“十”字異形截面纖維工藝探討
2024-01-05 12:42:16潘光宇
紡織報告 2023年11期
關鍵詞:風速
潘光宇
(江蘇恒力化纖股份有限公司,江蘇 蘇州 215226)
“十”字異形截面纖維采用特殊的“十”字截面設計,由于纖維表面有較多的微細溝槽,會產生毛細現象,有較強的吸濕排汗功能,并且由于纖維異形截面與皮膚的接觸點大幅度減少,可以達到導濕快干的目的。由此纖維織成的布料因具有優異的吸濕排汗功能以及良好的透氣性,可以提高產品的附加值,具有廣闊的發展前景。
1 試制情況
1.1 原料
恒力化纖B線聚酯熔體:特性黏度為(0.678±0.003)dL/g,熔點為260.2 ℃;油劑:竹本油劑,質量分數為15.00%。
1.2 生產裝置
吉瑪BN90 PLUS紡絲箱體;TMT ATI-614R/12型卷繞機。
1.3 測試裝置
風速儀:日本加野KMAOMAX;強伸儀:常州紡織儀器廠-YG023B型全自動單紗強力機;條干儀:USTER TESTER4型;顯微鏡:nikon。
1.4 “十”字型孔噴絲板微孔形狀
“十”字型孔噴絲板微孔形狀如圖1所示。
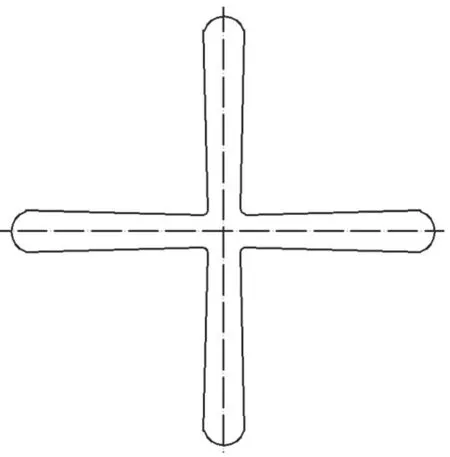
圖1 噴絲板微孔放大圖
2 工藝流程和主要工藝參數
聚酯長絲交接點→分配閥→增壓泵→靜態混合器→熱交換器→紡絲箱體→計量泵→組件→側吹風冷卻→上油→加熱拉伸定型→卷繞。
現將影響成品絲異形度、截面完整率和物性指標的幾個主要工藝參數繪制成魚刺圖,工藝設計思路如圖2所示。
