表面潤濕性與粗糙度對配流副摩擦特性的影響
2023-10-07 04:38:02高殿榮王子朋梁瑛娜劉曉輝申苗苗
機床與液壓 2023年17期
高殿榮,王子朋,梁瑛娜,劉曉輝,申苗苗
(1.燕山大學機械工程學院,河北秦皇島 066004;2.燕山大學河北省重型機械流體動力傳輸與控制重點實驗室,河北秦皇島 066004)
0 前言
高壓海水軸向柱塞泵在海水環境和潤滑條件下運行,改善其各個摩擦副的摩擦磨損特性已成為柱塞泵的主要發展方向之一。配流副作為柱塞泵三大摩擦副之一,改善其摩擦磨損性能一直是國內外學者研究的熱點問題。
配流副摩擦時,理想狀態應該保證其具有良好的潤滑膜,有利于形成流體潤滑,從而達到減摩的效果[1-2]。傳統的表面處理技術有滲入化學元素、表面涂敷、表面熱處理等方式來改變表面的耐磨性[3-4]。但由于海水黏度低,難以形成潤滑水膜,造成潤滑性能差、易磨損。目前已有學者通過模仿一些動物表皮微觀結構制備出仿生非光滑表面,進而減小摩擦磨損行為[5],但多以在摩擦副表面加工凹坑為主,但由于凹坑存在導致實際摩擦面積減小,增大摩擦阻力,因此關于仿生非光滑表面的摩擦性能仍可進一步研究提升。因為摩擦性能容易受到潤滑液在摩擦界面的不均勻分布,以及潤滑液與摩擦界面之間的相互作用力的影響[6-7],所以可通過改變表面潤濕性改善其表面形成均勻潤滑水膜的能力。固液界面的潤濕狀態是自然界中最常見的現象之一,而表面形貌是影響固體表面潤濕性的關鍵因素之一[8-9],表面粗糙度可以定量評價表面微觀形貌特點,所以通過改變材料表面粗糙度的方式可以獲取不同潤濕性能[10]。張延良等[11]的研究表明:干摩擦條件下,試環表面粗糙度存在一個最佳的范圍,超出此范圍(如粗糙度較大或較小),摩擦因數和磨損率都比較大。魏龍等人[12]建立了基于分形理論的滑動摩擦表面接觸力學模型,理論計算結果表明:當表面較粗糙時,摩擦因數對真實接觸面積的影響很小;隨著表面光滑程度的增大,摩擦因數對真實接觸面積的影響增大,真實接觸面積隨著摩擦因數的增大而增大,特別是當摩擦因數較大時,真實接觸面積增大的幅度也較大。