基于裝夾布局的環形薄壁零件柔性夾具研究
2023-11-15 08:09:24沈偉東趙震堯董冰洋龐楠楠
制造技術與機床 2023年11期
關鍵詞:變形
韓 軍 沈偉東 趙震堯 董冰洋 邵 帥 龐楠楠
(內蒙古科技大學機械工程學院,內蒙古 包頭 014010)
薄壁零件具有重量輕、強度高和加工余量少等優點,被廣泛應用[1]。但不合理的裝夾方式會引起薄壁零件的裝夾變形,使其質量得不到保證。
裝夾方案影響薄壁零件的加工質量,為減少零部件的變形,國內外學者對不合理裝夾導致零件變形問題進行了大量的研究。王東[2]利用液壓系統控制多個柔性夾具單元,實現對具有不同裝夾面的結構件快速自動定位、夾緊。馬鵬舉等[3]根據有限元模態分析和頻率響應分析設計了一種基于調諧質量阻尼器的抑振輔助夾具,提高了固有頻率、降低振動幅值。汪際雄等[4]采用設計專用夾具,優化了飛機薄壁支座零件加工工藝的方案。Yu J H 等[5]提出了一種能夠對工件進行零應力裝夾,能夠消除工件的殘余應力,減少工件的加工變形。
本文利用有限元軟件Abaqus 仿真分析不同裝夾布局下零件的變形量,探討最優裝夾布局,在此基礎上,設計一款專用夾具,并進行結構分析。通過制定合理的工序,進行仿真加工和實際銑削,驗證設計的專用夾具能夠減少零件變形。
1 環形薄壁零件結構及裝夾方案分析
環形薄壁件圖如圖1 所示。
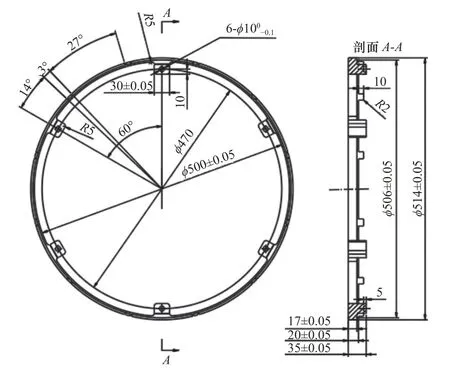
圖1 環形薄壁件圖
環形薄壁零件外徑為514 mm,徑向厚度最小為3 mm,6 個?10 mm 的盲孔、12 個支耳和6 個工藝凸臺沿圓周均勻分布。
