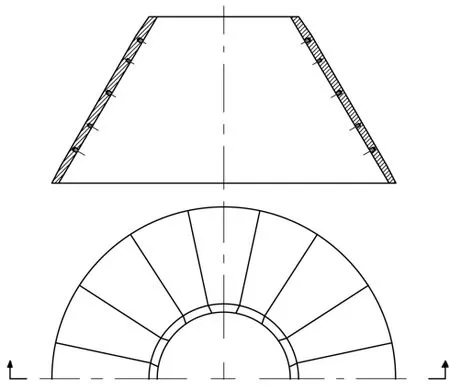
圖4 分瓣式凸模
5.3 模具零件間隙的問(wèn)題
碳/環(huán)氧錐殼的預(yù)浸材料坯料預(yù)制成型后在熱壓罐內(nèi)固化,固化加壓時(shí)模具上各個(gè)可移動(dòng)零件有向心移動(dòng)的趨勢(shì)(預(yù)浸材料的層間壓實(shí)導(dǎo)致的體積減小)。為了保證模具零件把壓力傳遞給預(yù)浸材料,模具零件之間在移動(dòng)時(shí)不能互相干涉,所以設(shè)計(jì)時(shí)要考慮給模具零件之間留有適當(dāng)?shù)拈g隙。如凹模共分為6 瓣,每瓣之間要留有1 mm 的間隙;上壓環(huán)外徑要比對(duì)應(yīng)凹模的內(nèi)徑小1~2 mm。
6 模具主要零件的結(jié)構(gòu)尺寸
模具主要零件的結(jié)構(gòu)尺寸如圖5~圖7 所示,這些零件與碳/環(huán)氧錐殼的預(yù)浸材料坯料接觸,與成型后制品的尺寸關(guān)系密切。
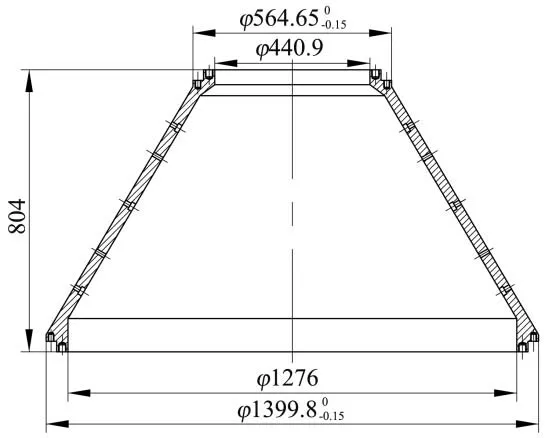
圖5 芯 模
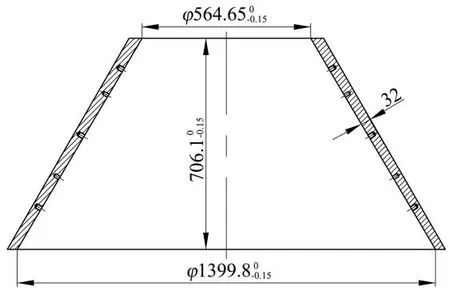
圖6 凸 模
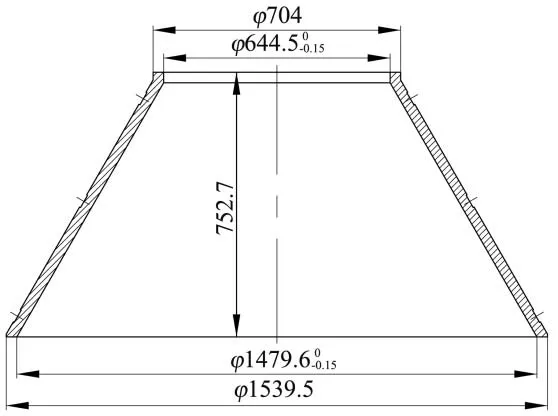
圖7 凹 模
模具設(shè)計(jì)完成后進(jìn)行模具制造,通過(guò)制造的模具順利完成了碳/環(huán)氧錐殼的成型,如圖8 所示,成型的制品滿(mǎn)足設(shè)計(jì)要求。
7 結(jié)束語(yǔ)
錐殼類(lèi)復(fù)合材料制品在火箭上種類(lèi)多、數(shù)量多,應(yīng)用廣泛。模具經(jīng)實(shí)際生產(chǎn)驗(yàn)證:模具結(jié)構(gòu)合理,固化成型的制品達(dá)到了使用要求,對(duì)類(lèi)似制品的固化成型具有一定的參考作用。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
中國(guó)材料進(jìn)展(2019年10期)2019-12-07 05:32:14
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測(cè)試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:34
中國(guó)塑料(2015年6期)2015-11-13 03:02:54
中國(guó)塑料(2015年11期)2015-10-14 01:14:14
中國(guó)塑料(2015年8期)2015-10-14 01:10:41
應(yīng)用化工(2014年10期)2014-08-16 13:11:29