吉帕級高強(qiáng)鋼激光焊接接頭組織及性能研究
2023-10-28 02:40:44曾凡
金屬加工(熱加工) 2023年10期
曾凡
博侃電氣(合肥)有限公司 安徽合肥 230088
1 序言
高強(qiáng)鋼是重要的結(jié)構(gòu)用鋼,其加工工藝主要是焊接,但由于此類鋼晶粒極度細(xì)化和強(qiáng)化的多樣性,因此在焊接過程中面臨的嚴(yán)重問題是接頭焊縫的強(qiáng)韌化、熱影響區(qū)的晶粒長大和軟化等。常規(guī)的焊接方法易導(dǎo)致熱影響區(qū)軟化及焊接變形,而高能量密度的激光焊接,因其加熱和冷卻速度快以及窄的熱作用范圍,而成為用于高強(qiáng)鋼焊接的最佳焊接方法之一[1-3]。
近年來,隨著激光焊接技術(shù)的發(fā)展,激光焊接高強(qiáng)度結(jié)構(gòu)鋼的應(yīng)用越來越廣泛,國內(nèi)外許多學(xué)者在多種級別的高強(qiáng)鋼激光焊接性研究上取得了一些進(jìn)展,獲得了一定的經(jīng)驗成果[4,5]。彭冀湘等[6]采用熱模擬技術(shù)研究了900MPa級超高強(qiáng)度鋼過熱區(qū)經(jīng)歷二次熱循環(huán)后組織與韌性的變化規(guī)律。趙琳等[5]研究了800MPa級超低碳貝氏體鋼的熱影響區(qū)性能,試驗結(jié)果顯示,熱影響區(qū)的組織是粒狀貝氏體,熱影響區(qū)沒有軟化區(qū),認(rèn)為采用合適的焊接參數(shù)能夠獲得優(yōu)良的沖擊性能。王文權(quán)等[7]研究了汽車用多種高強(qiáng)鋼激光焊接的組織性能,特別焊接后的沖壓成形性能,發(fā)現(xiàn)馬氏體焊縫組織惡化了其成形性。SHARMA等[8]研究了激光焊接TRIP鋼、DP鋼、硼化鋼等不同類型高強(qiáng)鋼的焊接性,對比分析了焊接接頭的組織和力學(xué)性能,以及不同類型高強(qiáng)鋼能量利用率的差異。
目前,雖對多種高強(qiáng)鋼焊接性進(jìn)行了大量的研究,但考慮到高強(qiáng)鋼熱軋態(tài)特有的組織,特別是熱影響區(qū)組織演化規(guī)律是一個需要深入研究的課題。本文采用光纖激光焊接厚度為6mm的1000MPa級熱軋態(tài)高強(qiáng)鋼,接頭為單面焊雙面成形,研究了焊接接頭的組織和性能特點(diǎn),旨在為利用光纖激光焊接工藝焊接高強(qiáng)鋼熱軋板提供相關(guān)的理論基礎(chǔ)。
2 試驗材料及方法
試驗采用屈服強(qiáng)度為960M P a、抗拉強(qiáng)度為1100MPa,斷后伸長率為18.4%、厚度為6mm的國產(chǎn)高強(qiáng)鋼的熱軋板作為基體材料,其化學(xué)成分見表1,顯微組織如圖1所示。由圖1明顯可見,軋制變形后的帶狀組織形態(tài),組織為細(xì)小板條馬氏體+粒狀貝氏體+少量索氏體。試驗用激光焊接系統(tǒng)為YLS 6000光纖激光器和KUKA焊接機(jī)器人。激光器最大輸出功率6kW,波長為1.06μm,最小光斑直徑為0.26mm。采用的激光焊接參數(shù)為激光功率5kW、掃描速度1m/min、離焦量-2mm,焊接過程中保護(hù)氣體采用純Ar。
