鋼結構厚板及其對接焊縫Z向性能試驗
2014-10-25 05:54:14王元清張元元石永久
哈爾濱工程大學學報 2014年8期
關鍵詞:焊縫
王元清,張元元,石永久
(清華大學土木工程系,土木工程安全與耐久教育部重點實驗室,北京100084)
目前,我國建筑鋼結構工程高速發展,涌現出一批大型建筑和橋梁。同時,隨著冶金工業和鋼鐵工業的發展,厚板鋼材越來越廣泛的應用。厚板鋼材本身Z向性能要弱于軋制方向,在焊縫的熱影響作用下可能會加重Z向性能的敏感性,更容易產生層狀撕裂或者斷裂。
張茂龍等對幾種不同厚度的16MND5鍛件,在不同坡口的對接連接下對厚度不同位置的焊縫進行室溫和-20℃下的拉伸和沖擊試驗[1];馬立鵬等對不同厚度的14MnNbq鋼板,采用不同焊接工藝的對接焊縫及熱影響區進行了拉伸和低溫的沖擊試驗[2];高彩茹等對屈服強度為380 MPa的超級中厚板進行了對接焊縫不同焊接工藝下的母材、焊縫及熱影響區的沖擊韌性試驗[3];王元清等對150 mm厚鋼板的對接焊縫及熱影響區進行了低溫下的沖擊韌性試驗[4];Frank等對3/32 E70TG-K2焊條不同熱輸入的厚板對接焊縫金屬和熔合線進行了常溫和低溫下的沖擊韌性試驗[5]。
根據規范 GB/T 19879-2005《建筑結構用鋼板》[6]和規范 GB/T5313-2010《厚度方向性能鋼板》[7],鋼板的拉伸性能應滿足一些最低要求。其中各類型鋼板的屈服、抗拉強度和屈強比均需滿足一定要求,沖擊功在-40℃不小于34 J;當大于15 mm板要求厚度方向性能時,需滿足一定Z向斷面收縮率的要求。