針對零件,傳統裝夾如圖2 所示,傳統加工零件尺寸見表1。傳統裝夾多采用軟三爪卡盤,夾具與零件近似于線接觸,受力面積小,接觸點應力集中,零件承受較大的徑向擠壓應力,零件變形較大,加工精度難以保證。
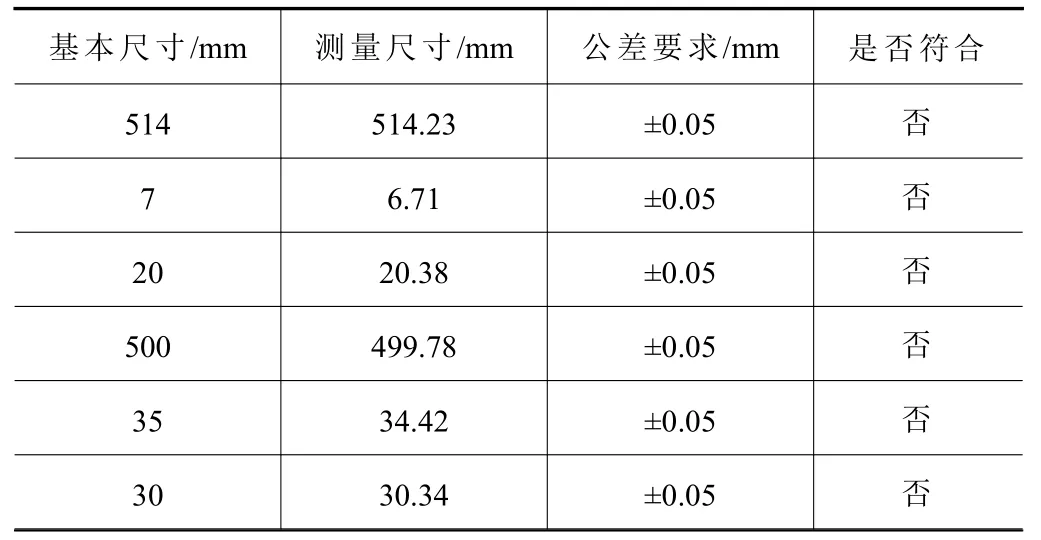
表1 傳統裝夾零件尺寸比較
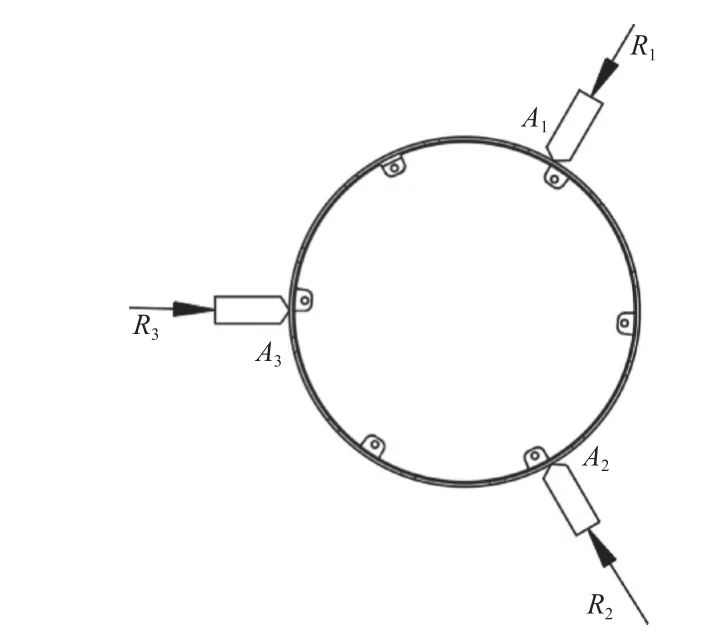
圖2 傳統裝夾圖
本文以減小零件裝夾變形為目標,進行裝夾布局優化。新設計裝夾布局如圖3 所示,夾緊元件由軟三爪調整為與零件外徑相同的扇形元件,通過在Ai(i=1,2,3,···)上施加徑向力Ri(i=1,2,3,···)夾緊工件,這種裝夾布局增大了夾具與工件的接觸面積,零件的受力分散[6]。
2 裝夾布局變形有限元分析
2.1 幾何模型
使用 UG 三維軟件建立環形薄壁零件與扇形元件的幾何模型,并將其輸入Abaqus 中,對其進行了應力模擬和計算[7-8]。
2.2 材料屬性
環形薄壁件的材料為2A12 鋁合金,扇形元件材料為碳鋼。室溫下零件的材料屬性見表2。
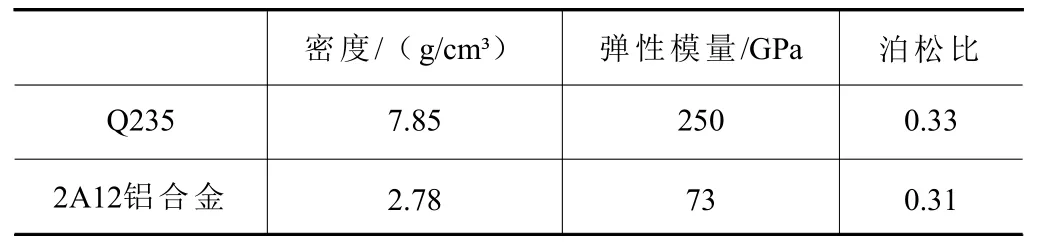
表2 材料屬性
2.3 接觸設置
扇形元件和零件采用面接觸模型,夾緊元件與零件之間接觸的切向行為采用罰摩擦公式,摩擦系數設置為0.2。
2.4 網格劃分
此次仿真選擇單元類型為八結點線性六面體單元(C3D8R),共劃分17 840 個單元。
2.5 銑削力計算
零件加工過程中受到銑削力的作用會發生變形,因此對精加工、半精加工階段的不同裝夾布局方案進行有限元分析,計算環形薄壁零件的變形量。保證設計的裝夾布局方案能夠滿足零件加工精度要求,銑削力的通用公式為[9-10]