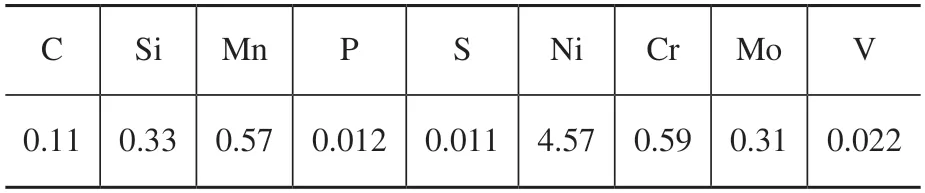
表1 高強(qiáng)鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
利用Axio Imager.Z2m型光學(xué)金相顯微鏡進(jìn)行顯微組織觀察;利用JSM-6460掃描電子顯微鏡進(jìn)行斷口形貌和顯微組織分析;利用HV1000顯微硬度計進(jìn)行焊接接頭顯微硬度檢測;用WDW3100型電子萬能試驗機(jī)進(jìn)行激光焊接接頭拉伸試驗。
3 試驗結(jié)果與分析
3.1 焊接接頭顯微組織
(1)焊縫 高強(qiáng)鋼激光焊接接頭橫截面宏觀形貌如圖2所示。由圖2可知,焊縫成形良好,未見咬邊、裂紋、氣孔等缺陷,且明顯可看出接頭分為3個區(qū)域,分別為焊縫、熱影響區(qū)和母材,且熱影響區(qū)較窄。高強(qiáng)鋼熔合區(qū)及右側(cè)和中部焊縫微觀組織如圖3所示。由圖3a可知,由于焊縫和母材化學(xué)成分相同,液態(tài)金屬易在熔池壁上接連長大,焊縫金屬晶粒和熔合線附近母材晶粒保持同一晶軸,因此過熱區(qū)晶粒越粗大,焊縫中連生柱狀晶也越粗大。另外,熔合區(qū)粗大的晶粒與焊縫粗大馬氏體柱狀晶連生生長。

圖2 高強(qiáng)鋼激光焊接接頭橫截面宏觀形貌
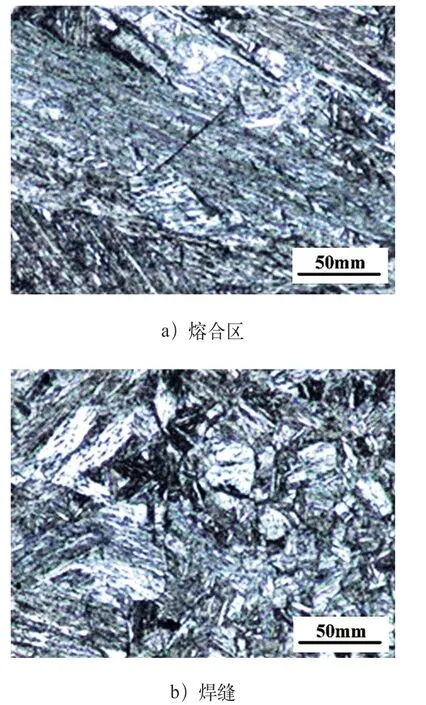
圖3 高強(qiáng)鋼熔合區(qū)和焊縫微觀組織
由圖3b可知,焊縫為典型的過熱淬火組織,即粗大的板條馬氏體,還存在少量的黑色針狀上貝氏體組織。多個板條平行排列,同方向生長,構(gòu)成板條束,且板條束彼此呈一定的夾角,板條束之間有明顯的殘留奧氏體存在。殘留奧氏體生成主要是因為在冷卻過程中,當(dāng)大部分馬氏體形成后,剩下的奧氏體被分割成一些很小的區(qū)域,它們被周圍的馬氏體包圍,在冷卻過程受到巨大的各向壓力,處于高應(yīng)力狀態(tài),從而阻礙其向馬氏體轉(zhuǎn)變而成為殘留奧氏體。又由于試驗采用的焊接熱輸入大,升溫速度快,金屬處于過熱狀態(tài),致使奧氏體晶粒急劇長大,最終導(dǎo)致焊縫組織為粗大的板條馬氏體組織[8]。
(2)焊接熱影響區(qū) 焊接熱影響區(qū)是焊接接頭的薄弱區(qū)域,因焊接不均勻加熱和冷卻而引起熱影響區(qū)顯微組織和性能變化對接頭性能影響很大,因此研究高強(qiáng)鋼焊接熱影響區(qū)的顯微組織及性能特點(diǎn)非常必要,焊接熱影響區(qū)明顯可分為粗晶區(qū)、細(xì)晶區(qū)、不完全正火區(qū)及回火區(qū)4個區(qū)域。
高強(qiáng)鋼焊接熱影響區(qū)不同區(qū)域的微觀組織如圖4所示。由圖4可知,熱影響區(qū)主要由馬氏體、貝氏體和少量殘留奧氏體構(gòu)成,但因組織分布不均衡而導(dǎo)致熱影響區(qū)不同區(qū)域的組織形態(tài)和性能差別很大。過熱區(qū)組織主要為低碳板條馬氏體+少量貝氏體+殘留奧氏體,馬氏體相對母材較粗大,而與焊縫相比,由于冷卻速度快和保溫時間短,板條束細(xì)小(見圖4a)。細(xì)晶區(qū)高溫停留時間短,且奧氏體晶粒均勻,最終形成的組織為細(xì)小馬氏體+貝氏體(見圖4b)。一般來說,此區(qū)域強(qiáng)度和韌性都較好。