隨板厚的增加,板內部的夾雜物缺陷等越來越明顯,在焊接過程中,焊接工藝的不足以及熱影響和殘余應力使鋼板的材性發生變化,容易產生脆性裂紋和擴展,表現為熱影響區材料的性質變差,同時焊縫本身也是不可避免的有各種缺陷,是容易產生脆性破壞的薄弱點。
本實驗采用不同厚度的板,對其母材,對接焊縫和熱影響區進行取樣,進行簡單拉伸試驗和夏比V形缺口沖擊試驗。為厚板對接焊接的力學性能提供數據參考和設計依據。
1 試驗概述
1.1 試驗規范及目的
本實驗參考的規范有:GB/T 2975-1998《鋼及鋼產品力學性能試驗取樣位置及試樣制備》[8],GB-T 228.1-2010《金屬材料拉伸試驗,第1部分:室溫拉伸試驗方法》[9],GB/T5313-2010《厚度方向性能鋼板》[7],GB-T 229-2007《金屬材料夏比擺錘沖擊試驗方法》[10]和 GB-T12778-2008《金屬夏比沖擊斷口測定方法》[11]。
試驗擬對 60、80、100、120 mm 這 4種厚度的Q345B鋼板及其對接焊縫進行20℃下的簡單拉伸試驗和沖擊試驗。對于簡單拉伸試驗,擬測得試樣的屈服強度fy,極限強度fu及斷面收縮率ψ;對沖擊試驗,采用夏比V形缺口試樣,測得每個試樣的沖擊功Akv。最后分析各力學性能隨板厚和取樣方向、位置不同的變化規律。
1.2 試驗材料取樣方法及規格
試驗材料為舞陽鋼鐵廠生產的Q345B結構用鋼材;由中國二十二冶集團進行焊接加工,采用二氧化碳氣體保護焊,焊絲為1.2mm的ER50-6,送絲速度30~35 cm/min左右;試樣的取樣由北京亞東亞機械電子技術研究所進行,采用線切割等方法。