EDACHERY等[13]研究表面紋理方向和粗糙度對潤濕性、流動性和夾緊性的影響,發現在Ra為0.886~0.236 μm時,潤濕性隨粗糙度的增加而增加;相反,在Ra為0.151~0.079 μm時,隨著粗糙度的降低,潤濕性增加。毋少峰[14]通過試驗研究表明:仿生非光滑表面可以減小CFR/PEEK試樣的摩擦因數,其中半球坑仿生非光滑表面試樣的摩擦因數最小。WANG等[15]通過摩擦磨損試驗研究了CFR/PEEK等不同材料的摩擦學性能,結果表明:CFR/PEEK的摩擦學性能最好。馬浩等人[16]的摩擦試驗結果表明:在海水潤滑條件下,下試樣 CF/PEEK 在磨擦過程中主要發生了犁溝效應和磨粒磨損,仿生非光滑表面的凹坑可以有效存儲磨粒,減輕磨粒磨損,進而起到減摩效果。崔曉華等[17]研究了不同長度CF/PEEK復合材料對潤濕性及摩擦學性能的影響,結果表明:加入碳纖維后,復合材料表面接觸角增大;CF/PEEK的摩擦因數及摩擦量均低于純PEEK。梁瑛娜等[18]探究了海水潤滑條件下316L不銹鋼與仿生非光滑表面CF/PEEK的摩擦學性能,結果表明:在海水潤滑條件下,光滑表面配副以磨料磨損和黏著磨損為主,摩擦因數隨時間穩定在0.05~0.09,試樣溫升大,磨損率大;非光滑表面配副可有效存儲海水和磨屑,產生動壓潤滑效應、降低磨料磨損。
本文作者以SAF2507和CFR/PEEK為配對材料,以Taylor Hobson粗糙度輪廓儀、HARKE-SPCAX1接觸角測量儀、OLYMPUS OLS-3100激光共聚焦顯微鏡為輔助機器,在MMD-5A標準摩擦磨損試驗機上進行試驗,探索粗糙度及潤濕性和摩擦磨損性能的耦合關系,為改善柱塞泵性能提供理論指導。
1 試驗材料與方法
1.1 材料的選取與制備
上試件采用不銹鋼材料SAF2507,它是一種鐵素體-奧氏體(雙相)不銹鋼,綜合了許多鐵素體鋼和奧氏體鋼最有益的性能。該材料中鉻和鉬的含量都很高,因此具有極好的抗點腐蝕、縫隙腐蝕和均勻腐蝕的能力,廣泛應用于強腐蝕環境,如石油和天然氣工業、海洋環境等。SAF2507主要參數如表1所示。

表 1 SAF2507不銹鋼的性能參數
下試件采用碳纖維增強型聚醚醚酮CFR/PEEK,它是一種非常優秀的高分子復合材料,具有非常好的性能表現,比如耐熱性好、耐腐蝕、耐磨性好[19],還具有一定的抗疲勞和自潤滑性能,能很好地應用于海洋環境中[20]。CFR/PEEK主要參數如表2所示。