式中:C為銑削條件系數;v為銑削速度;ap為銑削深度;f為進給量;ae為銑削寬度;d為刀具直徑。
將式(1)等號兩邊取對數并轉換為線性方程可得:
按照四元線性模型轉化可得線性方程為
通過數據回歸分析得到銑削力在x軸、y軸、z軸3 個方向分力的指數公式:
半精加工零件時易發生變形,在此處分析不同裝夾布局零件的變形量,將此時的v=68 m/min、ap=6 mm、f=780 mm/min、ae=1.6 mm、d=10 mm、切削液k=1 代入式(4),計算得到Fx=107 N,Fy=179.3 N,Fz=36.1 N。
實際加工中,約束力為銑削力乘以安全系K,實際約束力公式為
式中:鋁合金切削系數CF=167;修正系數kF=1.0;ae=0.05;d=0.5 mm;每齒進給量af=0.08 mm;d=10 mm;齒數z=4;ap=6 mm;鋁合金材料的基本安全系數K0=1.5;加工性質因數K1=1.2;刀具鈍化因數K2=1.3;切削特點因數K3=1.0。將數據代入式(5)中求得實際約束力為F=115.8 N。
2.6 仿真結果
有限元仿真結果如圖4~圖7 所示,不同裝夾布局變形量見表3。從夾具的結構復雜程度、夾緊變形量滿足加工精度要求、便于拆卸考慮,選擇六點裝夾布局。
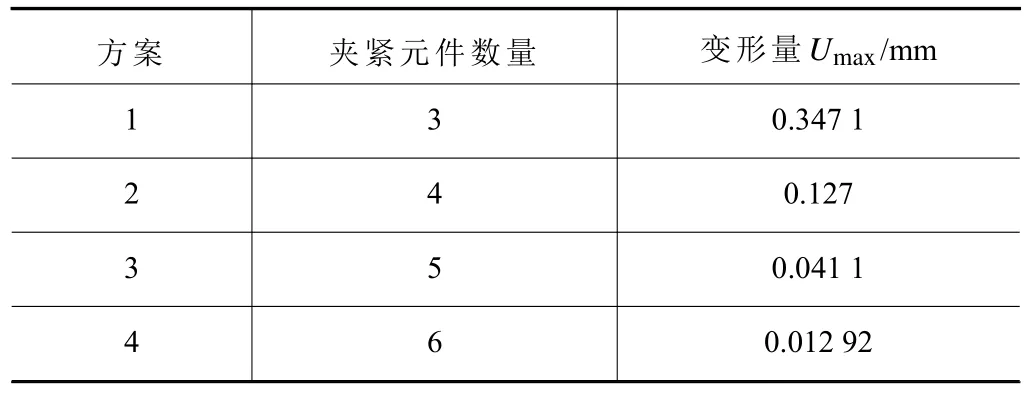
表3 裝夾元件數量和變形量

圖4 三卡爪變形量
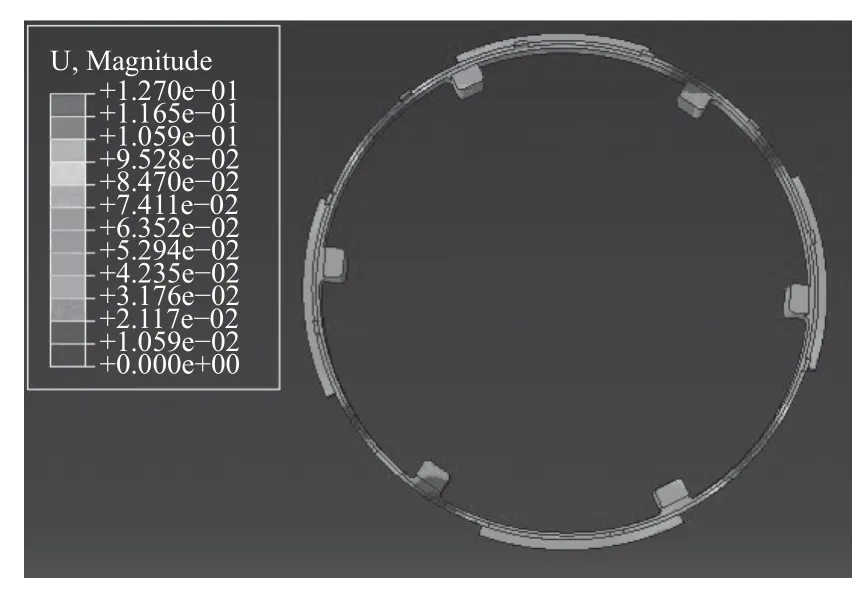
圖5 四卡爪變形量

圖6 五卡爪變形量
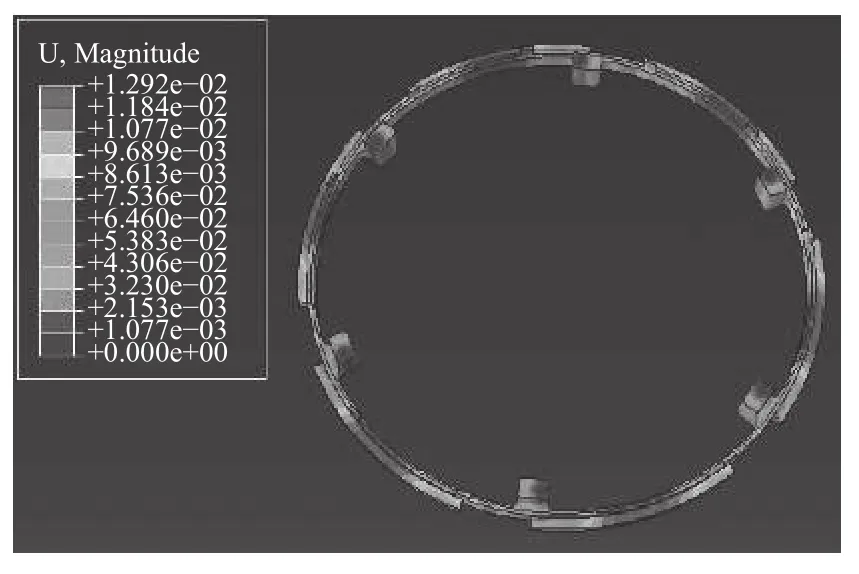
