十字柱-箱型柱轉換節點的加工制作工藝
2015-11-16 06:05:10吳德勝
金屬加工(熱加工) 2015年16期
吳德勝
1. 節點形式
十字柱-箱型柱轉換節點是由下節十字柱過渡到上節箱型柱的轉換段,采用柱中套柱結構,且截面為變截面,鋼柱內部還匹配大量的T形加勁肋,外部設有環板和加勁板。
2. 鋼結構特點
轉換節點主要由十字柱、箱型柱、環板及加勁板等組成。外形尺寸為9 750mm×3 350mm×2 800mm,質量高達47t多。節點最大鋼板厚度60mm。
鋼板材質:十字柱及與其相連的加勁肋采用Q390B鋼材,箱型柱采用Q420GJC鋼材,其余零部件均采用Q345B鋼材;當鋼板厚度≥40mm時,均需滿足Z15的Z向性能要求。
轉換節點為全焊接結構,構造復雜,組裝、焊接難度大。區別于一般鋼構件,有以下幾個特點:①轉換節點零件板采用了Q345B、Q390B、Q420GJC低合金高強度結構鋼,鋼板最大厚度60mm,焊接時,冷裂紋傾向性大。②除T形加勁肋與箱型焊接采用角焊縫外,其余焊縫均要求全熔透一級,質量等級要求高,對焊工提出了更高的要求。③轉換節點零件板數量高達170塊,故焊縫數量多,易造成焊接變形,變形后難矯正。④根據構件結構形式及焊接工藝要求,節點組裝焊接時,要進行多次翻身。⑤大量的K形接頭焊縫導致易出現層狀撕裂。
3. 制作工藝
(1)零部件加工 在下料前,對鋼板進行矯平,以達到消除鋼板內應力、矯平鋼板平面度的要求。根據零件尺寸要求,同時考慮一定的焊縫收縮余量,采用數控火焰直條切割機(如十字柱的翼腹板)和數控火焰切割機(如加勁板、環板)進行切割下料。下料后先矯正火焰切割造成的變形,再采用半自動火焰切割機進行坡口加工(見圖1、圖2)。
(2)構件加工 T形鋼加工:在翼板上畫好定位基準線后進行T 形組立,定位焊采用C O2氣體保護焊,焊腳高度不得大于設計焊縫高度的2/3;定位焊縫長度為20mm,焊道間距300mm。為減少焊接變形,采取兩根T形組對的方法進行組立焊接:將檢測合格的T形鋼吊上胎架,兩塊T形鋼腹板用工藝板連接,工藝板兩側對稱安裝;根據圖樣檢測并調整T形組對的尺寸,用千斤頂頂緊后進行定位焊;T形鋼組對完成后,在船形胎架上進行主焊縫焊接,采用埋弧焊,同時為控制焊接變形采取對稱施焊;焊接完成后矯正,拆除工藝板并打磨。

圖1 加勁板的坡口加工

圖2 T形鋼板的坡口加工
十字柱加工:十字柱制作工藝由一個H形鋼柱與兩個T形柱組合焊接而成。由于轉換節點中的十字柱截面為變截面,故先將翼腹板均為變截面的H形鋼組立好,并根據H形鋼的生產流水線工藝加工制作,然后再將兩個T型柱與變截面的H型鋼柱組立成十字柱,矯正后按十字型柱加工工藝組焊,并矯正至合格狀態。