首先對板采用V形坡口全熔透對接焊縫進行焊接,然后在其沿母材軋制方向和母材、熱影響區及焊縫的Z向進行取樣,如圖1。
V形坡口全熔透對接焊縫細節見圖2。由于板厚較大,故需要多道焊縫,不同區域焊接電流和電壓為
底層:電流250~260 A,電壓28 V;
中層:電流280~300 A,電壓30~32 V;
面層:電流270~280 A,電壓30~32 V。
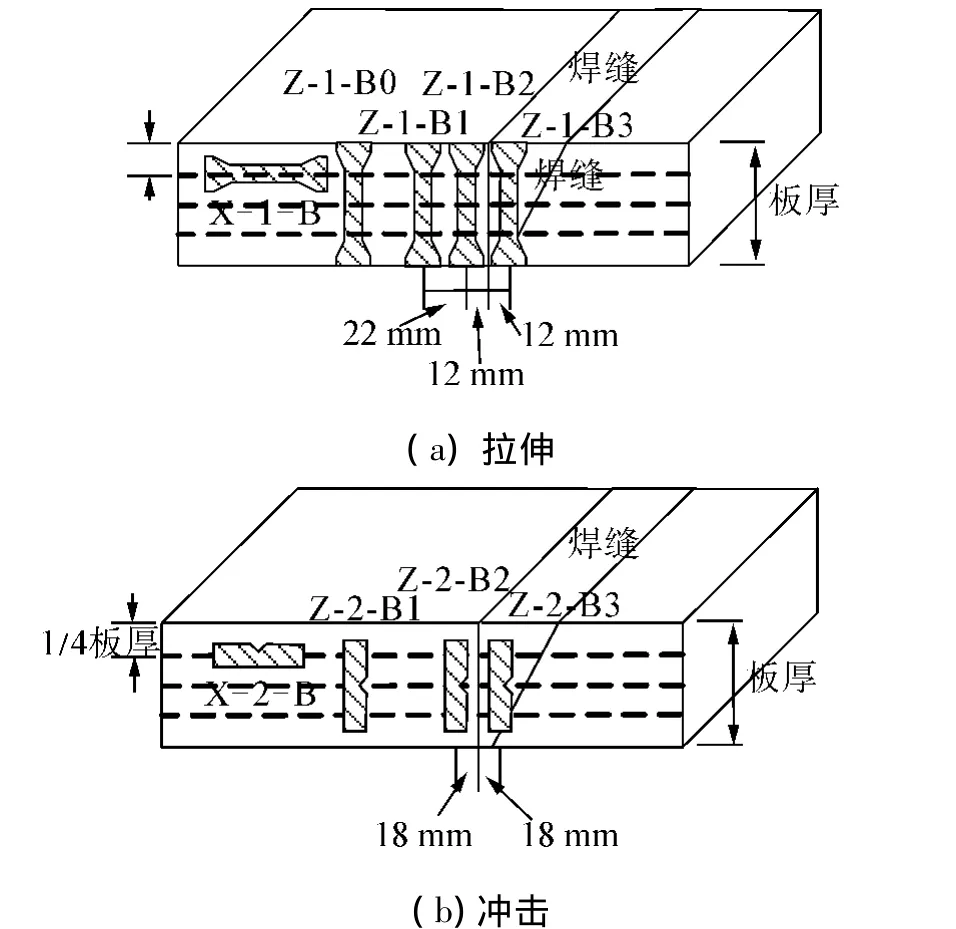
圖1 拉伸、沖擊試樣取樣圖Fig.1 Sampling locations of tensile and impact test specimens
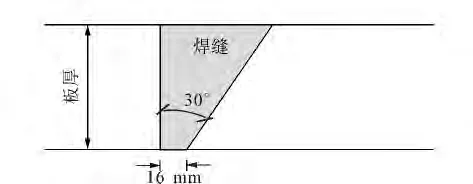
圖2 對接焊縫尺寸規格Fig.2 Butt weld size
拉伸試樣每種取3個,沖擊取4個,計算結果取平均值。試樣取樣完成后列表如表1、2所示。
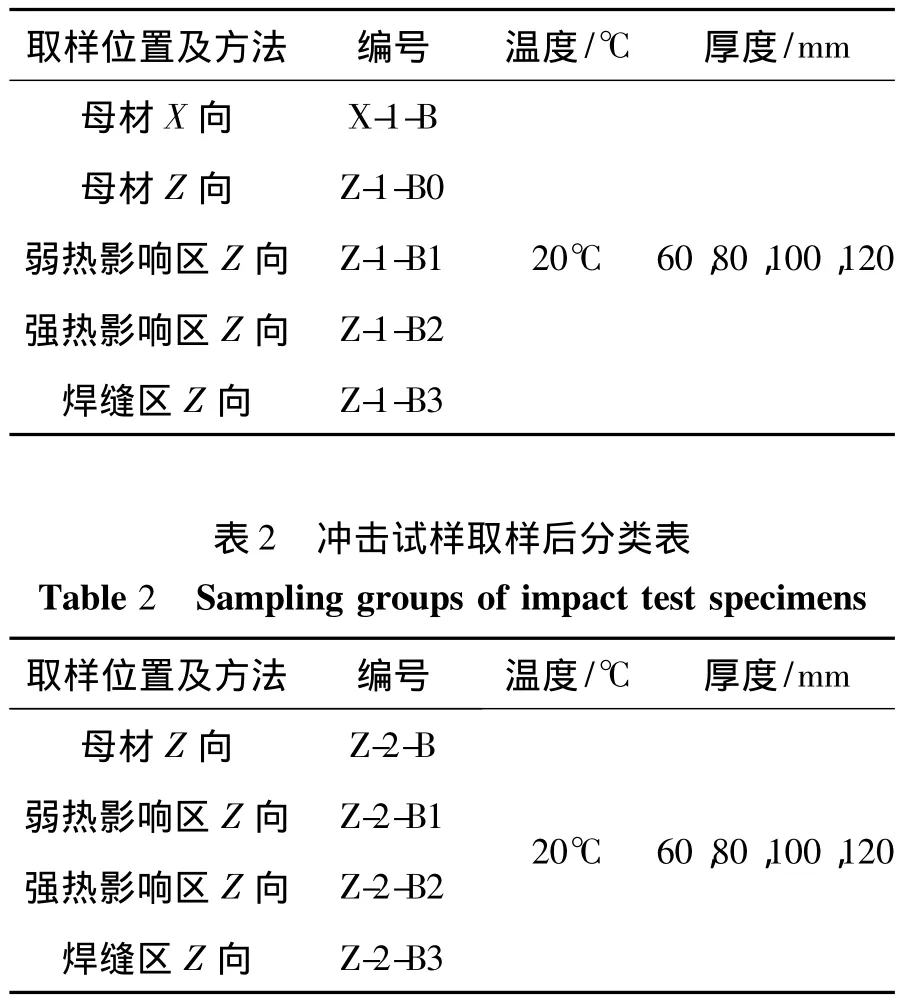
表1 拉伸試樣取樣后分類表Table 1 Sam p ling groups of tensile test specimens
對于拉伸試樣,沿軋制方向取樣總長度為120 mm;沿Z向取樣,總長為板厚,見圖3,其中板厚為60 mm時,夾持端長度為15 mm。
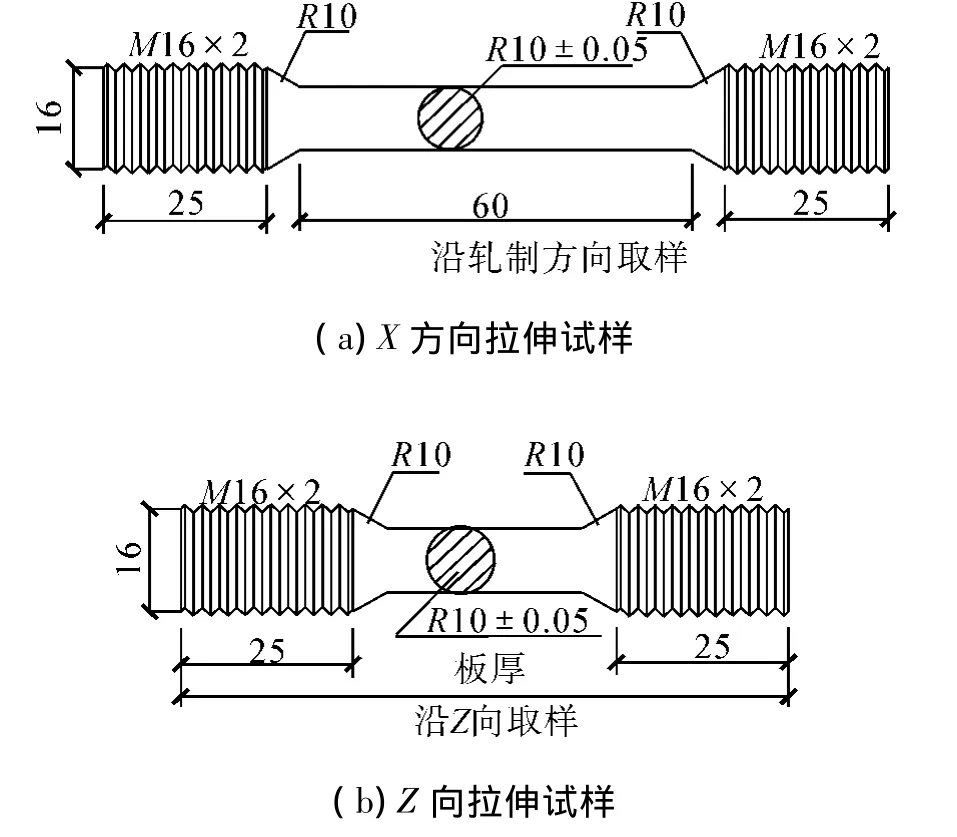
圖3 拉伸試樣沿X向和Z向試樣規格詳圖Fig.3 Specifications of X and Z directions tensile specimens
