大跨度鋼混結(jié)合梁鋼梁制作技術
2015-04-23 04:23:16史淑艷
金屬加工(熱加工) 2015年16期
關鍵詞:焊縫
史淑艷
鋼混凝土結(jié)合梁結(jié)構(gòu)是通過連接件把鋼梁和鋼筋混凝土橋面板組合成截面共同工作的一種復合式結(jié)構(gòu)。具有抗疲勞性能好、承載力可靠、節(jié)約鋼材、充分發(fā)揮材料性能等眾多的優(yōu)點,在我國橋梁建設中得到了廣泛應用。
1. 結(jié)構(gòu)形式
以某已建項目為例,結(jié)合梁鋼梁結(jié)構(gòu)形式為U形,單孔跨度一般在50m左右。按結(jié)構(gòu)形式,將梁段劃分為腹板單元、隔板單元、底板單元等部件。連接鋼梁與混凝土橋面板的剪力釘焊接于主梁上蓋板和橫隔板上蓋板。
2. 制作難點
由于一孔鋼梁長度較大,為便于構(gòu)件運輸,故將鋼梁沿縱向分段制造,段與段之間用高強度螺栓栓接。
鋼梁制作根據(jù)其結(jié)構(gòu)特點、工藝要求,采用“原材復驗→零件→部件→節(jié)段→預拼裝→涂裝→橋位栓接→橋位焊接→補涂裝”的工藝流程進行生產(chǎn)制造。
制作難點主要包括:第一,腹板單元是控制箱體拱度的關鍵部件。腹板下料考慮設計拱度、自重拱度及焊接收縮量等因素確定工藝拱度。控制主梁腹板單元拱度精度和平面度是制造難點。
第二,主梁U形箱口大,尺寸為2.7mm×3.0m,控制兩端箱口的幾何尺寸并保證梁段間連接是制造的關鍵。
第三,隔板單元為矩形,在組裝箱型時可作為內(nèi)胎,隔板的幾何尺寸是控制箱體斷面尺寸的關鍵。
第四,梁段整體組裝與焊接是整個鋼梁制造的關鍵,其工藝的合理與否直接關系著鋼梁的制造質(zhì)量和使用壽命。
第五,主梁三面有不同數(shù)量的高強螺栓孔,孔群精度的控制決定現(xiàn)場架設成功與否。
第六,剪力釘是連接鋼筋混凝土橋面板與鋼梁的共同工作關鍵零件,主要起傳遞剪力的作用,其焊接質(zhì)量控制尤為重要。
3. 制作工藝