圖7 六卡爪變形量
3 專用夾具設計及分析
3.1 夾具機械結構設計
根據有限元仿真得到的裝夾布局方案,設計一款專用夾具來抑制零件變形。設計專用夾具如圖8 所示。

圖8 專用夾具爆炸視圖
圓環平臺開有定位槽,借助螺母、壓板、墊鐵將夾具固定在工作臺上。圓環平臺沿圓周均勻分布六個T 形槽導軌,在其上有環形墊塊和扇形定位爪,定位爪的下表面形狀與零件毛坯外圓同心。轉盤上開有橢圓槽導軌和矩形花鍵孔,在下部有推力球軸承,支撐轉盤轉動,圓環平臺底部有氣缸和曲柄滑塊機構,連桿之間采用銷軸連接,利用曲柄滑塊機構將氣缸直線運動轉為圓周運動。
3.2 夾具工作原理
專用夾具裝夾零件簡圖如圖9 所示。
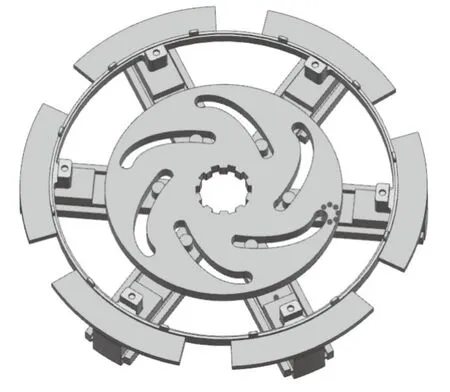
圖9 專用夾具裝夾零件簡圖
T 形柱從圓環平臺上的T 形槽穿過,其外側頂部與定位爪相連,內側有圓柱軸,圓柱軸滑動設置在轉盤橢圓槽導軌中,矩形花鍵軸穿過轉盤上的矩形花鍵孔,使得矩形花鍵軸、轉盤、T 形柱和扇形定位爪成為一個整體。當夾具裝夾環形毛坯時,氣缸通過曲柄滑塊機構推動矩形花鍵軸旋轉,在牽引力作用下帶動轉盤轉動,使定位爪和T 形柱沿著T型槽導軌向中心靠近,實現對環形毛坯的夾緊;松開環形毛坯時,氣缸活塞桿反方向工作,帶動矩形花鍵軸和轉盤反方向旋轉,定位爪和T 形柱在推力的作用下沿著T 形槽導軌往遠離中心的方向運動,解除環形毛坯的夾緊,扇形夾具元件回到裝夾前的位置,準備下一次裝夾定位。
3.3 氣缸的計算選型
氣缸結構簡單,能夠適應惡劣環境,本次夾具執行元件選擇氣缸。零件在裝夾的過程中,裝夾零件需要氣動增壓和減壓動作,在裝夾過程中要保證動作平穩,選擇單活塞桿雙作用氣缸作為執行元件。
