基于SML的產(chǎn)品參數(shù)化工藝變型設(shè)計研究*
2015-03-14 09:01:03談宏志
上海電氣技術(shù) 2015年4期
關(guān)鍵詞:參數(shù)化設(shè)計
談宏志
上海電氣集團股份有限公司 中央研究院 上海 200070
基于SML的產(chǎn)品參數(shù)化工藝變型設(shè)計研究*
談宏志
上海電氣集團股份有限公司 中央研究院上海200070
摘要:為了滿足市場產(chǎn)品多樣化、客戶個性化的要求,以及縮短產(chǎn)品設(shè)計和制造周期,提高產(chǎn)品設(shè)計效率和企業(yè)的市場競爭力,提出了基于SML的零件參數(shù)化工藝變型設(shè)計方法,引入減料幾何特性與加工分步特征等概念,分析了基于SML的產(chǎn)品工藝變型設(shè)計技術(shù)及其實施方案,實踐證明,研究結(jié)果達到了預(yù)期效果。
關(guān)鍵詞:SML; 工藝變型; 參數(shù)化設(shè)計; 快速設(shè)計
Abstract:In order to meet the requirement for diversification of market product and client individuation, to reduce the lead time for product design and manufacturing, to improve product design efficiency and market competitiveness of the enterprises, a design approach is proposed and it is built on XML-based process variant via product parametriation. This paper introduces the concepts such as geometrical features of material reduction and characteristics of multiplestep process, while analyzing SML-based design technology via product process variant as well as their executive plans. Practice has proved that the findings come to the desired effect.
Key Words:SML; Process Variant; Parameterized Design; Quick Design
隨著產(chǎn)品快速設(shè)計技術(shù)的發(fā)展,產(chǎn)品設(shè)計階段的周期越來越短,各項設(shè)計技術(shù)的成熟,產(chǎn)品設(shè)計階段的優(yōu)化已經(jīng)到了極限,促發(fā)了對產(chǎn)品全周期快速設(shè)計的研究。國內(nèi)研究較早的是浙江大學(xué)現(xiàn)代制造工程研究所,他們在國外對工藝建模研究的基礎(chǔ)上,從零件實際加工過程出發(fā),建立相似零件族的主工藝文檔,提高了產(chǎn)品工藝文檔的輸出效率[2-4];王新杰教授在幾何建模的基礎(chǔ)上,提出了定量化工藝建模與工藝設(shè)計的方法,從產(chǎn)品基礎(chǔ)性工藝的角度分析問題,通過對產(chǎn)品每個工序的定量化詳細(xì)描述,直觀地體現(xiàn)出產(chǎn)品制造加工的整個流程;韓書霞將產(chǎn)品的工藝建模應(yīng)用到內(nèi)燃機的制造過程中,同時應(yīng)用產(chǎn)品的成組技術(shù),以產(chǎn)品加工工藝元為單位,建立了具有層次化結(jié)構(gòu)的工藝模型。