(1)單元件的制作 腹板單元的制作:腹板單元由上蓋板、腹板、水平縱肋、豎肋等組成。上蓋板采用數(shù)控火焰切割機精確下料,腹板采用數(shù)控切割機下料,一次切出腹板拱度,同時寬度增加2~3mm、長度方向增加0.5‰焊接收縮量。腹板與上蓋板的焊接采用雙面埋弧焊;加勁肋與腹板的角焊縫采用藥芯焊絲CO2氣體保護自動焊,焊接參數(shù)如表1、表2所示。
底板單元的制作:底板采用龍門式切割機下料,寬度和長度方向預留焊接收縮量(大小與腹板相同)。底板縱向加勁肋采用龍門式切割機對稱下料,長度方向預留0.5‰焊接收縮量。
底板縱向加勁肋兩端設置有φ26mm高強螺栓孔,由于組焊后縱肋間距僅有500mm,沒有鉆孔的操作空間,所以此部分孔群采用先孔法制作。為了避免焊接變形對孔群精度的影響,造成大面積配孔或擴孔,根據(jù)相關規(guī)范的要求,擴孔≤設計孔徑的10%,φ26mm的螺栓孔按+1~+2mm公差控制,相應的拼接板不再配孔。實踐證明,該措施大大提高了生產(chǎn)效率和安裝進度,同時該位置的安裝質(zhì)量也得到了較好的保證。
采用門式板條肋組裝專用設備實現(xiàn)底板單元自動化組裝。重點控制端部孔群范圍及隔板處的位置,組裝公差±1.0mm,組裝間隙0.5mm。采用我公司與相關廠家聯(lián)合開發(fā)的針對板肋的雙絲MAG焊接新技術及龍門式多電極自動化焊接設備,配合自主研發(fā)的平位反變形胎架焊接底板單元。一條焊縫配置兩把焊槍,一前一后雙絲雙熔池焊接,專機上配置多頭焊槍,選擇可靠的焊縫跟蹤方式,保證電弧位置準確,在反變形胎架上以較高的焊接速度一次將板塊板肋焊接完,采用對稱同方向施焊有效控制了焊接變形。焊接參數(shù)如表3所示。龍門式多電極自動焊接過程如圖1所示。為了控制主梁整體焊接變形,底板單元修整時在兩邊腹板組焊位置外側(cè)預先作出一定的反向角變形,使其與收縮變形相互抵消。
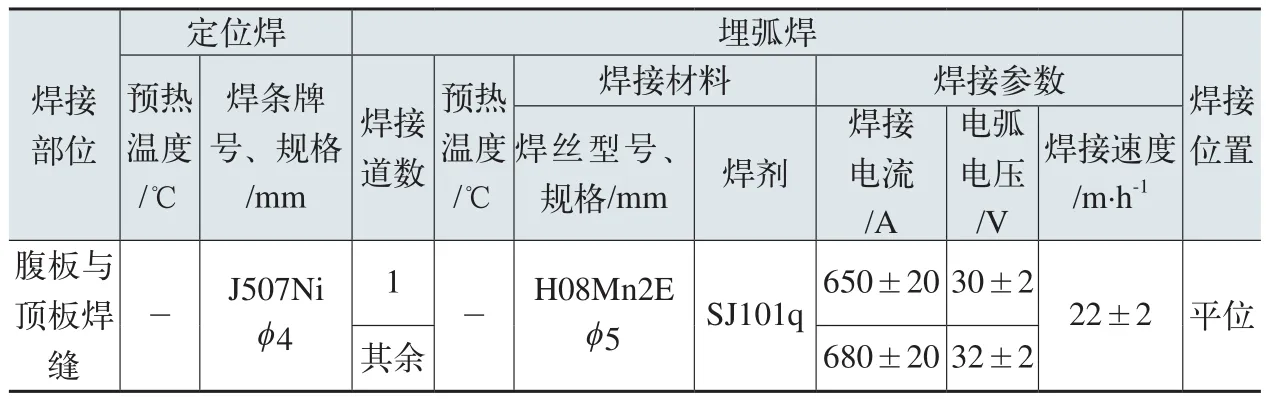
表 1
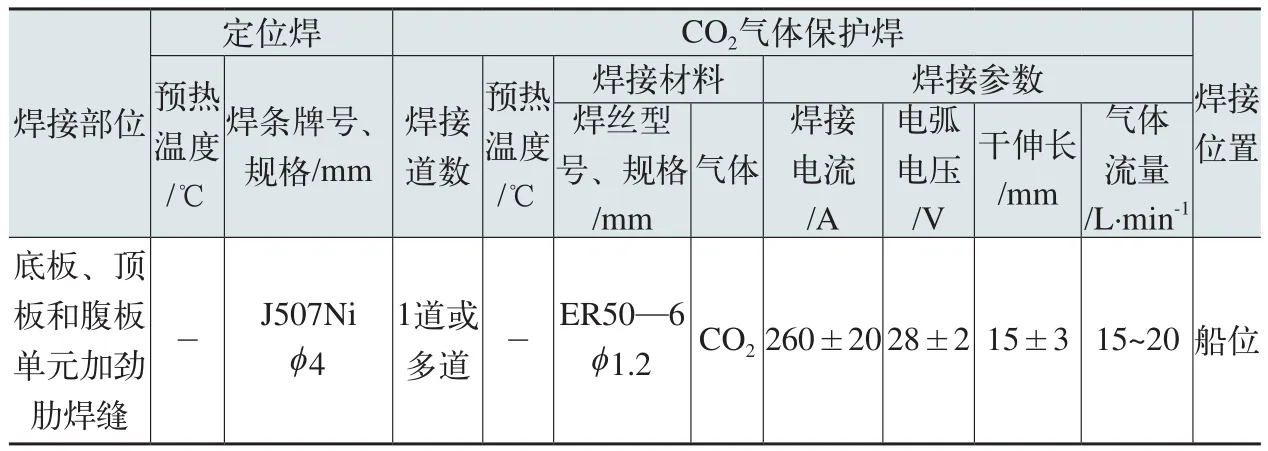