圖4 高強(qiáng)鋼焊接熱影響區(qū)不同區(qū)域的微觀組織
圖4c和圖5所示為熱影響區(qū)的不完全正火區(qū)微觀組織,即熱影響區(qū)與組織未發(fā)生改變的原始母材的過渡區(qū),組織為馬氏體+貝氏體+殘留奧氏體,但晶粒大小和分布極不均勻,仍保留原始母材組織的帶狀特征,且更加細(xì)長。由于母材中的索氏體組織主要分布在板條馬氏體的晶界處,因此當(dāng)焊接加熱至Ac1以上時,索氏體組織中的珠光體形成奧氏體,鐵素體不發(fā)生轉(zhuǎn)變,在連續(xù)冷卻時,轉(zhuǎn)變的奧氏體在晶界處形成板條馬氏體,而細(xì)小板條馬氏體、貝氏體和殘留奧氏體分布在帶狀板條馬氏體的晶界位置,組織的連續(xù)性被割裂,惡化了此區(qū)域的性能。又由于此溫度范圍,鐵原子難以擴(kuò)散,而碳原子則可以,因此過冷奧氏體也易形成貝氏體組織,進(jìn)一步降低了此區(qū)域的硬度。
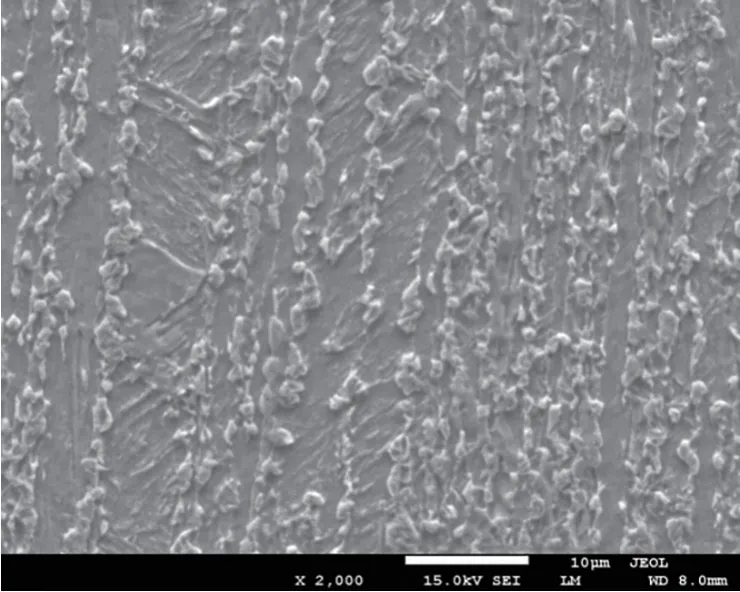
圖5 不完全正火區(qū)微觀組織(SEM)
由圖4d可知,其微觀組織仍保留了母材原始軋制態(tài)特征,但組織有長大趨勢,回火索氏體組織(黑色小區(qū))有所增加。另外,此區(qū)域在焊接熱循環(huán)的作用下,原始母材細(xì)小的板條馬氏體組織發(fā)生大量分解和長大,以及碳化物的聚集和長大,使此區(qū)域的強(qiáng)度和硬度下降較多。
3.2 焊接接頭的力學(xué)性能
(1)顯微硬度 對焊接接頭各區(qū)域顯微硬度進(jìn)行檢測,每隔0.1mm測定一個點(diǎn),載荷為0.98N,加載時間15s,各區(qū)域的顯微硬度分布如圖6所示。由圖6可知,焊縫區(qū)的平均硬度約為420HV,焊接熱影響區(qū)的平均硬度為400HV,母材的平均硬度為450HV。母材硬度最大,焊縫和熱影響區(qū)硬度相差不多。由微觀組織分析可知,母材組織以馬氏體和貝氏體為主,晶粒組織更細(xì)小,而且母材保留了軋制過程遺留的多種強(qiáng)化機(jī)制,造成母材的硬度顯著高于熱影響區(qū)和焊縫的硬度。而焊縫中位錯密度較高的低碳板條馬氏體使焊縫具有較高的強(qiáng)度和硬度。

圖6 焊接接頭的顯微硬度分布
對熱影響區(qū)4個區(qū)域的硬度進(jìn)行更細(xì)致的分析可知,細(xì)晶區(qū)的硬度最高,與焊縫相差不多,主要是因為其組織為完全淬火的細(xì)小板條馬氏體;過熱區(qū)的硬度因馬氏體粗化而略低。而不完全正火區(qū)和回火區(qū)硬度在整個焊接接頭中最低,是焊接接頭的軟化區(qū),這也與一般焊接方法過熱區(qū)是焊接接頭的最薄弱部位不同。激光焊接過程中,不完全正火區(qū)、回火區(qū)組織長大的趨勢較為明顯;受熱循環(huán)的影響,此區(qū)域馬氏體內(nèi)易析出Fe3C,消除馬氏體畸變程度,硬度和強(qiáng)度都明顯下降;此區(qū)域的馬氏體減少,而貝氏體量增加,進(jìn)一步降低了其硬度。另外,此區(qū)域組織的分布極不均勻,連續(xù)性較差,是整個焊接接頭受力最薄弱的部位。