但是國內(nèi)對產(chǎn)品參數(shù)化工藝變型設(shè)計的研究還很局限,沒有從本質(zhì)上解決產(chǎn)品工藝變型設(shè)計的復(fù)雜性。為了解決因零件公差、粗糙度、熱處理等工藝變化引起的工藝路線和工序的變化問題,筆者將產(chǎn)品的事物特性表引入到產(chǎn)品的工藝建模中,引入減料幾何特性與加工分步特征等概念,結(jié)合產(chǎn)品幾何模型中的外形結(jié)構(gòu)特征,將描述外形特征的參數(shù)演變成加工該產(chǎn)品對應(yīng)外形特征的工藝參數(shù),如此可以基于產(chǎn)品事物特性表來建立相似產(chǎn)品的加工特征主文檔,即建立產(chǎn)品的參數(shù)化工藝主模型,修改工藝主文檔的某些參數(shù)就可以生成新產(chǎn)品的工藝文檔。
1產(chǎn)品加工工藝文檔信息知識
產(chǎn)品的事物特性表(德文SML: Sach-merk-Leisten)是產(chǎn)品信息的核心,它主要描述了產(chǎn)品零部件的幾何特征、制造特征及功能特征。其中制造特征包括產(chǎn)品的圖號、編碼、材料、質(zhì)量、密度、型號、零部件類型等信息,是建立可變型模型設(shè)計系統(tǒng)的關(guān)鍵,對于該理論知識的研究已經(jīng)很成熟,這里不予詳細(xì)介紹。
研究產(chǎn)品工藝變型設(shè)計的關(guān)鍵點是要建立基于事物特性表的產(chǎn)品工藝文檔,重點是要確定工藝文檔中信息的表示方式,包括描述產(chǎn)品工藝卡與工序卡的方式。產(chǎn)品工藝過程主要描述產(chǎn)品從原材料到成品的生產(chǎn)制造過程,也可以視為產(chǎn)品幾何造型全過程。考慮到產(chǎn)品的制造工藝特征,主要研究采用減料成型法生成的產(chǎn)品,就是將毛坯件或原料進行車、銑、刨、磨等加工手段最終得到成品。為了能夠?qū)⑻摂M制造工藝文檔和實際加工工藝完全匹配,在計算機輔助設(shè)計軟件中也采用減料法建立3D模型。圖1描述了金屬軟管終端保護套減料成型過程。

圖1 金屬軟管終端保護套減料成型過程
1.1 加工分步特征的概念
圖1中,在金屬軟管終端保護套減料成型過程中,完成了從銅棒到保護套的加工,包含了3個減料加工分步過程,每一次減料過程都使中間半成品的外形和質(zhì)量發(fā)生變化,為提高零件的表面性能,最后對加工成品進行表面鍍鎳工藝。在此過程中,隨著加工材料質(zhì)量的逐步減少,變化量為Δm1、Δm2、…、Δmn,質(zhì)量減少的部分從宏觀角度講,它們是具有一定外形的去除件,也有一定的加工余量、表面粗糙度Ra、平行度誤差等工藝特性,將這類特征定義為零件的加工分步特征。從它的定義可知,各個零件從毛坯到成品的加工過程有很多加工分步特征。
1.2 減料幾何特征的概念
加工分步特征形象地表現(xiàn)了零件的加工工藝過程,圖2為金屬軟管終端保護套中心孔成型工步,該圖詳細(xì)顯示了半成品A到半成品B的減料加工過程。C圓柱體是從A加工到B時減去的總材料,該圓柱有外形、高度、直徑φD、表面加工精度等特性,將這一類特征定義為減料幾何特征,詳細(xì)描述了加工過程中減料幾何的所有特征信息,包括幾何參數(shù)(指直徑φD和高度)、工藝參數(shù)(指加工精度)等。圓柱C是加工B零件中心孔的減料幾何特性,該特性包含很多幾何工藝特征,如粗鏜、精鏜等加工分步特征。同一個加工分步特征會因為成品要求不同而具有不同的屬性,有的甚至直接影響零件加工的工序或者工步。有些軸系的零件整體強度需求高,要對加工制造與熱處理的順序進行調(diào)整;有些零件加工精度要求在IT10以上時,需要增加“精加工”的工步。

圖2 減料幾何特性示例
2基于事物特性表產(chǎn)品參數(shù)化工藝建模