表2 CFR/PEEK的性能參數
首先取18個光滑表面上試件,分別用不同目數的砂紙打磨,打磨方向為任意方向,以保證試件不同方向的表面粗糙度各向同性。使用圖1所示的Taylor Hobson粗糙度輪廓儀測量表面粗糙度,測量時將試件正面向上水平放在傳感器探頭下方的測試平臺上,由儀器內部的驅動機構帶動傳感器沿被測表面等速滑行,傳感器把粗糙度信息傳到計算機后在液晶顯示器上讀出,每個表面測量3個位置取平均值。經過多次反復打磨和測量,得到3組不同粗糙度的上試件,每組6個,粗糙度Ra值分別為0.02、0.12、0.22 μm,精度控制在0.01 μm。

圖1 Taylor Hobson粗糙度輪廓儀
同理,取9個光滑下試件,通過打磨、測量得到3組不同粗糙度的下試件,每組3個,粗糙度Ra值分別為0.2、0.7、1.2 μm,精度控制在0.05 μm。
取9個帶有仿生凹坑的下試件,用同樣的方法進行打磨和測量,得到3組不同粗糙度的仿生非光滑表面的下試件,每組3個,粗糙度Ra值分別為0.2、0.7、1.2 μm,精度控制在0.05 μm。仿生非光滑表面的下試件平面如圖2所示。
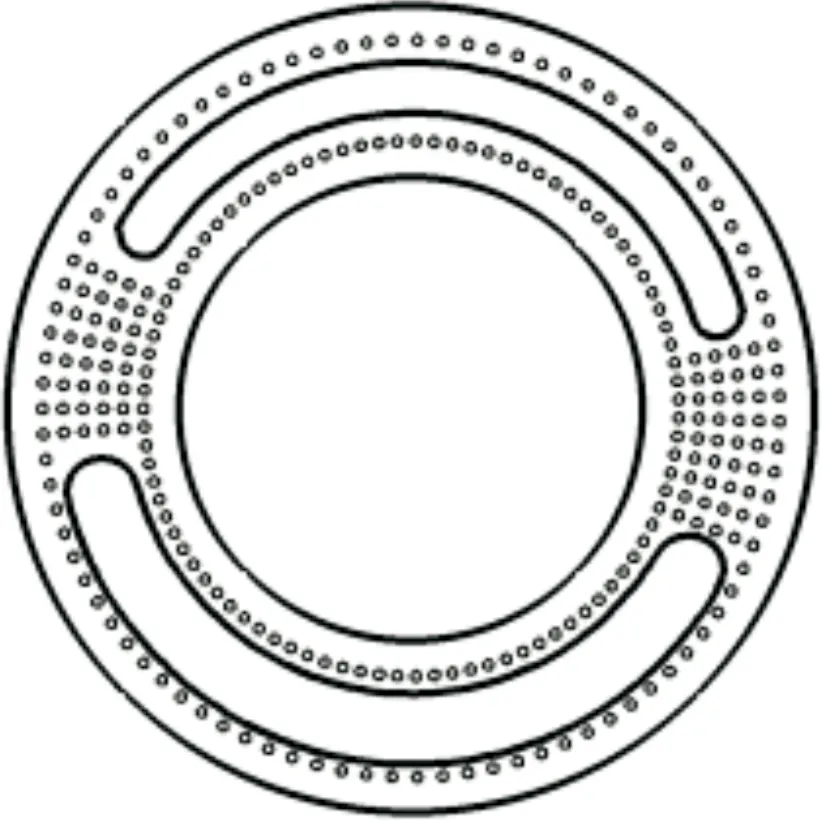
圖 2 帶有半球凹坑的仿生非光滑表面
試驗所用介質為經過沉淀和過濾的秦皇島海域的天然海水,鹽度為30PUS,運動黏性系數為1.056 5,密度為1.0451 g/cm3(20 ℃)。
1.2 潤濕性測量
將制備好的試件在圖3所示的HARKE-SPCAX1接觸角測量儀上對表面潤濕性進行測量。測量前用超聲波清洗儀清洗后用烘干箱烘干,液滴為沉淀與過濾后的天然海水,體積選取1 μL,每個表面測3個位置再取平均值為測量結果。
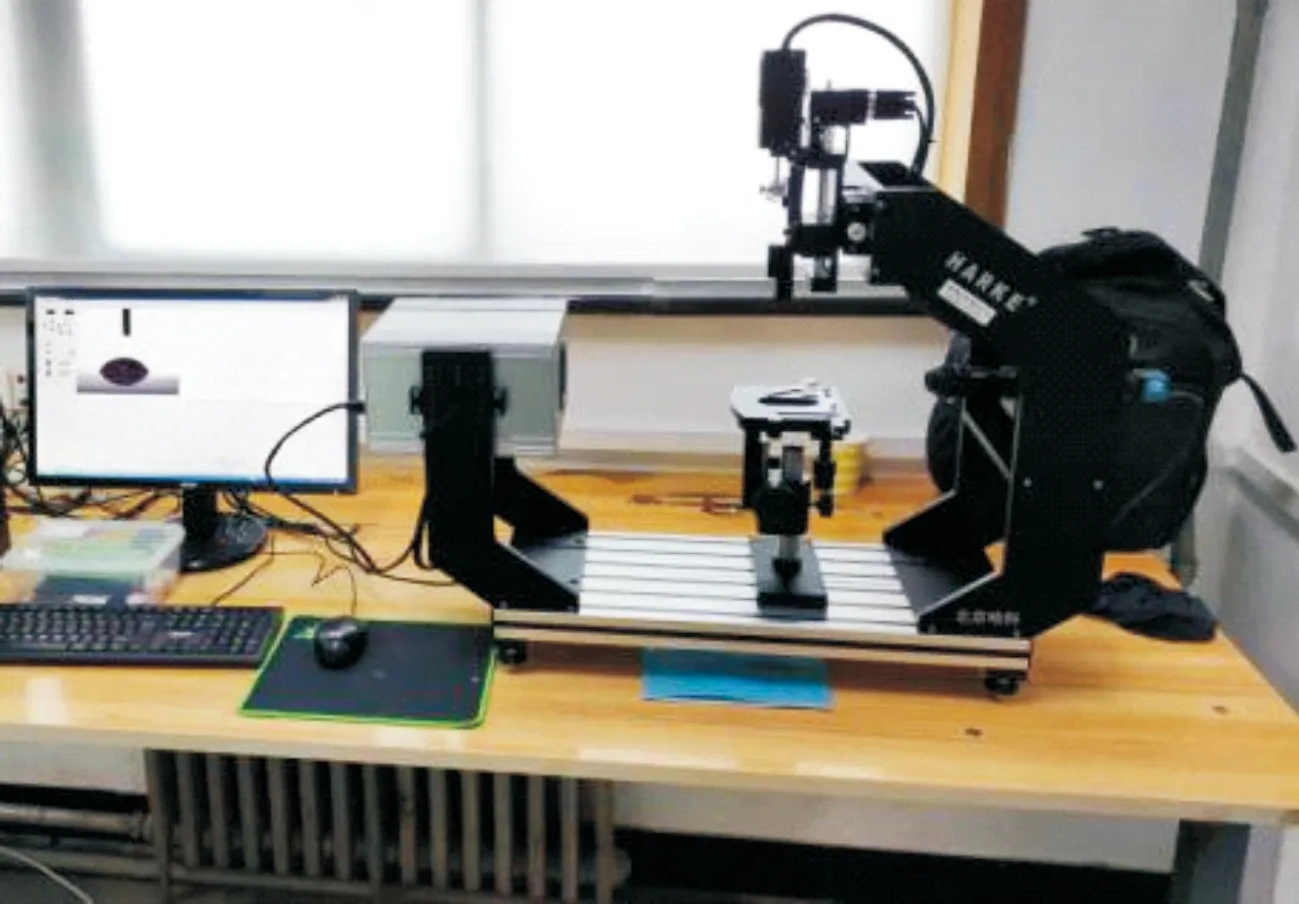
圖3 HARKE-SPCAX1接觸角測量儀
經過測量得出上下試件不同表面粗糙度對應的接觸角如表3和表4所示。測量值為液滴滴下后1 s時的接觸角。測量得到不同粗糙度表面接觸角如圖4所示。