對于沖擊試樣,各試樣的規格一致,如圖4。
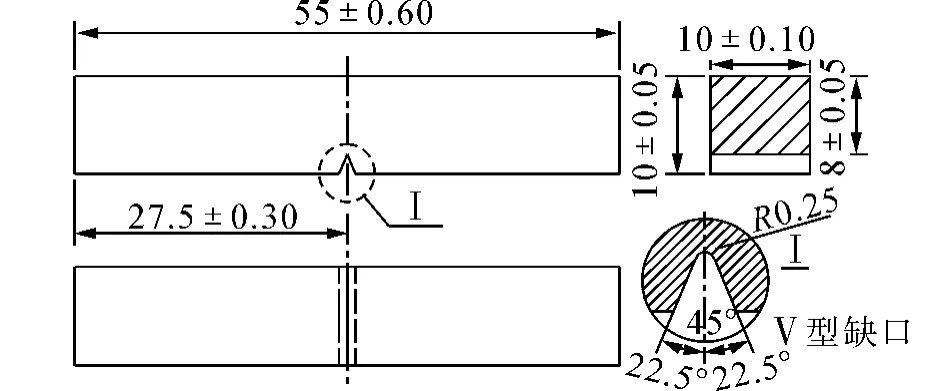
圖4 沖擊試樣規格詳圖Fig.4 Specification of im pact specimens
1.3 試驗設備及參數
拉伸試驗設備使用清華大學航空航天大學力學實驗室的萬能力學試驗機。試驗采用螺絲夾頭,加載速率為2 mm/min,自動采集荷載位移曲線;沖擊試驗設備采用清華大學力學實驗室的SANS擺錘式沖擊試驗機(標準沖擊能為300 J)如圖5所示。

圖5 拉伸及沖擊試驗設備Fig.5 Equipment for tensile and impact test
2 拉伸及沖擊試驗結果
2.1 拉伸力學性能取樣方法變化試驗結果
圖6為屈服強度fy,極限強度fu及斷面收縮率ψ隨取樣方法的變化規律。

圖6 屈服、極限強度及斷面收縮率隨取樣位置變化規律Fig.6 Variation law of fy,fu and ψ versus sam p ling locations
1)由圖6可見,縱向取樣比Z向取樣的試樣fy、fu和ψ要大很多;由母材 Z向到遠熱影響區Z向,再到近熱影響區Z向,fy、fu和ψ也有降低的趨勢,但不明顯。
2)由圖6可見,焊縫金屬的fy高于母材金屬,但是fu卻低于母材金屬,說明焊縫比母材有更大的脆性,同時由于焊縫區的各向異性不明顯,故斷面收縮率接近于母材。
2.2 拉伸力學性能板厚變化試驗結果
圖7為屈服強度fy,極限強度fu及斷面收縮率ψ隨板厚的變化規律。
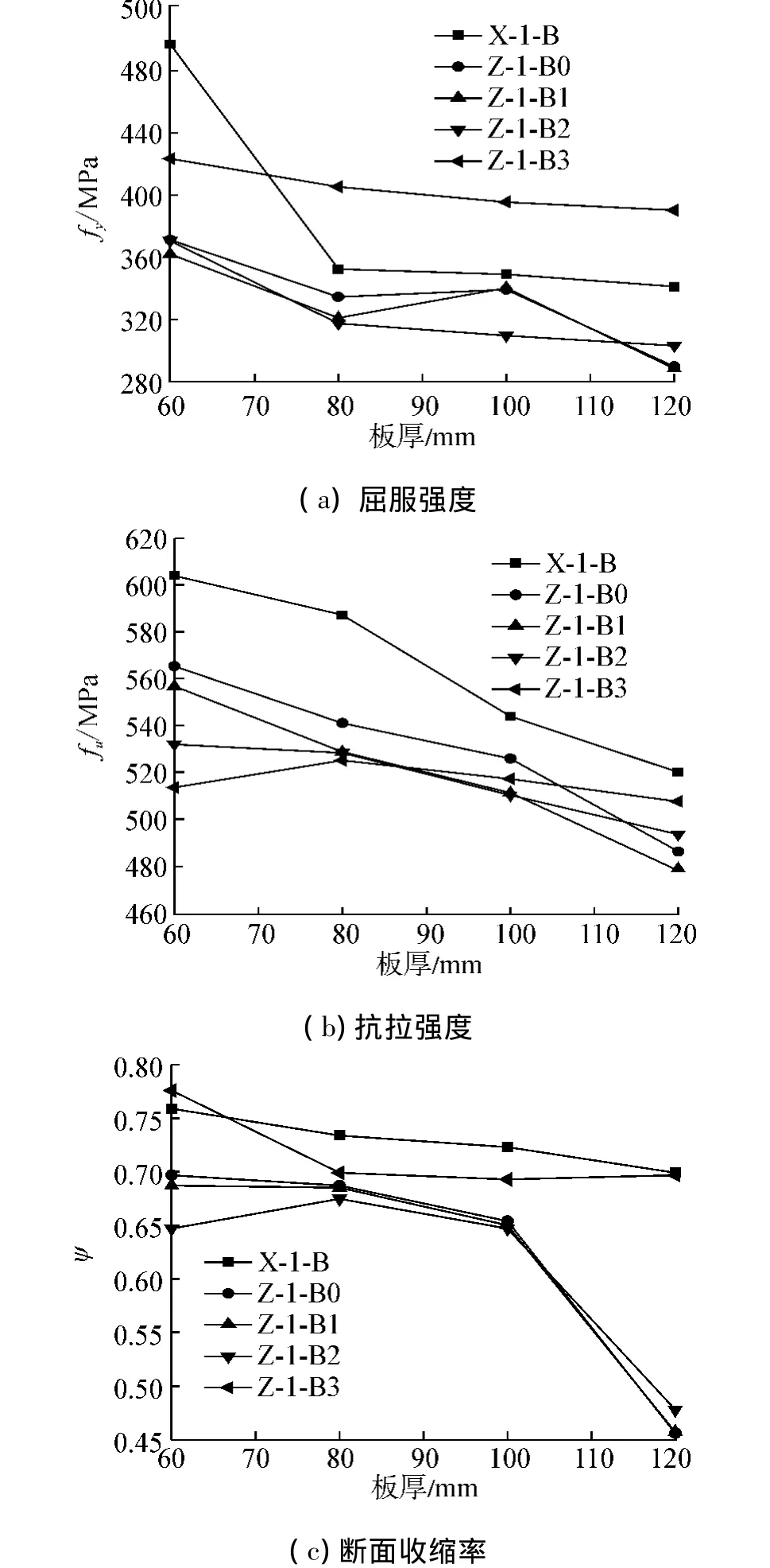