L形、槽形鋼板加工及組裝:在鋼板折彎的區域畫好折彎基準線,鋼板加熱采用整體加熱方式。加熱溫度900~1 000℃為宜,且溫度(鋼板內、外)均勻,務必要防止部分區域過熱現象。鋼板折彎加工時的溫度嚴禁<800℃,在鋼板溫度下降到800℃以下時嚴禁再進行折彎加工。加熱后鋼板在油壓機上進行逐步折彎,折彎角度90°。根據油壓機的行程量控制折彎角度大小,同時控制好進給量、鋼板折彎的回彈量和終壓溫度(終壓溫度應≥800℃)。折彎時可用靠模測量(靠模按內環板外邊緣尺寸,按1:1比例制作),避免折彎過量。鋼板折彎成形后除尺寸檢驗外,需對折彎處鋼板受拉面進行磁粉、超聲波探傷,同時還需對加熱溫度記錄進行檢查。
L形、槽形鋼板組裝前,先對彎弧后的鋼板進行復核,必要時采用火焰矯正,合格后方可進行T形肋板的裝焊(見圖3)。壁板上面的T型肋板與壁板焊縫要求雙面角焊縫,焊接時要求兩側角焊縫對稱同時施焊,焊后進行再次檢測并矯正。
(3)節點組裝流程 根據結構形式及焊縫焊接質量等工藝要求,確定節點組裝采用“逐步組裝、分步焊接、整體成形”的工藝方案。
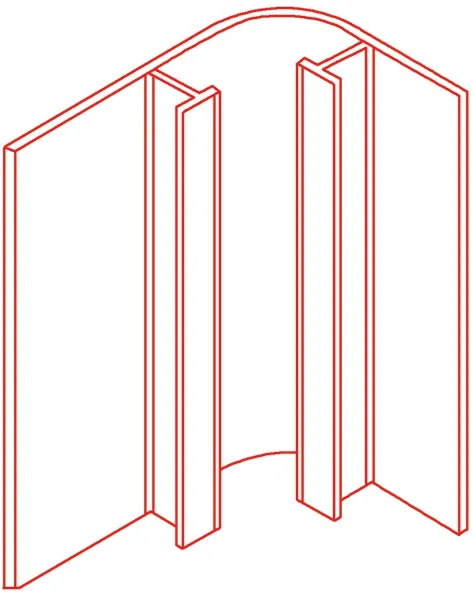
圖3 L形鋼板上的T型肋板裝焊
4. 焊接技術
(1)焊接方法 十字柱-箱型柱的焊接采取CO2氣體保護焊+埋弧焊組合焊接;環板及勁板焊接采取CO2氣體保護焊。
(2)焊接順序 ①十字柱外側勁板焊接。沿柱身高度方向,按圖樣要求依次裝焊十字柱外側勁板,裝焊時先焊接勁板間對接焊縫,然后焊與十字柱連接焊縫。連接焊縫焊接時由雙數焊工兩側對稱施焊。②箱型段組裝焊接。按圖樣要求依次組裝,焊接時先焊各分段之間對接環焊縫,然后焊各段拼接縱焊縫。拼接縱焊縫焊接時,依次從第一段向第三段逐段施焊。③環板及勁板焊接。先組裝外側環板,接著組裝環板勁板。先焊環板與箱型柱壁板的環焊縫,再焊環板之間的對接焊縫。焊接加勁板時,宜采取中間向兩邊逐裝逐焊的工藝方法。
(3)焊接參數 主要焊接參數如附表所示。
(4)焊接變形控制 ①在進行圖樣深化時,配合工藝在保證焊縫焊透的前提下,采取窄間隙焊接坡口形式。②厚板焊接時,焊前必須預熱以防止層狀撕裂;同時為防止厚板焊后產生角變形,首道焊縫焊接時,借用反變形措施來減小焊后的角變形量,反變形角度可為3°。其余焊縫焊接時,可加工藝支撐條,焊接完后用氣割切割,并打磨光滑。③焊接時采用合理的焊接順序,同時盡可能采用小熱輸入量,多道多層焊接方法以減少焊接變形。④焊后采用保溫棉進行保溫或進行消氫熱處理。
5.結語
通過對十字柱-箱型柱轉換節點各部分零件的拼接工藝分析,制定了“逐步組裝、分步焊接、整體成形”的工藝方法,有效解決了尺寸大、重量重的大型轉換節點的裝焊,對于同種類型的構件制作具有很好的借鑒作用。
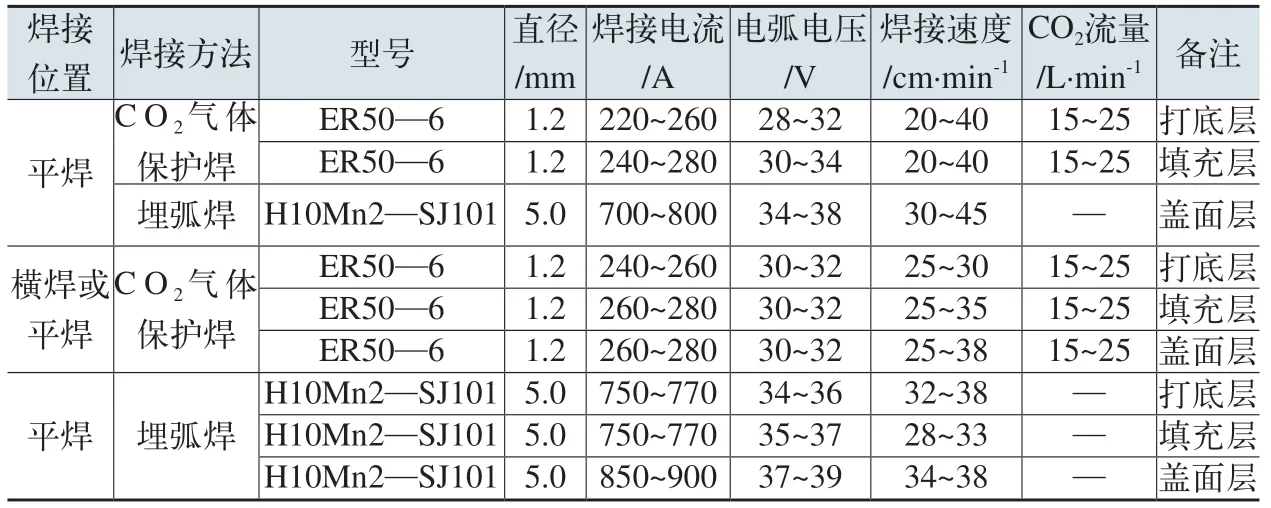
主要焊接參數
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