記者了解到,現如今,廣東海事局制定了西江聯動執法和統一執法工作制度,積極推動交界水域通航環境治理,不斷提升西江水域的巡航執法效能,形成西江流域監管常態化、一體化。與此同時,廣東海事局還綜合沿江六市特點,完成西江流域風險源辨識和管理研究,編制《西江流域風險防控手冊》,建立統一的風險類型、風險評估標準、風險管控及預警機制,實現西江沿江六市風險防控標準化,進一步夯實了協同西江、聯合執法的基礎。
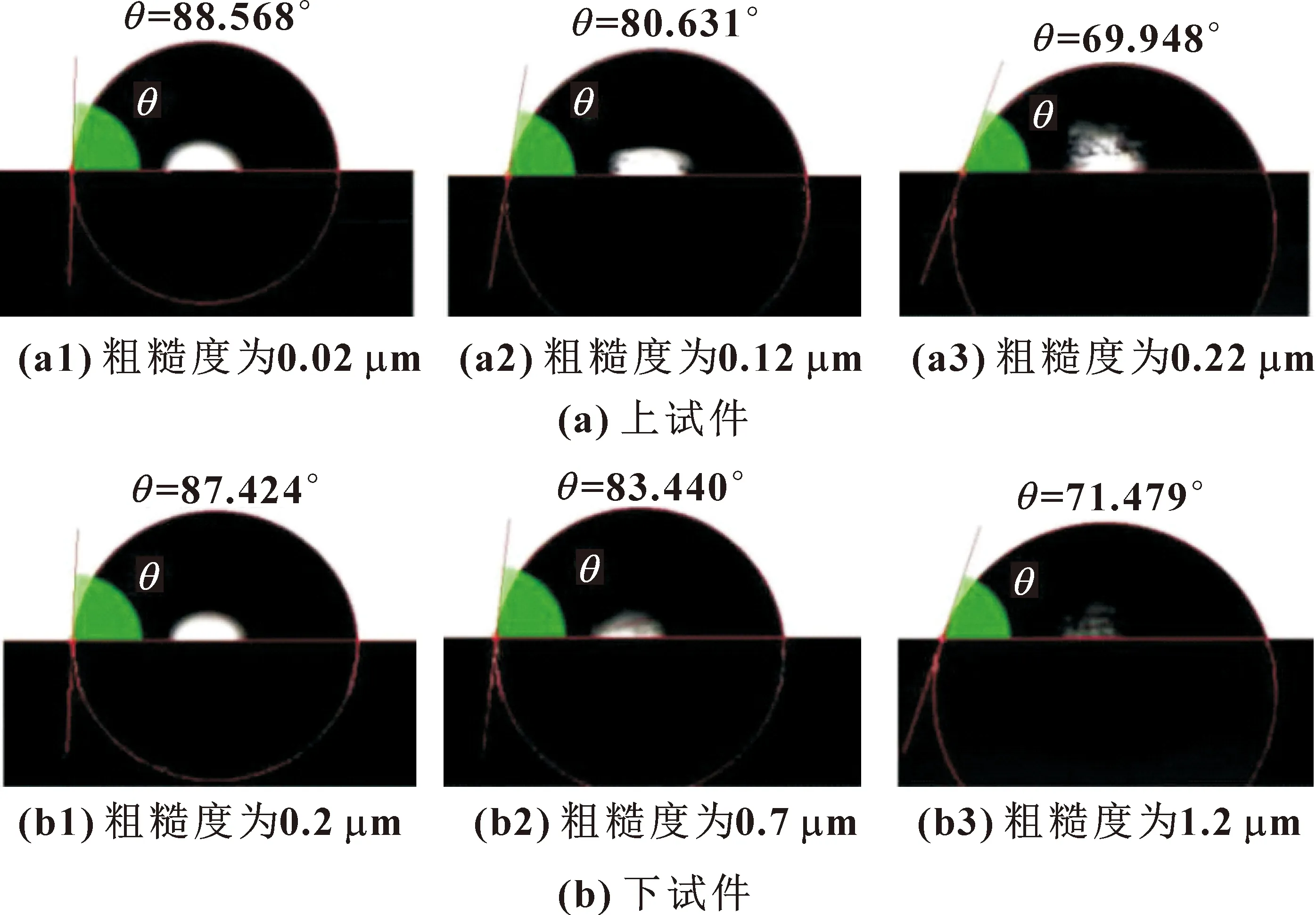
圖 4 不同粗糙度表面的接觸角
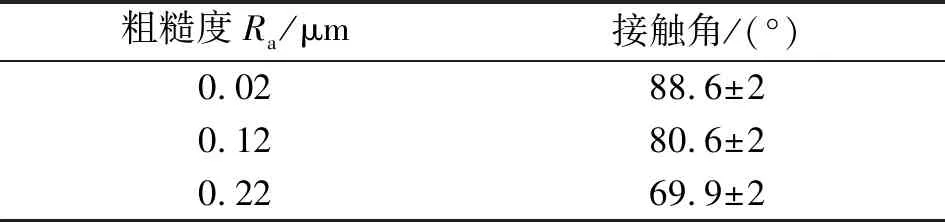
表 3 不同表面粗糙度上試件的接觸角
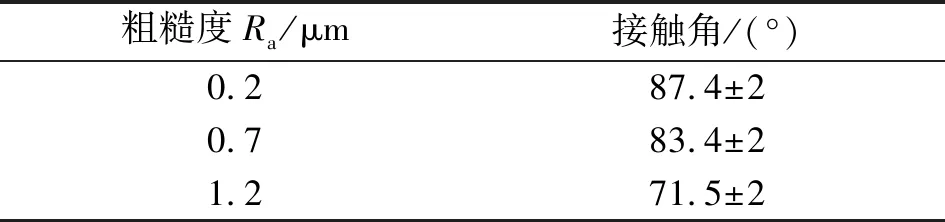
表 4 不同表面粗糙度下試件的接觸角
levels:(a)upper specimen;(b)lower specimen
由圖4可知:在一定粗糙度范圍內,隨著粗糙度的增加,上、下試件的接觸角都會逐漸變小。
1.3 顯微鏡觀察
用圖5所示的OLYMPUS OLS-3100激光共聚焦顯微鏡觀測試驗前后的試件表面。OLYMPUS OLS-3100具有常規顯微鏡功能,可以對試件表面進行拍照和掃描,掃描后,經過計算機處理能夠獲得試件表面真實的三維形態圖。仿生非光滑單元體三維形貌的測量結果如圖6所示。凹坑直徑為1 mm,面積率為12%,凹坑數為216。
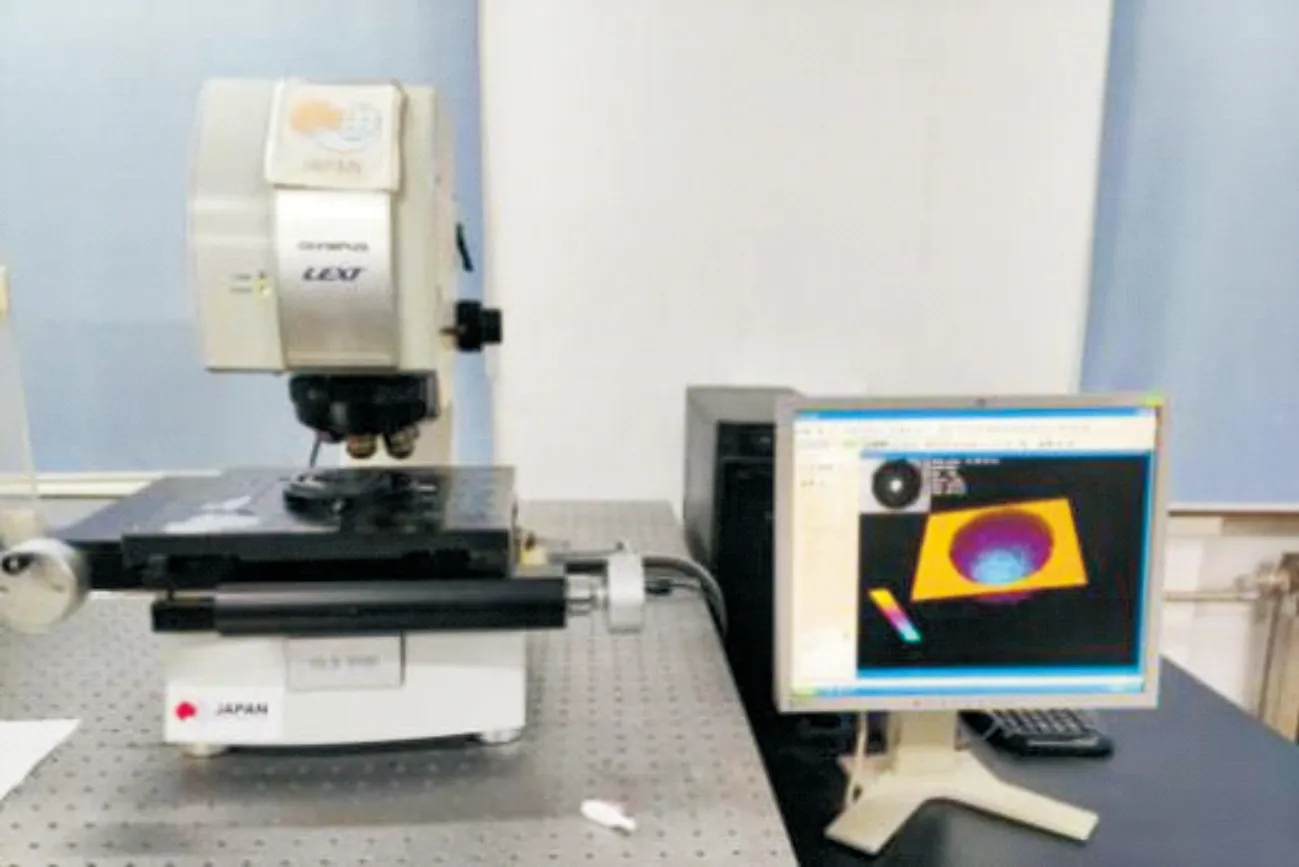
圖 5 OLYMPUS OLS-3100激光共聚焦顯微鏡
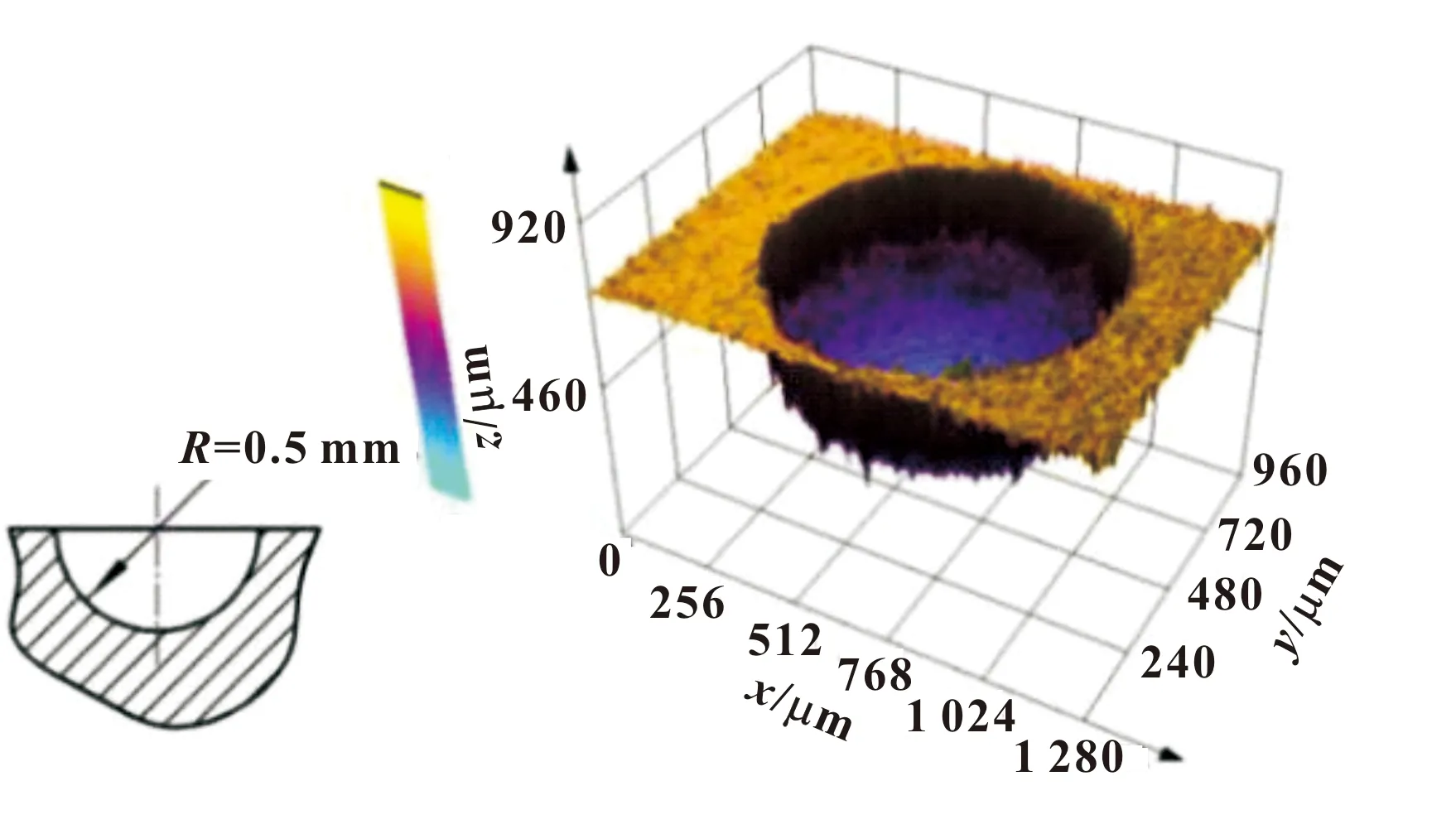
圖 6 半球形仿生非光滑單元體三維形貌
1.4 摩擦磨損試驗
將制備好的試件在圖7所示的MMD-5A多功能端面摩擦磨損試驗機上進行摩擦磨損試驗。MMD-5A多功能端面摩擦磨損試驗機主要是以滑動摩擦的形式,可在不同轉速、不同壓力下做兩表面間的抗磨損試驗,測定摩擦因數,記錄溫度曲線和摩擦力曲線。試驗分18組進行:前9組上、下試件表面均為光滑平面進行摩擦;后9組上試件表面為光滑平面,下試件表面為帶有半球凹坑的仿生非光滑表面。