圖7 屈服強度,極限強度及斷面收縮率隨板厚變化規律Fig.7 Variation law of fy,fu and ψ versus plate thickness
由圖7可見,隨著板厚的增加,fy、fu和ψ皆有不同程度的降低。從而可知,厚板的厚度越大,不管縱向還是Z向,不管母材、焊縫還是熱影響區,強度指標及延性變差。
2.3 沖擊韌性隨取樣位置變化的試驗結果
沖擊功隨取樣位置變化試驗結果如圖8所示。由圖8可見,對于不同厚度。母材的X向的沖擊功大于Z向的,母材Z向的沖擊功大于熱影響區的。對于焊縫,由于焊縫的各向異性已經不明顯,故焊縫的沖擊功約等于母材X向的,但是焊縫沖擊功略低于母材,表明焊縫沖擊韌性較母材略有降低。
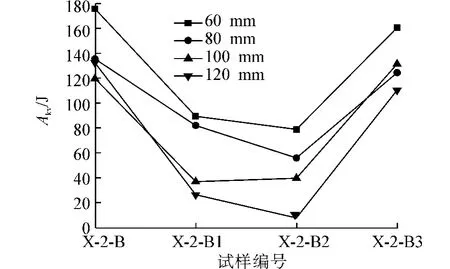
圖8 沖擊功隨取樣位置變化規律Fig.8 Variation law of A kv versus sampling locations
文獻[12]曾研究過150 mm厚Q345B鋼板對接焊縫在20℃縱向取樣的沖擊韌性。現將一些實驗結果與本實驗做比較,如表3所示。
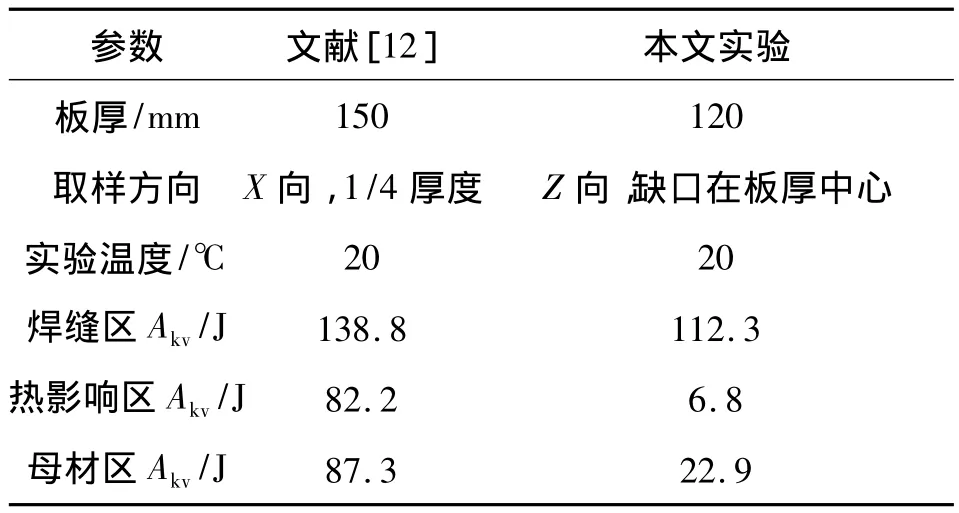
表3 沖擊試樣實驗結果比較Table 3 Comparison with Hu’s results of im pact test
由表3可見,雖然本實驗板厚為120 mm,但由于是沿Z向取樣,故熱影響區和母材的沖擊功要遠遠小于胡宗文板厚為150 mm的X向取樣實驗結果,幾乎接近0;同時在焊縫區沖擊功的大小沒有明顯差別。