表 2
隔板單元的制作:隔板單元由隔板、加勁肋和加強圈組成。隔板采用數(shù)控精密切割機下料,一次切出人孔、槽口及過焊孔,周邊留機加工量。 隔板單元采用CO2氣體保護半自動焊焊接,焊接材料為Supcored71H,φ1.2mm。
(2)主梁整體制作 組裝底板單元,按線就位,并墊出梁段拱度;為保證安全,方便組裝,設計組裝腹板單元、隔板單元用支架及夾具,組裝時重點控制腹板單元的組裝尺寸及兩端箱口尺寸。最后組裝腹板單元上有磨光頂緊要求的豎肋。
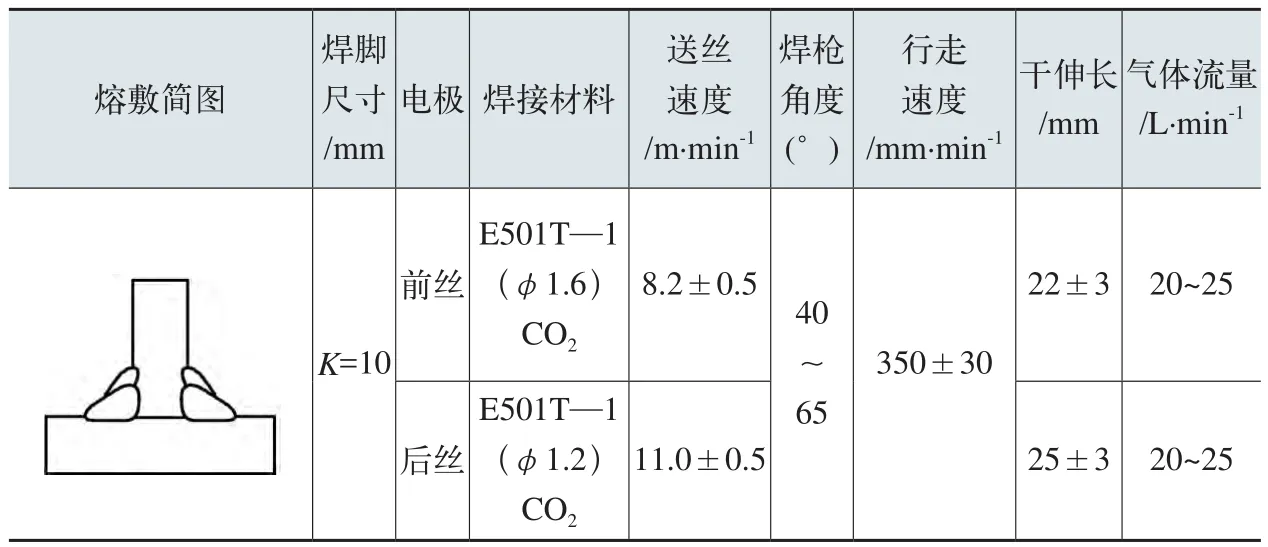
表3 底板單元焊接參數(shù)

圖1 龍門式多電極自動焊接過程
有磨光頂緊要求的豎板在組裝箱時安裝,為防止由于焊接收縮造成磨光頂緊不嚴,焊接順序應從頂緊端向另一端施焊,焊接方法相同。
為保證主梁幾何尺寸,減少焊接變形,采用如下焊接順序和焊接工藝:①隔板與底板單元→隔板與腹板單元→腹板單元與底板內(nèi)側(cè)焊縫→隔板單元與隔板上翼緣,焊接方法為CO2氣體保護半自動焊,焊接材料為Supcored71H,φ1.2mm。②隔板上翼緣與上蓋板單元組焊,采用背面貼陶質(zhì)襯墊單面焊雙面成形工藝,焊接方法為焊條電弧焊,材料為CJ507Q,檢查合格后將兩端30mm修磨余高。③腹板單元與底板外側(cè)焊縫組焊,采用埋弧焊,焊接材料為φ5.0mm的H08Mn2E焊絲,配SJ101q焊劑。
(3)剪力釘焊接 剪力釘主要起傳遞剪力的作用,防止混凝土橋面板與鋼梁之間相對滑移,所有剪力釘在工廠焊接。焊接設備擬采用SLH—25C型螺柱焊機及焊槍。
組焊工藝要點:①焊接前應除去焊釘焊接區(qū)的銹蝕、油污及水分,焊接瓷環(huán)應在150℃烘干2h;焊釘組焊面進行打砂除銹,以徹底清除待焊部位的油漆、水、銹、氧化皮及其他影響焊接的物質(zhì)。②接工件的電纜應設兩根,分別接于工件的兩端,以減少焊接時的磁偏吹現(xiàn)象。③為了保證平面位置組裝公差的要求,應按焊釘布置圖劃線定位,并打上樣沖眼,以方便焊接。