試驗前后分別用超聲波清洗儀對試件進行清洗,用高精度電子天平對下試件稱重。試驗開始前,在試驗機底座上安裝有機玻璃水盒,倒入沉淀并過濾后的天然海水,以保證試驗時試件在干凈的海水環境中進行摩擦。所有試驗工況保持一致,時間t=120 min,轉速N=1 500 r/min,所加載荷F=400 N,試驗后導出Excel數據表格。
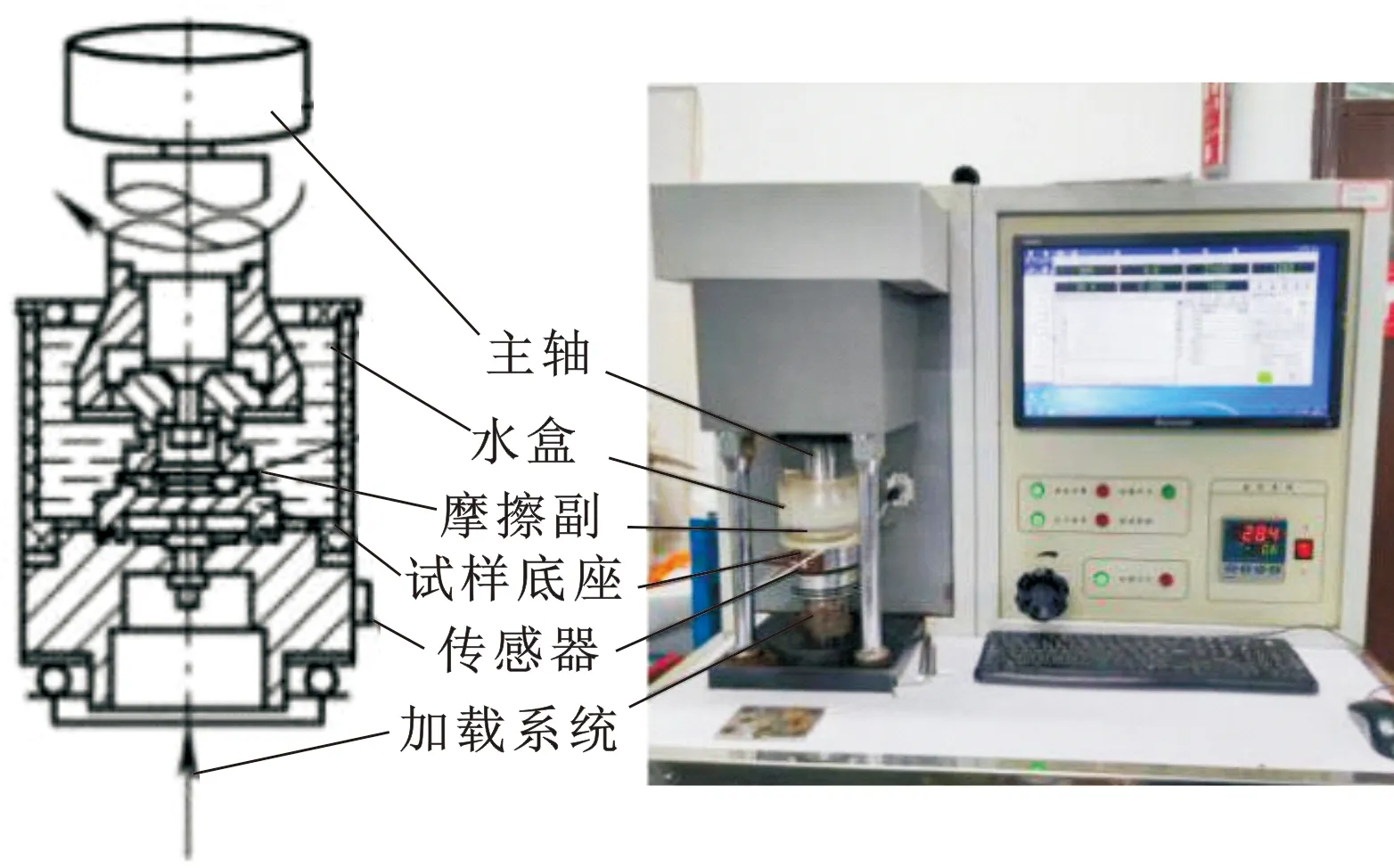
圖 7 MMD-5A摩擦磨損試驗機
2 試驗結果與分析
2.1 摩擦因數結果對比
記錄試驗結果時,以x-y、x-ay表示不同粗糙度表面的上下試件配對摩擦磨損試驗,x表示上試件粗糙度,y表示下試件粗糙度,字母a表示帶有仿生凹坑的非光滑表面。如0.02-a0.7表示粗糙度為0.02 μm的上試件和粗糙度為0.7 μm的帶有半球凹坑的仿生非光滑表面下試件進行的摩擦磨損試驗。
上、下試件均為光滑平面下,不同粗糙度的上、下試件摩擦因數隨時間變化曲線如圖8所示。
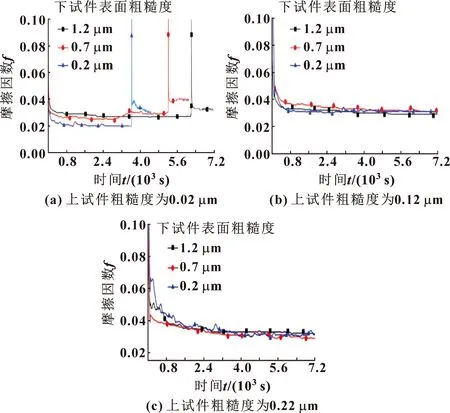
圖8 不同粗糙度的光滑表面摩擦因數變化曲線
對比粗糙度為0.12、0.22、0.02 μm的上試件與3種不同粗糙度的下試件摩擦因數可知:0.02 μm的上試件與3種不同粗糙度的下試件摩擦因數較小,3 600 s前維持在0.03附近,但在3 600 s后先后均發生了“燒盤”現象,且下試件粗糙度越小,發生的時間越早。這是因為摩擦副表面過于光滑時,沒有足夠的微小間隙儲存海水,難以形成潤滑水膜,造成瞬時出現干摩擦的情況,溫度驟然上升,表面瞬間發生黏著。0.12 μm的上試件與3種不同粗糙度的下試件在500 s后摩擦因數降在0.03~0.04之間,要小于0.22 μm的上試件與3種不同粗糙度的下試件摩擦因數,摩擦過程也較為穩定。其中0.12-1.2的下試件的摩擦因數最小,進入穩定磨合階段的時間也越短。0.12-0.2 μm的摩擦因數在3 000 s左右開始有小幅度上升,最終穩定在0.12-1.2的摩擦因數曲線的上方。
在上試件為光滑表面、下試件為帶有仿生凹坑的表面下,不同粗糙度的上、下試件摩擦因數隨時間變化曲線如圖9所示。