計算氣缸缸徑[11]:
式中:η=0.6;P=0.3 MPa。
氣缸要推動花鍵軸旋轉,理論上:
因此求得氣缸內徑為28.62 mm,查閱手冊取標準值為40 mm,活塞桿直徑為14 mm。
換向閥計算:
氣缸的耗氣量為
氣壓缸速度太高,氣缸密封圈摩擦生熱,導致磨損,縮短氣壓缸壽命;氣壓缸速度過小,因氣體具有壓縮性,活塞桿移動不平穩。通過查表選擇氣缸的平均速度V=50 mm/s。
根據曲柄滑塊機構確定氣缸的行程。氣缸運動軌跡如圖10 所示。F點為滑塊,連桿之間用銷軸連接。A點氣缸被完全固定在圓環平臺上,ED點連桿繞轉軸點D旋轉,OB點連桿繞花鍵軸點O旋轉。氣缸通過推動ED點連桿使OB點連桿運動到OB′。AF為氣壓缸未工作時的行程,AF'為工作行程,通過在UG 中測量,氣缸的行程距離為
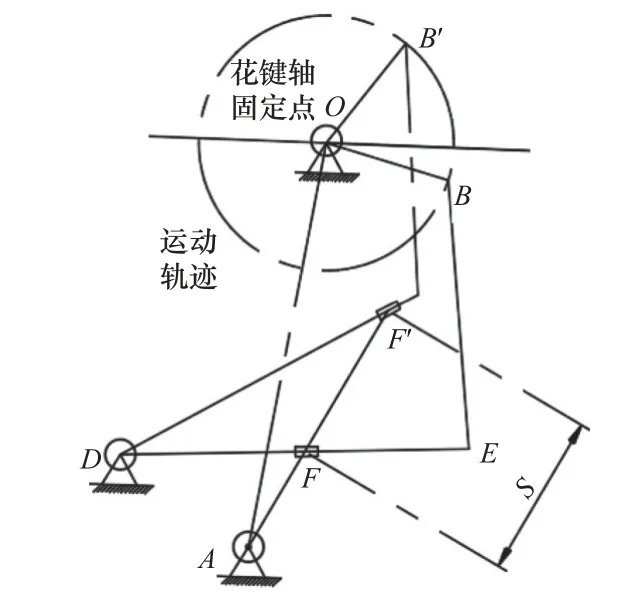
圖10 氣缸運動軌跡
氣缸運動軌跡如圖10 所示。
綜合考慮氣缸內徑、活塞桿直徑、氣缸的運動速度,選擇亞德克SCF40×80SCB-08A作為夾具氣缸。
3.4 夾具定位分析
定位爪、環形墊塊構成夾具的定位裝置。6 個沿圓周均布的扇形定位爪保證了對環形零件徑向定位,環形墊塊固定在圓環平臺上來保證軸向定位精度。環形墊塊限制了零件繞X軸和Y軸的轉動,沿Z軸方向的移動;扇形定位爪則限制了環形薄壁件繞Z軸的轉動,沿X軸和Y軸方向的移動。零件的6 個自由度被完全限制。
3.5 夾具行程計算與分析
圓柱軸在橢圓槽里移動帶動轉盤和扇形元件前進或者后退,圓柱軸圓心到扇形元件下表面的距離為120 mm。轉盤結構簡圖如圖11 所示。

圖11 轉盤結構簡圖