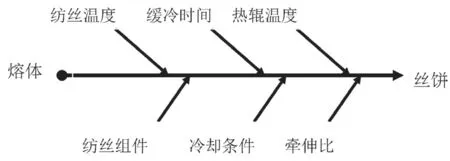
圖2 工藝設計思路
3 結果與討論
3.1 紡絲溫度和紡絲組件紡絲工藝參數的選擇
紡絲過程中的工藝參數決定了纖維在成型過程中的變化,對可紡性、卷線性甚至成品絲的結構和性能都有重要影響。適宜的紡絲溫度能增強可紡性,達到理想的物性。通常情況下,紡絲溫度需控制在280.0~290.0 ℃。在適宜的紡絲溫度范圍內,隨著溫度的升高,熔體黏度開始減小,使熔體的均勻性和流變性得以提高,產品的可紡性也隨之提高,同時降低了產品的預取向度和截面不勻率。因此,適當提高紡絲溫度能有效降低紡絲過程中的轉速梯度,減小紡絲張力。
紡絲的保溫溫度不宜過高,過高的紡絲溫度會導致絲條的凝固點上下波動、條干不勻率提高以及染色優等品數量減少,在卷裝成型過程中會產生大量毛圈絲,造成外觀降等多的情況,也會出現斷頭增多的情況。過高的紡絲溫度會加速聚酯熔體降解,導致黏度下降,繼而造成計量泵前壓降低或出現波動,同時使組件壓強降低,可紡性降低。如果溫度過低,熔體會因流動黏度過高,在噴絲板孔內的剪切應力增大,導致熔體破裂,并使其可紡性降低[1]。
箱體對紡絲構件起到保溫作用。由于長絲紡絲部分泵供量較小,箱體內熔體輸送管道直徑相應較小,熔體受熱比表面積較大,顯著影響熔體溫度。因此,在實際生產中,可以通過調整箱體溫度控制熔體溫度。另外,箱體溫度對噴絲板表面溫度的影響也較大。如果板面溫度較低,紡出的絲質地較硬,易產生毛絲、飄絲、斷頭等;如果板面溫度過高,容易產生注頭絲,出現黏板等現象,鏟板難度較大。通過試驗得出箱體溫度一般控制在286.0~293.0 ℃。