2.4 沖擊韌性隨板厚變化的試驗
沖擊功隨板厚變化試驗結果如圖9所示。
由圖9可見,沖擊功隨著板厚的增加而降低,降低的幅度對于不同取樣位置和方向比較一致,板厚每增加10 mm,沖擊功約降低10 J左右。從而當板厚越大時,越應重點關注沖擊韌性的降低。
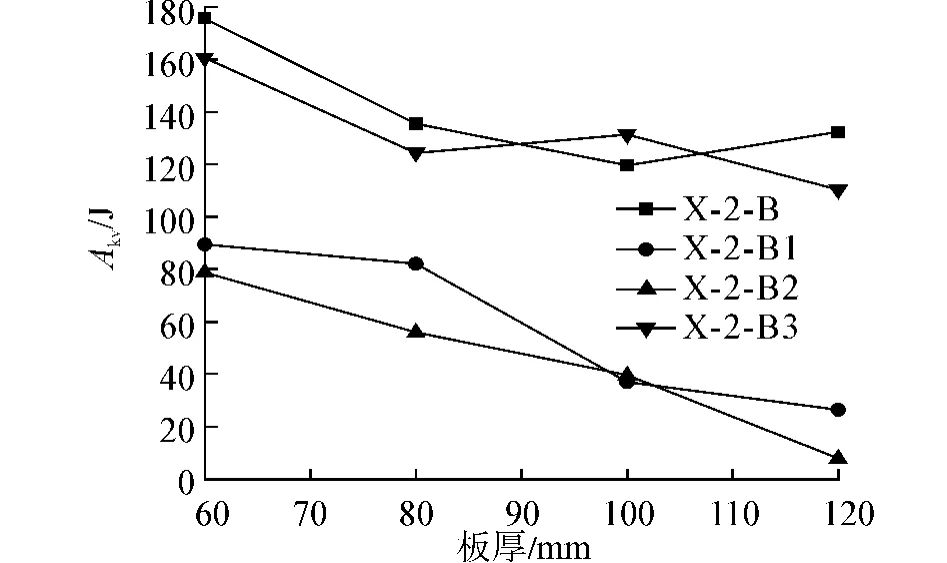
圖9 沖擊功隨板厚變化規律Fig.9 Variation law of A kv versus plate thickness
3 試樣斷口分析
對60 mm厚板對接連接的母材、熱影響區及焊縫的Z向沖擊試樣(60-Z-2-B1,60-Z-2-B2及60-Z-2-B3)的斷口進行照相和電子顯微鏡掃描分析。如圖10、11 所示。
從宏觀看,焊縫區金屬表現出沖擊后較大的斷面變形,塑性更明顯,熱影響區表現出整齊的脆性斷裂面。
從微觀看,熱影響區有很明顯的舌狀花紋,表現出較明顯的脆性,母材和焊縫金屬有很明顯的韌窩分布,從而有明顯的韌性,其中焊縫金屬Z向取樣的韌窩遠遠比母材Z向取樣的要密集細小,故有更好的韌性。這也可能是因為焊縫區金屬更傾向于各向同性,而母材Z向取樣性能比焊縫金屬要差的原因導致。

圖10 不同區域的Z向試樣斷口照片(自左到右:60-Z-2-B1,60-Z-2-B2及60-Z-2-B3)Fig.10 Fracture surface of Z-direction specimens(60-Z-2-B1,60-Z-2-B2,60-Z-2-B3,sequentially)
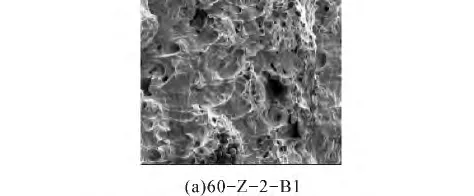