OA線為橢圓大徑,長度為150 mm,橢圓小徑為80 mm,角AOB為60°。當T 形柱上的圓柱軸在點A時,此時為夾具的最大行程,用S1 表示。
點當圓環逆時針旋轉60°,A點旋轉到A'點、B點旋轉到B'點,此時T 形柱上的圓柱軸在B'點,為夾具最小行程,OB'=88.144 mm。轉盤的最小行程為
4 加工工藝設計
4.1 刀具選擇
選用高速鋼刀具,加工時盡量減少換刀次數。刀具卡見表4。
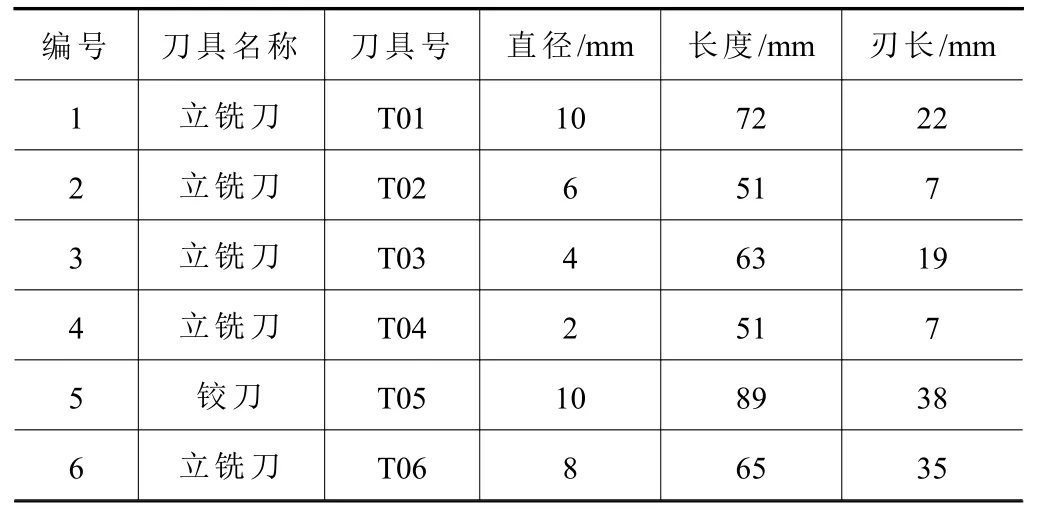
表4 加工刀具卡
4.2 加工工序安排
遵循“先面后孔,先粗后精,先主后次,基面先行”的原則安排零件加工的工藝過程[12]。加工工序見表5。
4.3 實驗及結果分析
使用 DMU50 加工中心加工環形薄壁零件。采用三坐標測量儀對零件易變形區域檢測,結果見表6。銑削后的零件如圖12 所示。
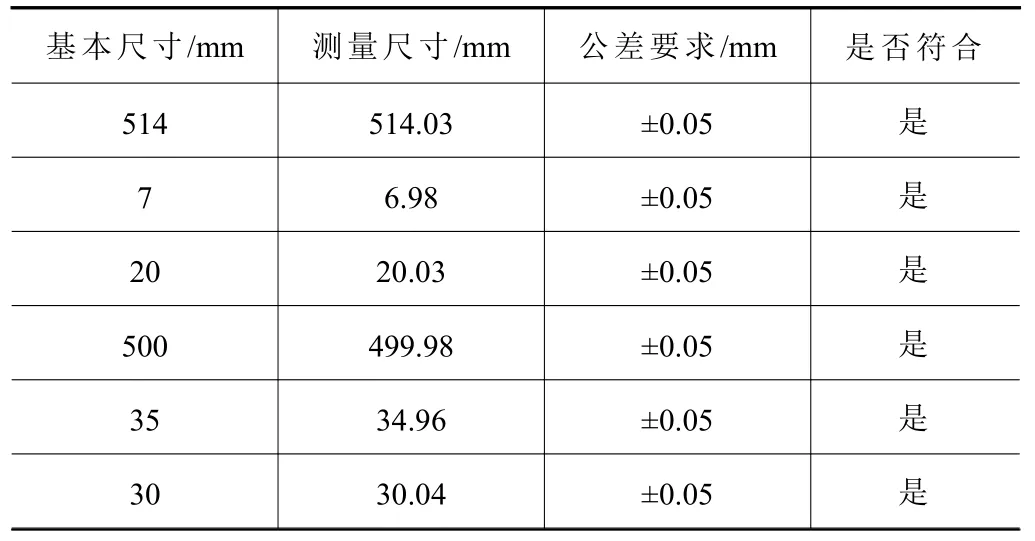
表6 零件尺寸比較
采用專用裝夾方式加工出的零件均滿足圖紙公差要求,最大變形量控制在0.05 mm 之內。實驗結果表明采用設計的專用夾具能夠減小零件變形。
5 結語
對于環形薄壁零件的加工,變形控制變得格外重要。本文通過有限元模擬分析不同裝夾布局的變形情況,設計了一款針對環形薄壁結構的柔性專用夾具,該夾具可以通過氣缸和曲柄滑塊機構,實現裝夾不同尺寸的能力,夾緊行程為416.29~540 mm。加工出的零件精度控制在0.05 mm 之內,滿足零件公差要求,解決了加工零件變形較大的問題。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