在常規紡絲速度下,“十”字形孔噴絲板微孔的內表面積大于常規噴絲板的圓形微孔,并且“十”字形異形纖維的形成過程中存在不規則的橫截面。當熔體滴流從噴絲孔噴出時,通過噴絲孔的熔體滴流會產生較大的阻力和不規則的流速,導致聚酯熔體流出噴絲孔時出現明顯的擠出膨脹,嚴重時噴絲板上會出現黏板現象,可紡性較低。在絲條從噴絲孔噴出的過程中,紡絲熔體細流的流變性和可紡性對溫度有很高的要求,要想讓紡絲過程順利進行,適宜的熔體溫度是重要的條件。當熔體溫度過高時,熔體黏度極低,不能正常紡絲;當熔體溫度過低時,熔體黏度高、可紡性較低、纖維均勻度低。因此,嚴格控制紡絲熔體溫度是紡絲順利進行的關鍵。熔體溫度是氣相熱煤爐控制的箱體溫度和紡絲組件內熔體與金屬砂產生摩擦溫升的總和。當紡絲熔體通過組件過濾網金屬砂和噴絲孔時會受到阻力,熔體克服這個阻力流動產生的壓力即組件壓力。當高壓紡絲時,組件壓力為98~245 bar(1 bar=100 kPa),滌綸絲成品質量較好。隨著組件使用時間的延長,過濾層中的雜質逐漸增多,阻力越來越大,導致組件的壓力越來越大。對于組件壓力,工藝上主要考慮上機的初始壓力和后續使用的升壓速度,與過濾層的泵供量、熔體溫度及黏度等有關,一般以98~147 bar為宜。初期壓力可以通過計算得出,也可以從實際經驗出發,確定一個合適的濾材配方,達到預期要求。當組件正常使用時,組件在單位時間內(小時或天)壓力上升的程度叫升壓速度[2]。