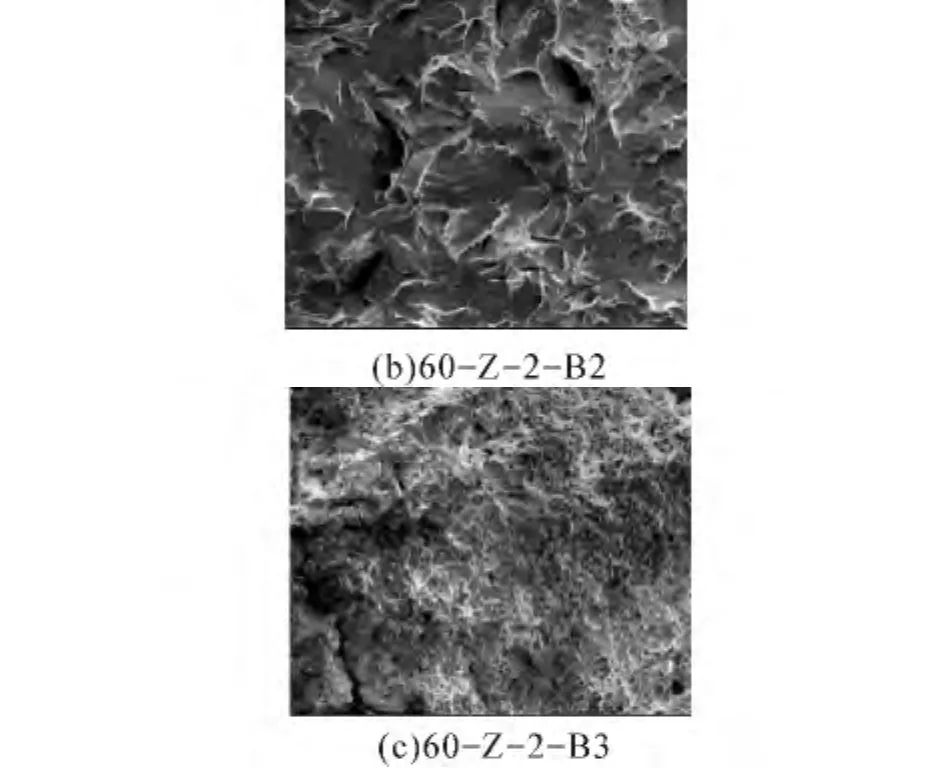
圖11 不同區域的Z向試樣電鏡掃描照片Fig.11 SEM of fracture surface of Z-direction specimens of different locations
4 結論
1)母材X向、母材Z向、熱影響區、焊縫的屈服強度fy、fu和ψ及沖擊韌性Akv是依次降低的,其中沿Z方向的拉伸和沖擊性能降低最為顯著。熱影響區及母材的Z向各性能差距較母材X向和Z向的小。
2)隨板厚的增加,fy、fu和ψ及沖擊韌性Akv皆有不同程度的降低。對于不同位置的取樣,各性能隨板厚的降低幅度沒有顯著的差異。
3)焊縫金屬的屈服強度fy要高于母材,但極限強度和沖擊功要低于母材。因此,焊縫區有更大的屈強比和更低的沖擊韌性,其原因可能是由于焊縫金屬的缺陷和裂紋引起的。但是,焊縫區的Z向性能優于熱影響區和母材的Z向,可能是因為焊縫區的各向異性表現的不如母材及熱影響區明顯。
[1]張茂龍,丁必學,樊建明.大厚度焊接接頭不同厚度部位焊縫縱向力學性能差異性試驗[J].焊接,2003(4):12-15.ZHANGMaolong,DINGBixue,FAN Jianming.Experiment onmechanical properties difference of weld metal for large thicknesswelded joint at different thickness location [J].Welding& Joining,2003(4):12-15.