熱影響區(qū)的軟化程度和軟化區(qū)的寬度與焊接熱輸入、焊接方法有很大的關(guān)系,熱輸入越小,加熱冷卻速度越快,受熱時間越短,軟化程度越小,軟化區(qū)的寬度也越窄,而此次試驗選取的焊接參數(shù)熱輸入相對較大,為消除焊接接頭的軟化區(qū),應(yīng)降低焊接熱輸入。另外,也可嘗試焊后進(jìn)行調(diào)質(zhì)處理,提高此區(qū)域的強(qiáng)度和硬度。
(2)拉伸性能 焊接接頭的拉伸斷裂試樣如圖7所示。由圖7可見,試樣斷裂于距焊縫邊緣約2mm處,此區(qū)域為熱影響區(qū)的不完全淬火區(qū)或回火區(qū),正是整個焊接接頭的軟化區(qū),其拉伸性能和顯微硬度吻合較好。

圖7 焊接接頭的拉伸斷裂試樣
拉伸試驗結(jié)果見表2。由表2可知,焊接接頭的平均抗拉強(qiáng)度與母材相差不大,約為1057MPa,但是其斷后伸長率僅為母材的1/2(母材斷后伸長率為18.4%),可見焊接接頭的塑性下降較多,主要是斷裂區(qū)域組織分布極不均勻,呈明顯的帶狀分布,組織的連續(xù)性較差,易造成帶狀板條馬氏體晶界處的馬氏體和貝氏體優(yōu)先開裂,嚴(yán)重惡化了此區(qū)域的塑性和韌性。
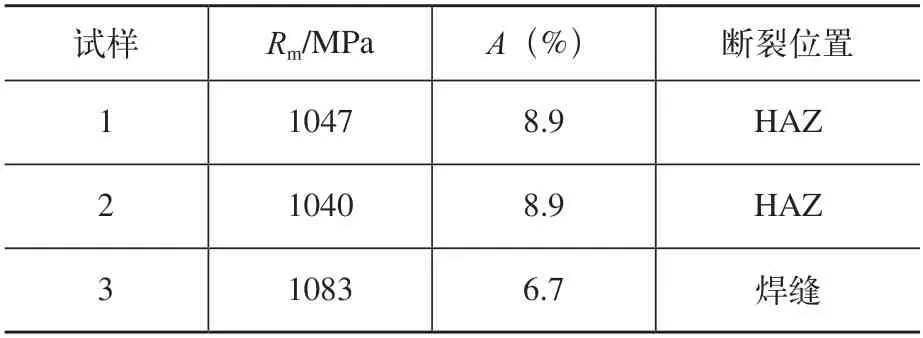
表2 拉伸試驗結(jié)果
拉伸斷口掃描電鏡形貌如圖8所示。由圖8可知,斷口以大量的等軸韌窩為主,但韌窩較淺,大小和分布極不均勻,且呈帶狀分布,韌性較差,與不完全淬火區(qū)的組織有很好的對應(yīng)關(guān)系。從拉伸斷口整體上看,斷裂類型仍為韌性斷裂。

圖8 拉伸斷口掃描電鏡形貌
4 結(jié)束語
1)采取激光功率5kW、焊接速度1m/min、離焦量-2mm的焊接參數(shù),可完成單面焊一次熔透6mm厚的1100MPa高強(qiáng)鋼,無氣孔、裂紋等焊接缺陷,實(shí)現(xiàn)了較好的單面焊雙面成形;雖然熔合線不明顯,但熔合區(qū)較寬。
2)焊縫微觀組織以粗大的板條馬氏體為主,有少量上貝氏體,強(qiáng)度與母材相差不多;焊接熱影響區(qū)以細(xì)小的板條馬氏體、粒狀貝氏體及少量殘留奧氏體為主,其中由于不完全正火區(qū)和回火區(qū)組織分布極不均勻,呈條帶狀分布,晶界處存在細(xì)小馬氏體、貝氏體和殘留奧氏體結(jié)構(gòu),是整個焊接接頭的薄弱環(huán)節(jié)。
3)焊接接頭的顯微硬度分布為母材>焊縫>熱影響區(qū),這是因為各區(qū)域板條馬氏體的分布大小不同;焊接熱影響區(qū)的回火區(qū)和不完全正火區(qū)硬度最低,是焊接接頭的軟化區(qū);焊接接頭的強(qiáng)度基本與母材等強(qiáng),而塑性只有母材的一半,斷裂于熱影響區(qū)和焊縫。
猜你喜歡
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