表1是箱體溫度與組件壓力不同搭配呈現的紡絲狀態(由于受到生產現狀的影響,箱體溫度只能在287.0~293.0 ℃調整)。
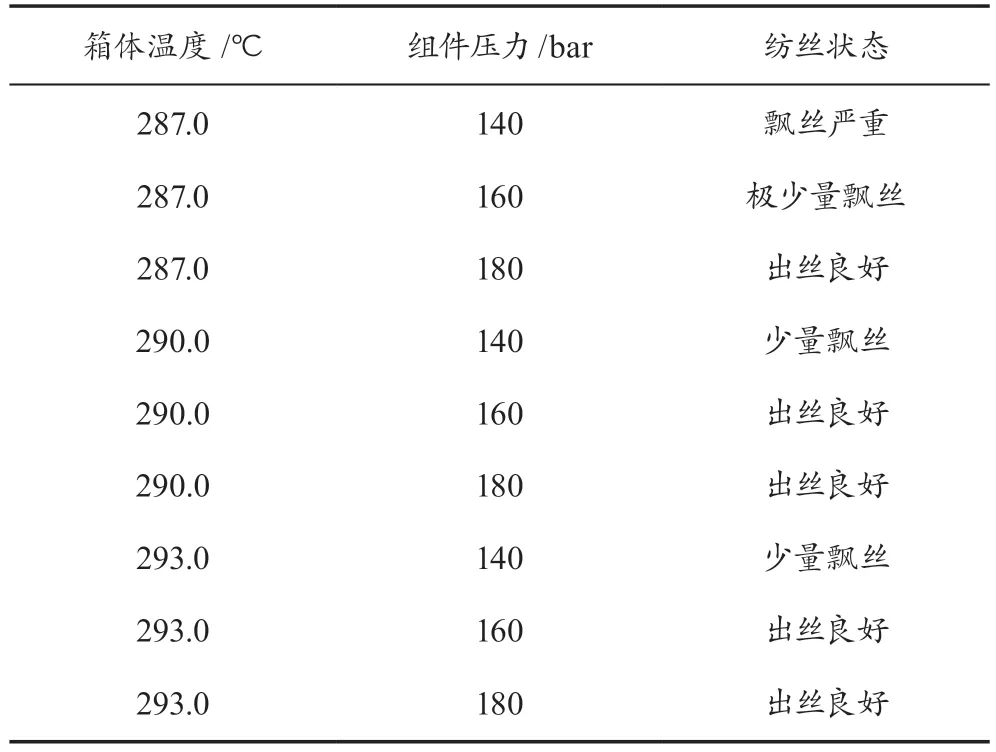
表1 不同箱體溫度與組件壓力狀態下的紡絲狀況
從表1可以看出,當箱體溫度低于287.0 ℃、組件壓力小于160 bar時,紡絲熔體在噴絲板微孔出口處的流動性降低,熔體固化速度較快,導致單絲破裂,紡絲出現飄絲現象。但當箱體溫度和組件壓力過高時,熔體的流動黏度過度降低,輕者使“十”字形纖維的異形度減小,嚴重時會導致熔體粘在噴絲板表面從而使可紡性下降。因此,合理調整箱體溫度和部件初壓是紡絲穩定的關鍵所在。通過一系列工藝調試試驗得出結論,當箱體溫度在290.0 ℃和組件初期壓力大于160 bar時,飄絲的問題能妥善解決。
3.2 緩冷區域和冷卻條件
緩冷區(無風區):在噴絲板下設置密閉區(無風區)非常重要,因為聚酯熔體從噴絲板中被擠出,由于高分子物質的彈性記憶效應,產生了擠出物脹大的現象,不利于異形絲成品異形度的提高。此時的熔體細流溫度較高,細流十分脆弱,經不起任何氣流的沖擊。通過試驗得出緩冷區長度在30~50 mm之間時產品異形度高、產品質量高、紡絲穩定性高。