[2]馬立鵬,徐向軍.武漢天興洲公鐵兩用長江大橋焊接工藝評定試驗[J].鋼結構,2008,3(23):14-18.MA Lipeng,XU Xiangjun.The welding craft evaluation experiment of the Wuhan Tianxinzhou Yangtse river railcum-road bridge [J].Steel Construction,2008,3(23):14-18.
[3]高彩茹,馬金龍,王佳夫,等.超級鋼中厚板焊接工藝對接頭沖擊韌度的影響[J].機械工程材料,2006,30(4):5-8.GAO Cairu,MA Jinlong,WANG Jiafu,et al.Effect of welding process on weld joint impact toughness of ultrafine grained steel plate[J].Materials for MechanicalMaterials,2006,30(4):5-8.
[4]王元清,胡宗文,石永久,等.鋼結構厚板對接焊縫低溫沖擊韌性試驗研究[J].鐵道科學與工程學報,2010,7(5):1-5.WANG Yuanqing,HU Zongwen,SHIYongjiu,et al.Experimental study on the impact toughness of thick plate butt weld of steel structure at low temperature[J].Journal of Railway Science and Engineering,2010,7(5):1-5.
[5]FRANK K H,BARSOM JM,HAMBURGER R O.State of the art report on base metals and fracture[Z].The SAC Joint Venture for the Federal Emergency Management Agency.Washington D C,2000.
[6]常躍峰,趙文忠,王曉虎,等.GB/T 19879-2005,建筑結構用鋼板[S].北京:中國標準出版社,2006.CHANG Yuefeng,ZHAO Wenzhong,WANG Xiaohu,et al.Steel plates for building structure[S].Beijing:Standards Press of China,2006.
[7]趙文忠,張華紅,謝良法,等.GB/T5313-2010,厚度方向性能鋼板[S].北京:中國標準出版社,2010.ZHAOWenzhong,ZHANG Huahong,XIE Liangfa,et al.GB/T5313-2010 Steel plate with through-thickness characteristics[S].Beijing,Standards Press of China,2010.
[8]李久林,梁新邦,高振英,等.GB/T 2975-1998,鋼及鋼產品力學性能試驗取樣位置及試樣制備[S].北京:中國標準出版社,2011.LI Jiulin,LIANG Xinbang,GAO Zhenyin,et al.Steel and steel products-location and preparation of test pieces for mechanical testing[S].Beijing:Standards Press of China,2011.
[9]高怡斐,梁新幫,董莉,等.GB/T 228.1-2010,金屬材料拉伸試驗,第1部分:室溫拉伸試驗方法[S].北京:中國標準出版社.2011.GAO Yifei,LIANG Xinbang,DONG Li,et al.GB/T 228.1-2010 metallic materials-tensile testing-part 1:Method of test at room temperature[S].Beijing:Standards Press of China,2011.
[10]朱林茂,高怡斐,劉衛平.GB/T 229-2007金屬材料夏比擺錘沖擊試驗方法[S].北京:中國標準出版社,2007.ZHU Maolin,GAO Yifei,LIUW weiping.GB/T 229-2007 Metallic materials-charpy pendulum impact test method[S].Beijing:Standards Press of China,2007.
[11]白杰,唐振廷,葉宏德,等.GB-T 12778-2008金屬夏比沖擊斷口測定方法[S].北京:中國標準出版社,2008.BAI Jie,TANG Zhenting,YE Hongde,et al.GB-T 12778-2008 Determination of charpy impact fracture surface for metallic materials[S].Beijing:Standards Press of China,2008.
[12]王元清,胡宗文,石永久,等.結構鋼厚板低溫沖擊韌性研究[J].哈爾濱工程大學學報,2010,31(9):1179-1184.WANG Yuanqing,HU Zongwen,SHIYongjiu,et al.Testing the impact resistance of thick structural steel plate at low temperatures[J].Journal of Harbin Engineering University,2010,31(9):1179-1184.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