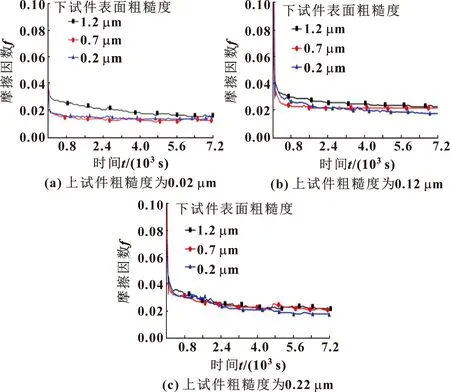
圖9 不同粗糙度仿生非光滑表面摩擦因數變化曲線
對比粗糙度為0.12、0.22、0.02 μm的上試件與3種不同粗糙度的下試件摩擦因數可知:粗糙度為0.02 μm的上試件與3種不同粗糙度的下試件摩擦因數較小,其中與粗糙度為0.7 μm的下試件摩擦因數最小,穩定后摩擦因數在0.02以下,也最快進入穩定磨合階段,摩擦過程也較為穩定。
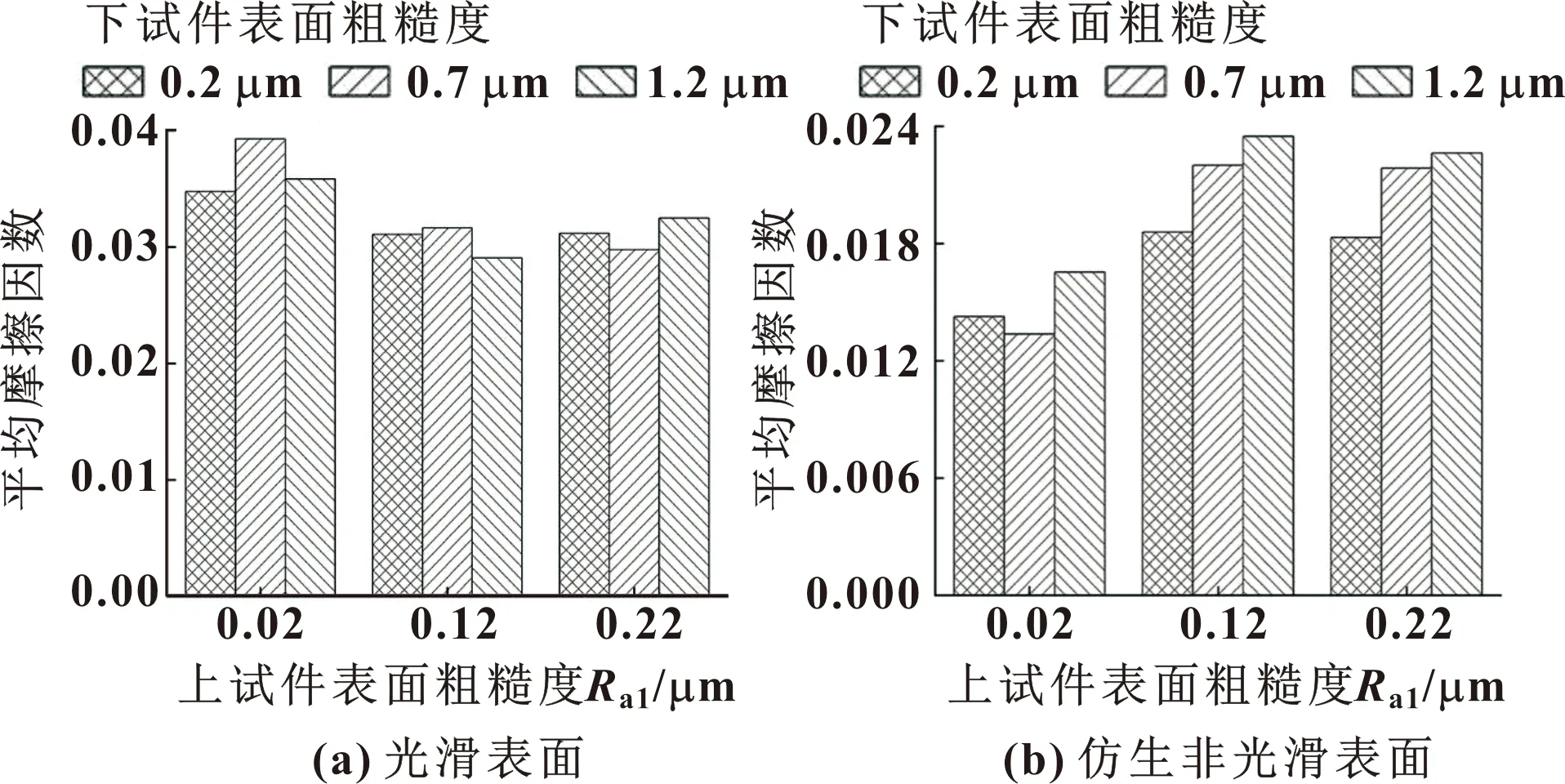
圖10 不同粗糙度試樣平均摩擦因數
對比光滑平面上、下不同粗糙度表面穩定后的平均摩擦因數,由圖10(a)可知,0.12-1.2的摩擦因數最小,其次是0.22-0.7,兩者均在0.03以下。在下試件表面為仿生非光滑的情況下,對比上、下不同粗糙度表面穩定后的平均摩擦因數,由圖10(b)可知:0.02 μm的上試件分別和3種不同粗糙度下試件摩擦因數明顯要小于其他情況,其中0.02-a0.7的摩擦因數最小,其次是0.02-a0.2。
結合圖4和圖10分析不同表面潤濕性和摩擦因數之間的關系可知,在光滑試件下,接觸角為80.631°的上試件和接觸角為71.479°的下試件配對時平均摩擦因數最小;仿生非光滑表面下,接觸角為88.568°和接觸角為83.44°的下試件配對時平均摩擦因數最小。這是因為當試件表面為親水表面時,在摩擦時更容易形成潤滑水膜[21],但由于SAF2507和CFR/PEEK均為親水性材料,會隨著表面粗糙度增加而變得更加親水,當粗糙度增大時,表面微凸體也變大,反而會增大摩擦阻力。所以,通過粗糙度調控潤濕性的表面,其表面潤濕性應存在一個合理的范圍。
2.2 磨損量分析
除摩擦因數外,磨損量也可以很好地說明摩擦過程的磨損情況,由于上試件為硬度和強度更大的不銹鋼,所以以材料為CFR/PEEK的下試件磨損為主。在試驗前后,分別用精密電子天平對CFR/PEEK下試件進行稱重,分別測量3次取平均值,對測量結果進行記錄,試驗后統計磨損量,如圖11所示。
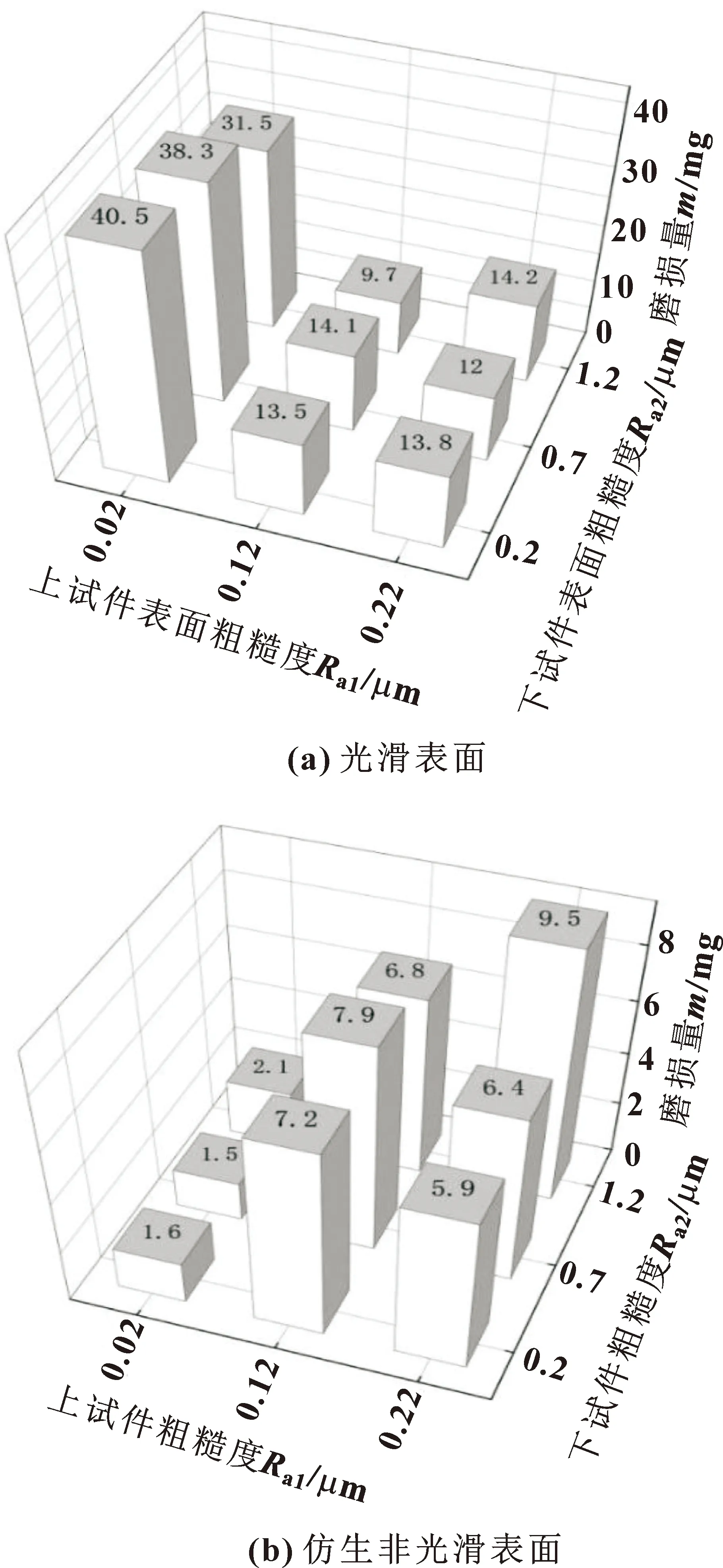