滌綸長絲生產冷卻方式常見的有側吹風和環吹風兩種。本產品選用側吹風的方式,主要有3個參數:風溫、濕度和風速(風量)。側吹風網面上的出風均勻度也極為重要。側吹風風溫一般控制在20.0~25.0 ℃,在實際生產中,根據生產品種的紡速調整風溫,本產品側吹風溫度控制在20.0 ℃左右。
側吹風需要有一定的濕度,合適的濕度可以減少絲條摩擦產生的靜電、絲條的抖動或跳動。適宜的濕度容易傳熱,有利于絲條降溫,對成品的強度、伸長等物性也有一定的作用。側吹風濕度通常控制在70.00%~90.00%,本品種控制在85.00%左右。
風速對滌綸長絲的預取向(雙折射)和紡絲拉伸有較大作用。隨著風速的加快,紡絲拉伸倍數也在增加,這是因為風速快時冷卻效果好,凝固點朝著噴絲板方向移動,縮小了形變區,在熔體凝固前所受到的拉伸作用減弱。此外,較快的風速可改善染色不勻的情況,降低條干不勻率,提高產品抗室外氣流干擾的能力。但風速過快會引起絲條搖晃和抖動,也容易將噴絲板表面吹冷,進而引發成品物性指標不佳的后果。不同纖度的絲條散熱風速如表2所示[3]。
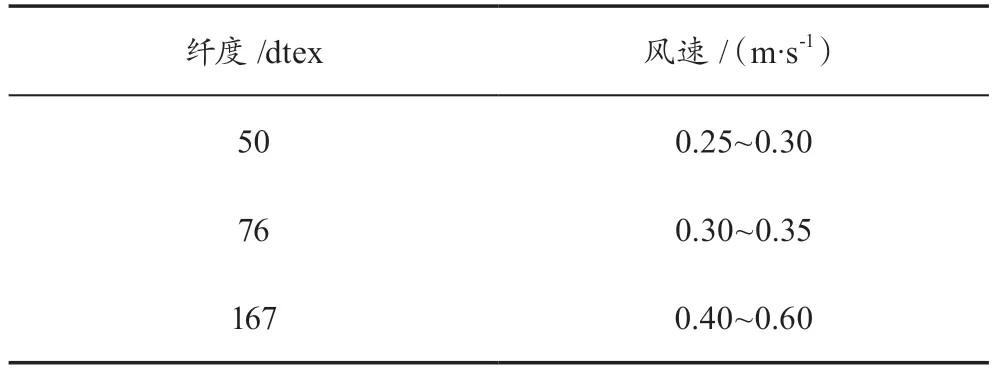
表2 冷卻風速參考
與圓形截面纖維相比,異形截面纖維的比表面積更大,所以能更好地散熱,冷卻速度會加快,固化點會明顯向上轉移,絲條內外層溫度差異加大,絲條表層所受到的拉伸應力在局部集中,容易造成絲條損傷,形成毛圈絲,影響后道加工使用。因此,在生產異形絲時,應適當緩和冷卻條件,提高風溫,減緩風速,以此延緩冷卻速度,延長塑性區,使凝固點下移,減小噴絲板的拉伸張力。但如果冷卻速度過慢,則會因熔體擠出物脹大效應使異形絲截面趨于圓形,因此,冷卻條件不能過于柔和。合適的冷卻條件會降低產品的條干不勻率,實際工藝調試過程中各風速下的條干不勻率結果如表3所示。