零件族參數(shù)化幾何模型的建立,可以快速設(shè)計出新產(chǎn)品的結(jié)構(gòu),但是該設(shè)計沒有延展性,不能夠支持后續(xù)產(chǎn)品制造加工,因為制造加工設(shè)計的工藝非常繁瑣,包括加工尺寸、余量控制、表面處理(粗糙度等)、材料選擇、公差配合、半成品或成品熱處理等信息。根據(jù)上述工藝信息制定產(chǎn)品工藝文檔[8-9],它是產(chǎn)品外形結(jié)構(gòu)設(shè)計與制造加工的橋梁,起到了承上啟下的作用。為了更好、更快、更準(zhǔn)確地完成產(chǎn)品設(shè)計制造,可以在設(shè)計好的幾何模型的基礎(chǔ)上,利用事物特性表技術(shù),建立產(chǎn)品模型的工藝主文檔。與幾何模型中的主模型一樣,工藝主文檔能夠描述該產(chǎn)品零件族集合中所有零件的加工工藝,通過修改主文檔中的工藝參數(shù),生成新零件的工藝。
產(chǎn)品零件族參數(shù)化工藝建模就是基于產(chǎn)品SML建立參數(shù)化工藝變型文檔,整個過程為: 首先收集并分析相似產(chǎn)品的工藝過程,其次建立能夠代表相似產(chǎn)品集合內(nèi)所有產(chǎn)品工藝的參數(shù)化主文檔,最后根據(jù)新產(chǎn)品的個性特征,修改相關(guān)工藝參數(shù),實現(xiàn)工藝過程的變化,輸出新工藝文檔。該過程和參數(shù)化幾何建模相似,但是因為在產(chǎn)品工藝建模中需要考慮零件的公差配合、成品熱處理等信息,工藝參數(shù)化建模難度更高。考慮到產(chǎn)品相似特征可采用相似的工藝來加工,所以即使結(jié)構(gòu)與性能不相似的產(chǎn)品之間的工藝也可以相互借用,不同集合內(nèi)的零件加工工藝也可具有相似性,這就簡化了整個參數(shù)化工藝建模系統(tǒng)。通過建立相似零件的參數(shù)化工藝文檔,將文檔中改變的參數(shù)設(shè)為變型參數(shù),在參數(shù)化工藝建模子系統(tǒng)中建立基于事物特性表的參數(shù)化工藝文檔,在參數(shù)化系統(tǒng)中改變工藝文檔中的變型參數(shù),得到新的工藝文檔,具有相似工藝特征的不同零件族的工藝主文檔可相互借用。
事物特性表在產(chǎn)品參數(shù)化變型設(shè)計中起了很大的作用,它是整個系統(tǒng)的紐帶。不同的企業(yè)具有不同的產(chǎn)品,這也決定了所涉及的加工分步特征含有個性因素,所建立的事物特性表在結(jié)構(gòu)內(nèi)容上都有區(qū)別。筆者結(jié)合具體產(chǎn)品的特征,建立起對應(yīng)產(chǎn)品的加工分步特征事物特性表,在該事物特性表中,表頭包括了所有的產(chǎn)品幾何特征信息,另外增加了諸如零件加工精度、零件加工材料、表面后處理等零件工藝特征信息。表1為某中心孔的加工分步特征的事物特性表,表中列為該中心孔的事物特性屬性,行為屬性值[10]。通過各列中屬性來描述該中心孔的加工分步特征,促進了產(chǎn)品參數(shù)化工藝建模。通過加工分步特征的定義可知,加工的精度與要求越高,零件的加工工步就越多,宏觀的加工分步特征就越多,描述零件的加工工藝的難度就越高。

表1 金屬軟管接頭中心孔加工特征事物特性表
在創(chuàng)建工藝文檔過程中,將企業(yè)加工產(chǎn)品的經(jīng)驗和機械加工工藝手冊中的知識作為專家知識編寫到系統(tǒng)中,本質(zhì)上提高了編制相似產(chǎn)品工藝文檔的速度[11]。某零件中心孔的加工工藝的余量選擇規(guī)則如下:
If{
幾何特征類型=“孔”and
材料=“Cu” or “Fe” and
熱處理=“無”and
加工類型=“機加工”and
直徑范圍=“(10mm,100mm)”and
加工精度范圍=“(IT12,IT6)”and
粗糙度范圍=“(Ra6.3,Ra0.8)”
}
Then{
粗鏜余量值=2mm;
半精鏜余量值=0.5mm;
精鏜余量值=0mm。
}
根據(jù)上述工藝規(guī)則可以計算出零件中加工該孔的毛坯尺寸。假設(shè)產(chǎn)品零件的中心孔φD0=50mm,粗鏜余量為 2mm,可計算出孔毛坯直徑φD0為:
φD0=50-0-2-0.5=47.5mm
零件中所有加工分步特征的尺寸計算類似,這里需要注意的是,當(dāng)零件需要表面處理時,需要考慮表面處理對零件尺寸的影響,各工步中加工余量需要作相應(yīng)的調(diào)整。
3基于SML產(chǎn)品工藝變型設(shè)計的實現(xiàn)
在參數(shù)化設(shè)計過程中,當(dāng)客戶需求發(fā)生變化引起產(chǎn)品的外形和加工工藝發(fā)生變化時,產(chǎn)品設(shè)計系統(tǒng)必須迅速作出響應(yīng),并順利生成新數(shù)學(xué)模型、二維工程圖和零件加工工藝卡。為了達到這一效果,本研究將產(chǎn)品零件族事物特性表中的產(chǎn)品幾何屬性參數(shù)與工藝屬性參數(shù)分別與數(shù)學(xué)模型和工藝主文檔模板相互映射。當(dāng)改變初始設(shè)計參數(shù)后,系統(tǒng)可以快速生成對應(yīng)的工藝過程卡;當(dāng)零件外形、尺寸發(fā)生變化時,其減料幾何特征也發(fā)生變化,加工分步特征隨之變化,整個加工分步特征工藝主文檔發(fā)生變型,最終生成新工藝過程卡。整個工藝變型驅(qū)動流程如3所示。
上文中已經(jīng)闡述產(chǎn)品的事物特性表中包含加工分步特征的特性參數(shù),通過修改事物特性表中對加工分步特征中的參數(shù)值,驅(qū)動產(chǎn)品加工分步特征,最后在加工工藝文檔中表現(xiàn)出來。加工分步特征為產(chǎn)品工藝模型建立過程中的最小元,圖4為某零件中心孔加工工藝變型的效果圖。對于加工大直徑中心孔FFAP-52082的加工分步特征,孔的加工精度為IT10,表面粗糙度為Ra6.8,根據(jù)專家系統(tǒng)可知,該孔只需半精加工來保證精度,其工藝文檔只包括粗鏜與半精鏜的工步;而小直徑中心孔FFAP-53092的加工分步特征,加工精度為IT9,表面粗糙度為Ra3.2,由專家系統(tǒng)加工經(jīng)驗可知,必須要用精加工來保證產(chǎn)品精度,它的工藝文檔比前者多了精鏜的工步。

圖3 工藝變型驅(qū)動流程圖
零件族參數(shù)化工藝建模的優(yōu)勢主要體現(xiàn)在可快速生成零件的加工工藝文檔,提高參數(shù)化設(shè)計速度。在設(shè)計新產(chǎn)品時,可對應(yīng)專家系統(tǒng)中的零件族尋找相似產(chǎn)品,對比與現(xiàn)有產(chǎn)品的差異,根據(jù)差異在人機交互界面上修改零件的幾何與工藝參數(shù),驅(qū)動主工藝文檔模板生成新產(chǎn)品的工藝文檔,不需要重復(fù)設(shè)計相似產(chǎn)品的工藝,壓縮了設(shè)計步驟,設(shè)計效率明顯得到提高。零件族的工藝文檔模板可以表示出該相似零件族集合中所有零件的生產(chǎn)工藝,賦予零件族工藝文檔模板特定參數(shù)即表示零件族中某一特例或特例拓展體。將零件族工藝模型和表示工藝特征的事物特性表集成到參數(shù)化設(shè)計系統(tǒng)中,即可實現(xiàn)零件族工藝參數(shù)化變型設(shè)計。
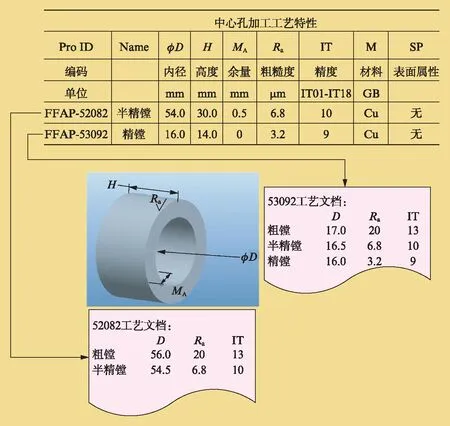
圖4 中心孔工藝變型過程
零件族的工藝模型除了與零件族幾何模型有相似之處,還有自身的特點,因為對于結(jié)構(gòu)完全一樣的零件,它們的制造材料或加工精度不同時,其工藝文檔中的工序、工步等信息有時會有天壤之別。對于工藝模型這一特殊性,零件族的工藝模型中參數(shù)信息遠(yuǎn)比幾何模型中的多,這樣才能滿足零件族的工藝要求,對于加工工藝復(fù)雜的零件族,甚至需要以更小的單位劃分該零件族。
4結(jié)束語