圖11 試樣試驗后磨損量
由圖11可知:光滑試件時,由于粗糙度為0.02 μm的上試件與3種不同粗糙度的下試件摩擦時發生了燒盤,所以磨損量最大;0.12-1.2的磨損量最小;在下試件帶有半球仿生坑時,0.02-a0.7的磨損量最小。除此之外,帶有仿生凹坑的表面磨損量普遍小于光滑試件的磨損量,從摩擦因數上對比,帶仿生凹坑表面的摩擦因數普遍小于光滑表面。另外,隨著粗糙度增加,磨損量也在增加,這是由于兩摩擦副由相對靜止到發生相對轉動時,粗糙度大的表面出現微凸體被破壞或發生犁溝作用,使2個表面均發生不同程度的破壞,被破壞掉的微凸體就是被磨損的量。
2.3 摩擦表面分析
由于配流副配流窗口的存在,使得配流副兩摩擦表面在摩擦過程中并不是所有面積時刻都保持接觸狀態。如在整個接觸面上,只有內徑為50 mm、外徑為56.5 mm和內徑為70 mm、外徑為76 mm的2個圓環在整個摩擦周期內時刻處于接觸狀態,稱這兩部分表面為常接觸表面。如圖12所示,由于接觸時間長并且潤滑水膜難以形成使得這2個環面更容易發生磨損。
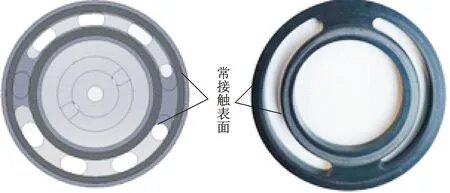
圖12 試件常接觸表面示意
用激光共聚焦顯微鏡對試驗前后的下試件表面進行掃描,對比磨損前后的表面形貌。觀察發現:所有試驗后的下試件的非常接觸表面均只有不同程度的犁溝,而沒有表面被撕裂的現象。常接觸表面的磨損現象有2種:一種是只有犁溝現象;另一種是既有犁溝現象又有表面撕裂現象。犁溝現象說明在試驗過程中發生了磨料磨損,撕裂現象說明在試驗過程中發生了黏著磨損。常接觸表面既發生犁溝現象又發生撕裂現象的試驗有0.02-0.2,0.02-0.7,0.02-1.2,0.22-a1.2。只發生犁溝現象的試驗以0.12-1.2、0.02-a0.7為代表,如圖13(a)(b)所示。既發生犁溝現象又發生表面撕裂現象的試驗以0.2-0.7、0.22-a1.2為代表,如圖13(c)(d)所示。

圖13 下試件試驗前后TV照片對比