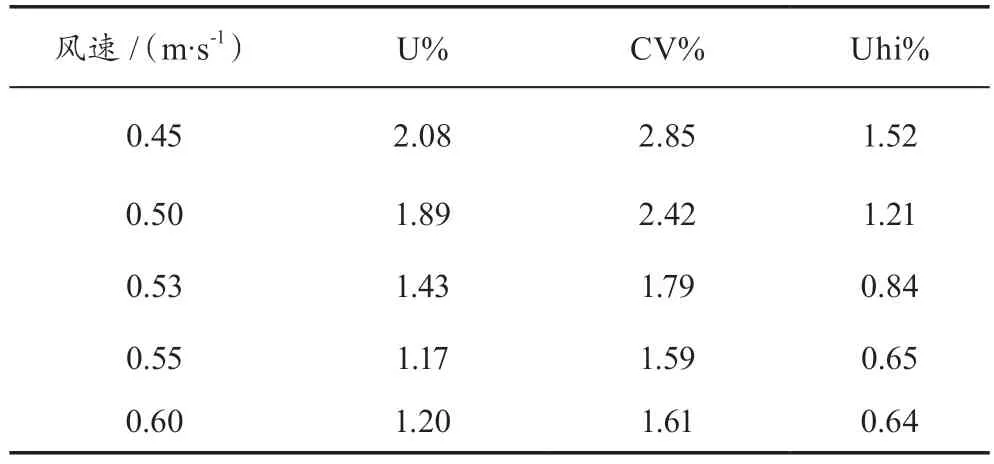
表3 各風速下的條干不勻率數值
通過調整緩冷區長度和側吹風風速,確定最佳緩冷區和冷卻條件,保證“十”字形纖維的異形度和截面完整率,選用30 mm緩冷區長度,試驗過程及對比如圖3至圖7以及表4、表5所示。
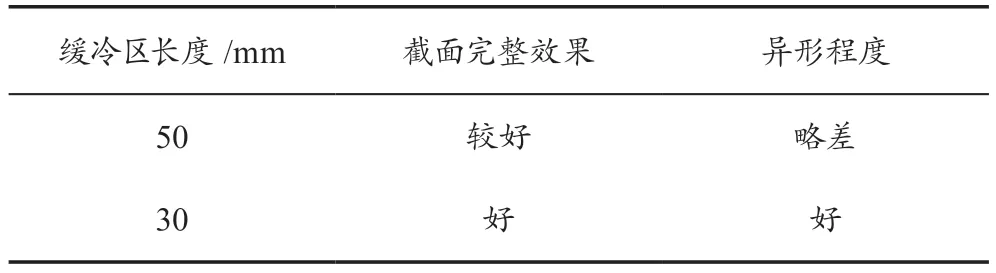
表4 緩冷區試驗圖片及截面對比
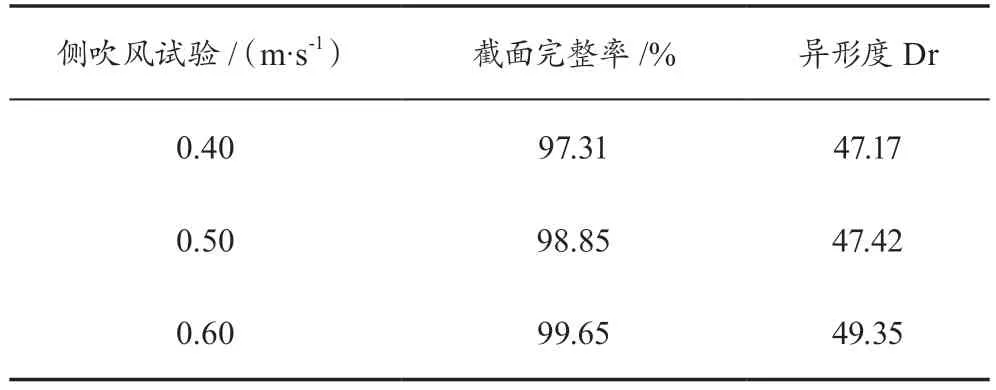
表5 側吹風試驗及截面對比
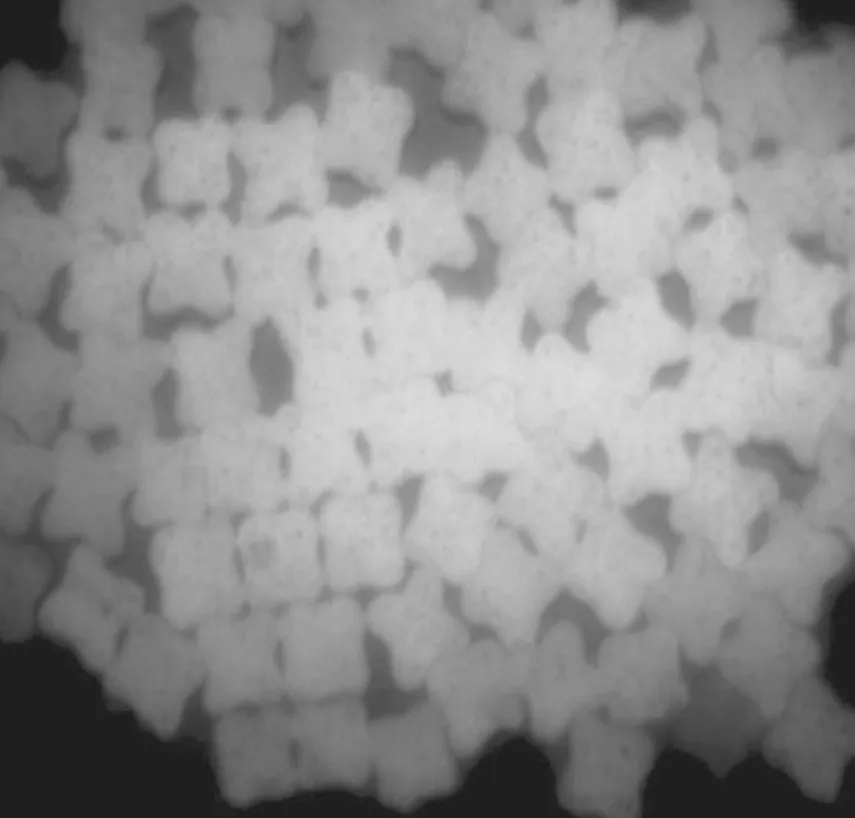
圖3 緩冷區50 mm截面
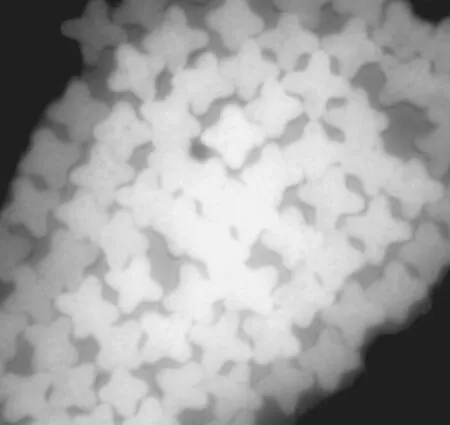
圖4 緩冷區30 mm截面
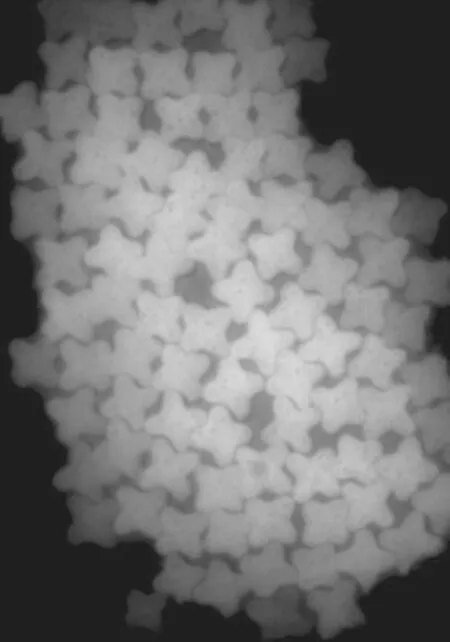
圖5 風速0.4 m/s截面
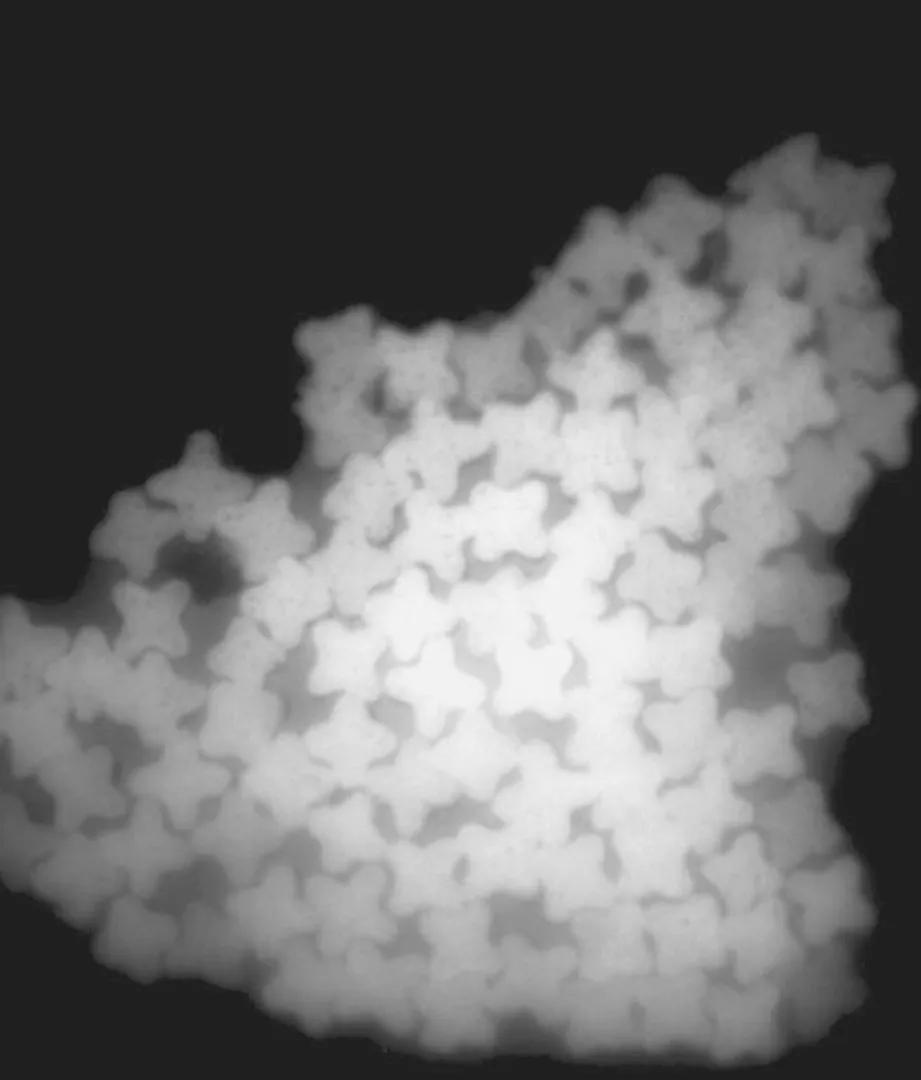
圖6 風速0.5 m/s截面
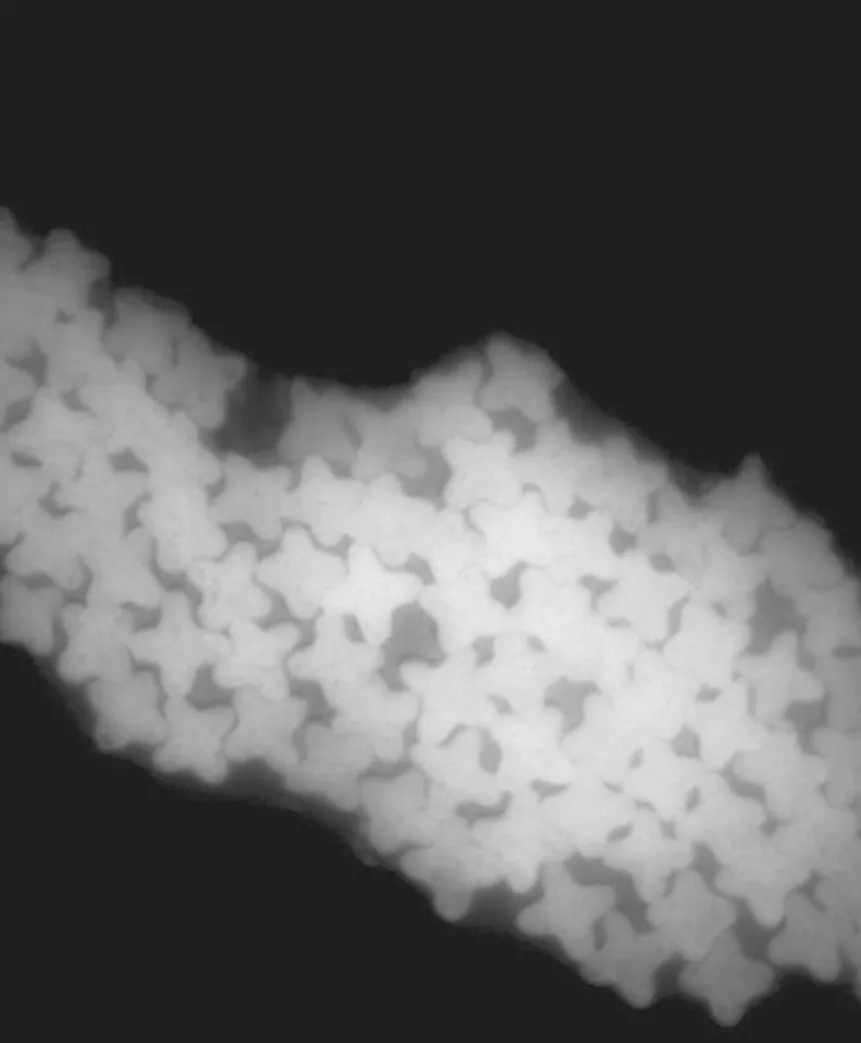
圖7 風速0.6 m/s截面
綜合圖3至圖7的截面圖以及表4和表5的數據可以看出,在縮短緩冷區和加快側吹風速的情況下,“十”字異形纖維的異形度有了較大程度的提高。