筆者在研究工藝建模技術(shù)的基礎(chǔ)上,首先引入減料幾何特征和加工分步特征的概念,將產(chǎn)品的加工分步特征很好地與產(chǎn)品的加工工藝相結(jié)合,詳細(xì)闡述了產(chǎn)品零件族工藝建模及其參數(shù)化變型設(shè)計。同時對基于事物特性表的參數(shù)化工藝建模進行了詳細(xì)研究,但是研究還不夠深入,對于因產(chǎn)品加工精度、表面粗糙度發(fā)生變化時加工工序及工步的變型設(shè)計只做了理論分析,筆者正在將理論研究聯(lián)系到實際應(yīng)用中,為產(chǎn)品全周期的快速設(shè)計提供理論依據(jù)。
參考文獻
Sudarsan R, Fenves S J, Sriram R D, et al. A Product Information Modeling Framework for Product Lifecycle Management. Computer-Aided Design, 2005,37(13);1399-1411.
金國新.基于SML與加工特征的零件工藝變型設(shè)計技術(shù)及系統(tǒng).杭州: 浙江大學(xué),2007.
鐘薇薇.基于SML的零件族建模與變型設(shè)計.杭州: 浙江大學(xué),2012.
陳賓賓.基于事物特性表的零件族建模方法研究與應(yīng)用.杭州: 浙江大學(xué),2012.
王新杰,蔡力鋼,李培根.基于3D的定量化工藝建模與工藝設(shè)計.華中科技大學(xué)學(xué)報(自然科學(xué)版),2002(12): 65-66.
韓書霞,韓彥軍.內(nèi)燃機零部件CAPP系統(tǒng)的工藝建模.內(nèi)燃機配件,2007(1): 18-20.
談宏志,仲梁維.基于事物特性表的產(chǎn)品參數(shù)化變型設(shè)計研究.現(xiàn)代制造工程,2012(8): 76-79.
祁國寧,Schttner J,顧新建,等.一種面向大批量定制的產(chǎn)品建模方法.計算機集成制造系統(tǒng),2002,8(1): 12-15.
紀(jì)豐偉,陳懇,張根保.二維參數(shù)化技術(shù)的發(fā)展現(xiàn)狀及趨勢分析.機械設(shè)計與制造工程,2000,29(4): 38-40.
[10] 《GB/T 10091.1—1995》.事物特性表 定義和原理.
[11] Zha X F, Sriram R D. Platform-based Product Design and Development: A Knowledge-intensive Support Approach. Knowledge-Based Systems, 2006,19(7): 524-543.
文章編號:1674-540X(2015)04-028-05
中圖分類號:TH122
文獻標(biāo)識碼:A
作者簡介:談宏志(1987-),男,碩士,助理工程師,主要從事智能制造系統(tǒng)的研究工作,E-mail: tan573713375@126.com
收稿日期:2015年7月
*上海市科學(xué)技術(shù)委員會資助項目(編號: 13DZ1101600)
猜你喜歡
湖南大學(xué)學(xué)報·自然科學(xué)版(2017年4期)2017-05-18 15:46:24
科技視界(2017年1期)2017-04-20 00:28:09
科學(xué)與財富(2017年7期)2017-04-11 01:59:03
山東工業(yè)技術(shù)(2017年7期)2017-04-10 04:50:08
中國高新技術(shù)企業(yè)(2017年3期)2017-03-30 11:15:42
中國科技博覽(2016年27期)2017-01-23 00:09:21
軟件導(dǎo)刊(2016年9期)2016-11-07 21:27:21
科技資訊(2015年19期)2015-10-09 19:31:12
科技資訊(2015年8期)2015-07-02 18:34:21
計算機輔助工程(2015年2期)2015-05-11 10:42:09