觀察發現,0.12-1.2和0.02-a0.7試驗后下試件常接觸表面僅發生了犁溝現象,并無撕裂現象,凹坑邊緣也無破壞。這是由于上試件硬度大,其表面微凸體對下試件表面的劃傷,以及下試件被擠壓或碰撞掉的微凸體以磨粒的形式對下試件表面進行了二次劃傷。0.2-0.7和0.22-a1.2試驗后下試件常接觸表面除犁溝現象外,還有明顯的撕裂現象,部分原始表面被破壞,凹坑邊緣也被嚴重破壞。結合圖8和圖9可知:下試件在發生黏著磨損后摩擦因數會發生短暫的突變。這是因為常接觸表面發生黏著磨損后,正向壓力減小,非常接觸表面的正向壓力增大,所以在短暫的突變后會重新建立平衡繼續靠非常接觸表面摩擦;但此時由于常接觸表面的損壞,黏著磨損造成的溝壑會使下試件兩配流窗口相通,直接影響泵的抽水壓力和泵水效率等,所以黏著磨損會直接導致泵的損壞,實際應用時應盡量避免。從整體試驗數據來看,上試件粗糙度的不同對于摩擦效果的影響要大于下試件粗糙度。在光滑表面下,上試件摩擦表面太光滑容易使摩擦表面無法形成潤滑水膜,從而發生“燒盤”;上試件太粗糙容易造成磨合階段時間過長,并且穩定磨損階段容易發生跳動。在仿生非光滑表面下,上試件摩擦表面可以更光滑一些而不發生“燒盤”,同時下試件摩擦表面不宜太過光滑。當表面微凸體被擠壓或碰撞破壞后,一定的粗糙度可以使被“磨平”的表面仍存在一些微凹坑,這些微凹坑可以儲存磨屑和促進潤滑水膜的形成。
3 結論
在上下試件均為光滑表面情況下,粗糙度為0.12 μm的上試件與粗糙度為1.2 μm的光滑表面下試件摩擦時,摩擦因數最小,進入穩定摩擦的時間最短,磨損量最小,此配對試件的上試件表面接觸角為80.631°,下試件表面接觸角為71.479°;在上試件為光滑平面、下試件為帶有半球凹坑的仿生非光滑表面下,粗糙度為0.02 μm的上試件與粗糙度為0.7 μm的下試件摩擦時,摩擦因數最小,進入穩定摩擦的時間最短,磨損量最小,此配對試件的上試件表面接觸角為88.568°,下試件表面接觸角為83.44°。
對比2組試驗結果可知:帶有仿生凹坑的表面摩擦因數普遍小于光滑表面,且同樣粗糙度為0.02 μm的上表面和不同粗糙度下表面摩擦,帶有仿生凹坑的表面不會因為無法形成潤滑水膜而發生“燒盤”現象。綜合對比,粗糙度為0.02 μm的光滑上試件和帶有仿生凹坑且表面粗糙度為0.7 μm的下試件摩擦因數最小,磨損量最小,進入穩定磨合的時間最短。