3.3 上油
在生產“十”字截面異形絲時,對油劑的鋪展性能、抱合性、滲透性和在絲條表面形成油膜的牢固度要求較高,這樣才能保證油劑在絲條表面形成非常均勻的油膜,進而減小絲條與空氣的摩擦阻力,減少絲條與絲路上導絲器件的摩擦,提高絲束間的抱合性和抗靜電性。由于“十”字截面異形絲的比表面積比常規圓孔截面絲大得多,一旦整體上油不足,則絲束抱合不好,會生產出大量毛圈絲降等產品。同時上油量也不能過大,否則產品在后道加工生產中容易打滑,在日常生產過程中也會造成纏輥嚴重、難以正常穩定生產的后果。經過工藝調試得出結論,當含油量在0.80%左右時,其生產穩定性和后道使用效果均達到最佳狀態。
3.4 卷繞生產工藝
本產品是以全拉伸絲(FDY)生產仿制高取向絲(High Oriented Yarn,HOY)的一種新型產品。HOY的取向度是由紡絲熔體從噴絲孔流出后冷卻成型,在固化過程中經高速紡絲拉伸,使高分子鏈在聚合物中重新進行有序排列得到的。其中,高速紡絲拉伸是通過絲條與空氣的劇烈摩擦并卷曲實現的,拉伸倍數越大,卷繞張力越大,在卷繞機上卷成成品的難度就越大。本產品為保證更大的拉伸倍數和更好的產品成型,絲條在冷卻固化后先經過常溫的第一熱輥和分絲輥,再經過高溫的第二熱輥。通過第二熱輥的定型加熱,釋放剩余張力,同時第二熱輥的設定速度要大于卷繞速度,形成超喂,使卷繞張力進一步降低,從而保證產品的優異成型。成品絲截面和物性指標如圖8與表6所示。