④焊釘?shù)暮附釉谑覂?nèi),且在5℃以上進行,當環(huán)境溫度低于5℃時,應將工件預熱到50℃以上方可施焊;當?shù)酌娼饘俪睗駮r,應用火焰烘烤去濕后焊接。⑤當在鋼梁邊緣焊接時,應采用防磁偏吹裝置,以減少磁偏吹造成的焊腳不均勻現(xiàn)象。⑥焊接應由經(jīng)過專門培訓、考試合格的電焊工擔任;施焊時,焊釘與鋼板應保持垂直,焊槍保持穩(wěn)定不動,直至焊接金屬完全固化;焊接順序原則上應按中心對稱施焊,以減少焊接變形。⑦每日每臺班開始生產(chǎn)前或變換一種焊接條件時,應將焊接參數(shù)調(diào)整到最佳狀態(tài),試焊兩個焊釘進行彎曲30°檢測,合格后方可正式焊接。試焊用的鋼板材質(zhì)必須與焊件相同,其厚度允許變動±25%。
對于焊縫熔合不良的焊釘應從工件上拆除,將母材修磨平整后重焊;對于沒有獲得完整360°周邊焊腳的焊釘,其缺陷長度≤90°時,用φ4mm或φ3.2mm的CJ507Q焊條補焊。補焊長度應從缺陷兩端各外延10mm,補焊的焊腳尺寸為6mm,當補焊時的環(huán)境溫度≥5℃時應按工藝評定試驗結(jié)果確定的預熱溫度進行預熱。
(4)工地焊接 待橋位吊裝架設到設計位置并將高強螺栓擰緊后,進行上蓋板對接焊接,采用單面焊雙面成形工藝,背面貼陶質(zhì)襯墊,氣體保護焊打底、埋弧焊蓋面。焊縫間隙控制在(6±2)mm,打底焊縫焊接兩層,厚度控制在8~10mm;埋弧焊(氣體保護焊)填充時要控制熱輸入和層間溫度,確保焊縫接頭性能;蓋面時采用兩道蓋面,控制余高和焊縫外觀成形。單面焊雙面成形接頭如圖2所示。
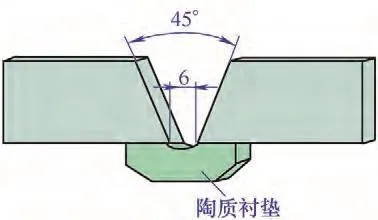
圖2 單面焊雙面成形接頭
4. 結(jié)語
通過一系列的質(zhì)量控制措施和方法,結(jié)合梁鋼梁的制作精度和質(zhì)量得到了很好的控制,在后期的安裝架設過程中,取得了良好的效果。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