表6 成品“十”字異形纖維的物性指標
圖8 成品絲截面
4 結論
(1)當箱體溫度控制在290.7 ℃、組件初壓控制在158 bar左右時,“十”字異形纖維的紡絲穩定性較好。
(2)當緩冷區長度控制在30~40 mm、風速控制在0.5~0.6 m/s時,可以保證成品絲異形度和截面完整率較高。
(3)本品含油量控制在0.80%時生產穩定性較好。
(4)選擇合理的生產工藝參數(主要工藝參數如表7所示),在常規的紡絲生產設備上開發生產出優質的“十”字異形纖維,使產品具有高附加值、品種多樣化。
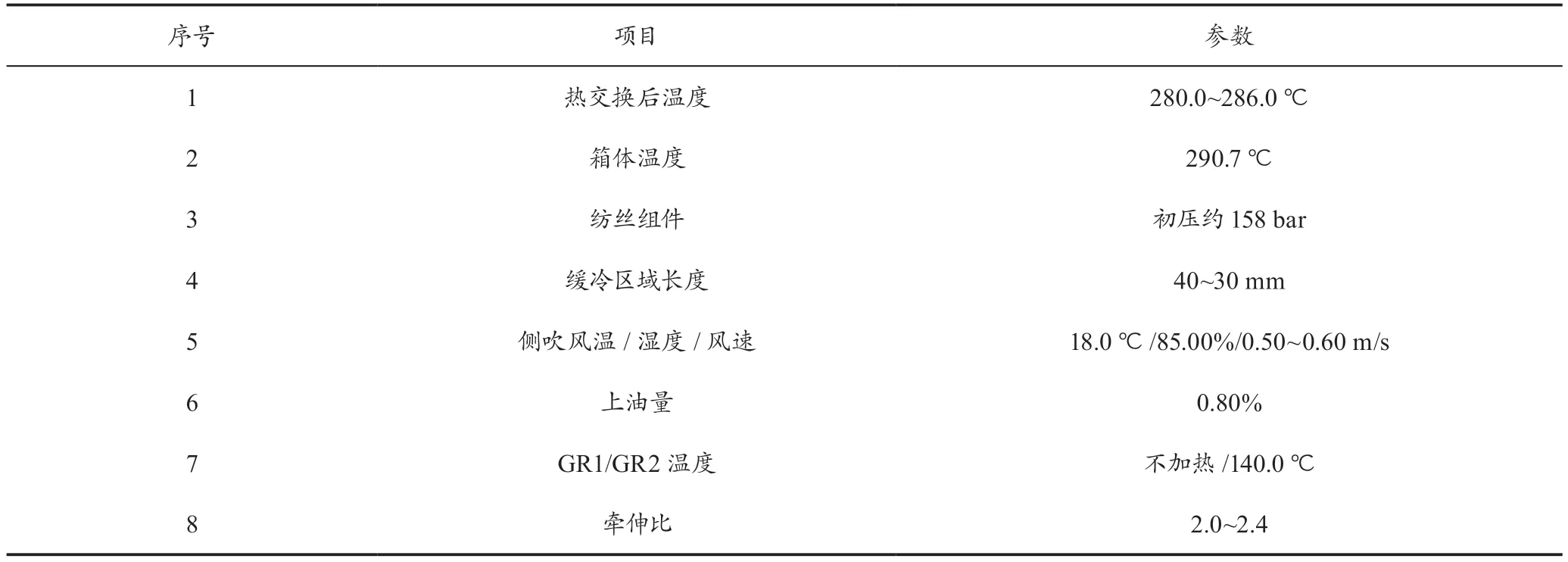
表7 主要工藝參數
猜你喜歡
氣象與環境科學(2021年4期)2021-08-27 02:26:12
電機與控制應用(2021年12期)2021-02-28 07:55:52
海洋通報(2020年5期)2021-01-14 09:26:54
中國電業與能源(2020年5期)2020-06-16 02:20:00
陜西氣象(2020年2期)2020-06-08 00:54:38
西南交通大學學報(2016年4期)2016-06-15 20:29:37
風能(2016年11期)2016-03-04 05:24:00
電測與儀表(2015年8期)2015-04-09 11:50:06
電機與控制應用(2015年7期)2015-03-01 03:50:15
電網與清潔能源(2015年3期)2015-02-28 16:03:31
